
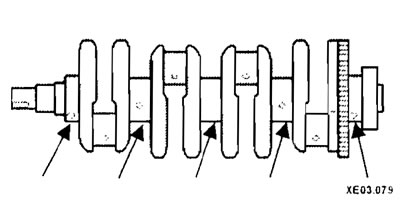
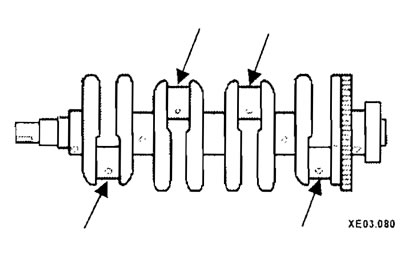
Check the main (arrows) and connecting rod (arrows) journals for signs of wear, scratches, pits and cracks.
Rub a copper plate several times on each neck. If traces of copper remain on the neck, it is too rough and needs to be re-polished.
Remove any burrs from the oil holes on the shaft using a scraper or file.
Information is taken from a thematic website HyundaiBook.ru
Check the shaft for cracks or other damage. In the workshop, use a flaw detector to check for hidden cracks.
Using a micrometer, measure the diameter of the main and connecting rod journals of the shaft, compare the results with the technical data. By measuring the diameter at several points around the circumference, you can determine whether there is out of roundness. By measuring the diameter at different ends of the neck, its taper can be determined.

Measure the crankshaft runout by mounting the shaft on prisms.
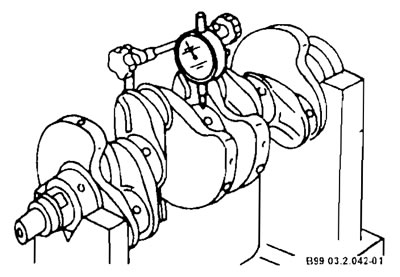
Note: The beating value is the difference in indicator readings for one complete revolution.
If the crankshaft journals are damaged, worn, have an ovality or taper greater than the permissible limits, the shaft should be reground in a workshop. In this case, it is necessary to use bearing shells of repair size
Check the oil seal journals at both ends of the crankshaft for signs of wear or damage. If the seal has formed a groove on the neck, the new seal may leak. In some cases, the neck can be repaired by pressing a thin bushing into the groove. If repair is not possible, the crankshaft must be replaced.
Check the connecting rod and main bearing shells.