
Tightening torque: Nm
Removal
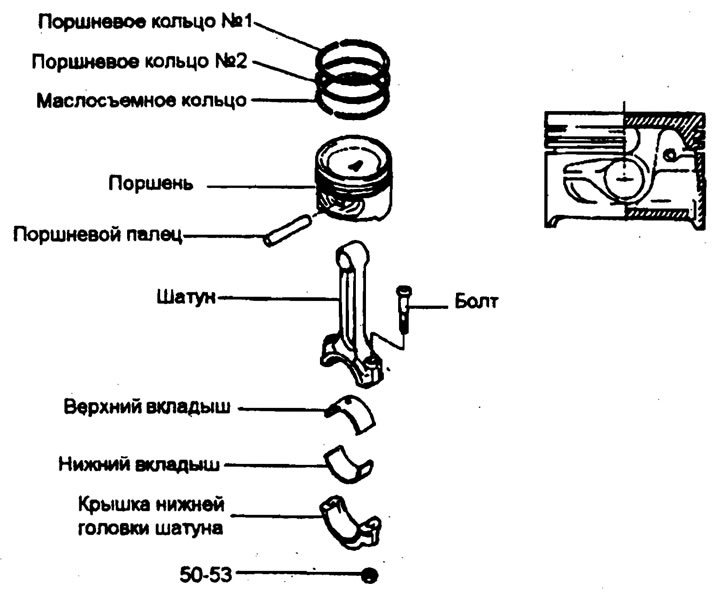
Connecting rod lower head cover
Note: Keep the bearings in order according to the connecting rod numbers (in accordance with the cylinder numbering), for subsequent installation.
1. Loosen the connecting rod lower head cover nuts and remove the cover and lower bearing shell.
2. Slide each connecting rod to the top of the cylinder.
Removal and installation the piston pin
1. Use special tools (09234-33001) for disassembling and assembling the piston and connecting rod.
2. Install the insert (09234-33003) into the fork of the instrument. Place the insert between the connecting rod and the piston.
3. Insert the appropriate puller into the tool arch hole.

Note: Position the piston, connecting rod and piston pin assembly along the puller axis.
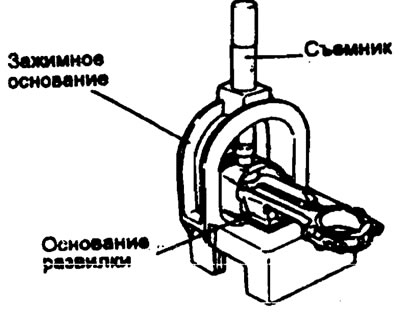
4. Press the piston pin out of the upper connecting rod head.
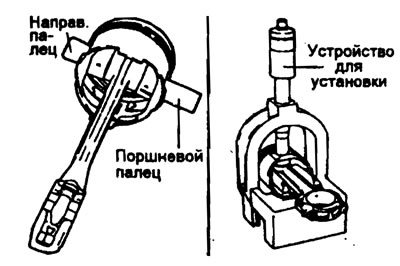
5. Insert the guide pin through the piston into the upper connecting rod head. Insert the guide pin from the opposite side of the piston.
Note:
- The guide pin centers the connecting rod in the piston.
- When the piston, connecting rod, piston pin and guide pin are positioned in the fork of the tool, the guide pin centers the entire assembly in the tool. If too small a guide pin is used, the piston assembly cannot be centered in the device, which may result in damage to the fork or insert of the device.
6. Install the piston assembly into the fork of the device. The device will support the connecting rod on the piston pin. Move the piston into the fork until the guide pin rests against the insert.
7. Adjust the setting rod to the appropriate length by rotating the sleeve with numbers on the shaft with letters until the alphanumeric value specified in the application diagram is obtained. Turn the nut with the nozzle to lock the sleeve with numbers on the shaft.
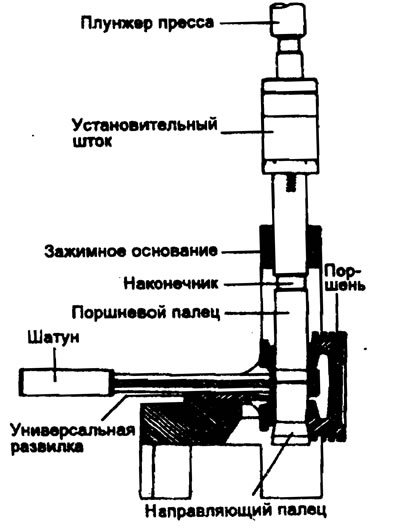
8. Insert the installation rod into the hole in the device arch. Press the piston pin into the connecting rod head until the bushing of the setting pin touches the top of the arc of the device. The guide pin will fall out of the connecting rod head when the piston pin is pressed in.
Warning. Do not apply a load greater than 5000 kgf when pressing the mounting rod sleeve against the arch.
Examination
Piston and piston pin
1. Check each piston for abrasion, scoring, wear and other defects. Replace all defective pistons.
2. Inspect each piston ring for damage or excessive wear. Replace defective rings.
3. Check the fit of the piston pin in the piston boss holes. Replace all defective pistons and piston pins. The piston pin should fit smoothly into the piston boss holes by hand at room temperature.
Piston rings
1. Check the piston ring side clearance. If the measured value exceeds the permissible value, insert a new ring into the piston groove and measure the side clearance. If the clearance again exceeds the permissible limit, replace the piston and piston rings. If in this case the gap does not exceed the permissible value, replace only the piston rings.
Lateral clearance of piston rings
Nominal value
- no. 1 — 0.04-0.08 mm
- no. 2 — 0.03-0.07 mm
Limit value
- no. 1 - 0.1 mm
- no. 2 - 0.1 mm
2. To measure the piston ring gap, insert the rings into the cylinder. Install the ring in a plane perpendicular to the cylinder wall, pressing lightly on the ring with the piston. Measure the gap with a feeler gauge. If the clearance exceeds the permissible limits, replace the piston ring.
The original text is published on the website HYUNDAIBOOK.ru
Unit: mm
| Position | Standard | Limit | |
| 1.6 l | 1.8 l | ||
| Piston ring gap no. 1 | 0.2 - 0.35 | 0.23 - 0.38 | 1 |
| Piston ring gap #2 | 0.37 - 0.52 | 0.45 - 0.60 | 1 |
| Clearance in the oil scraper lock | 0.2 - 0.6 | 0.2 - 0.6 | 1 |
When replacing only the ring, without adjusting the cylinder bore, check the gap in the lock with the ring at the lowest point of its travel.
When replacing a ring, make sure the ring used is the same size.
Piston ring size and marks
- Standard diameter - No
- 0.25 mm OS — 25
- 0.50 mm OS — 50
- 0.75 mm OS — 75
- 1.00 mm OS - 100
OS - Increased size
Note: The mark may be located on the inside of the ring, closer to the edge.
Connecting rods
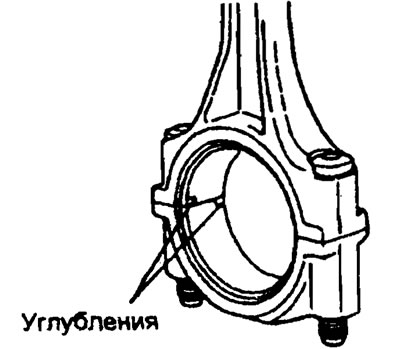
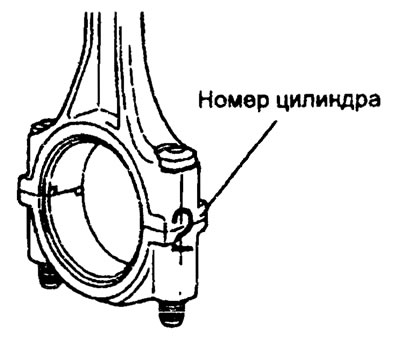
1. When installing the connecting rod lower end cover, make sure that:. that the cylinder numbers marked on the connecting rod and the edge match. When installing a new connecting rod, make sure the bearing retaining cutouts are on the same side.
2. Replace the connecting rod if there is damage to the pressure-bearing surfaces of the upper and lower heads, or if there is stepped wear or if the inner surface of the upper head bore is highly rough.
3. Using a connecting rod alignment tool, check the connecting rod for bending and twisting. If the measured value is close to the limit, adjust the connecting rod using a press. Any bent or deformed connecting rod must be replaced.
- Allowable bending of connecting rod is 0.05 mm/100 mm or less
- Allowable connecting rod twist is 0.1mm/100mm or less
Installation
1. Install the spacer ring (composite, with sides).

2. Install the upper side ring. To install this ring, insert one end of it between the wall of the piston ring groove and the spacer ring, press it to the bottom of the groove and, pressing with your finger as shown in the figure, insert the upper side ring into the groove.
Note: Do not use a piston ring expander when installing the side rings.
3. Install the lower side ring in the same way.
4. Using a piston ring expander, install piston ring No. 2.
5. Install piston ring No. 1.
6. Apply engine oil to the outer surfaces of the piston and piston rings.
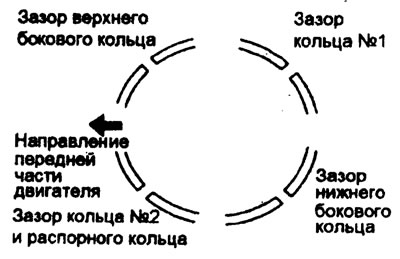
7. Arrange the piston rings so that the gaps in the joints of adjacent piston rings are as far apart as possible. Make sure that these clearances are not located in the piston pin axis and load bearing directions.
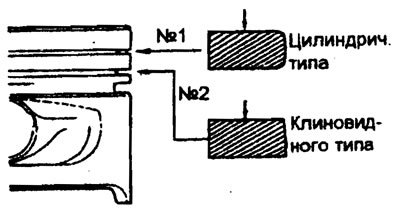
8. When installing the piston into the cylinder, press the ball rings into the piston grooves using a crimping tool.
9. Make sure that the mark marking the front of the piston and the mark marking the front of the connecting rod (identification mark), directed towards the front of the engine.
10. When installing the connecting rod lower head cover, make sure that the marks corresponding to the cylinder number on the connecting rod and cover match.
11. When installing a new connecting rod, make sure that the cutouts for retaining the bearing shells are located on the same side.
12. Tighten the connecting rod lower head cover fastening nuts.
Tightening torque
Connecting rod lower head cap nuts - 50-53 Nm (500-530 kg/cm)

13. Check the connecting rod side clearance
- Lateral clearance - 0.10-0.25 mm
- Maximum clearance - 0.4 mm