
Connecting rods
1. Check the end clearance between the piston and connecting rod. Using a set of feeler gauges, measure the end clearance by moving the connecting rod forward/backward. If the end clearance of the connecting rod exceeds the standard value, it must be replaced with a new one. If the end clearance exceeds the standard value after installing a new connecting rod, the crankshaft assembly must be replaced.
Note: Standard gap size: 0.05 - 0.31 mm.
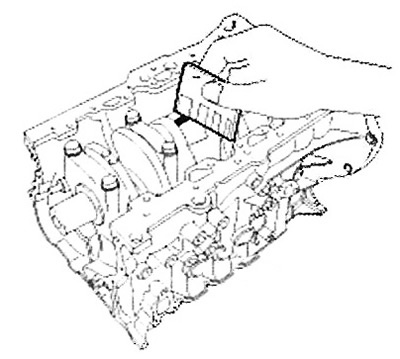
2. Measure the clearance in the connecting rod bearings.
Place alignment marks on the connecting rod and connecting rod cap for proper installation.
Remove the two connecting rod cover mounting bolts.
Remove the connecting rod cap together with the lower bearing shell.
Clean and wash the bearing and connecting rod journal of the crankshaft.
Place a special plastic gauge on the connecting rod journal along the crankshaft axis.
Install the connecting rod cover and tighten the mounting bolts to a tightening torque of 27.5 - 31.4 Nm.
Caution: Do not turn the crankshaft.
Loosen the two mounting bolts and remove the connecting rod cover.
Measure the thickness of the plastic gauge (the scale is included with the kit).
Note: Standard clearance value in: bearings: 0.024 -0.052 mm.
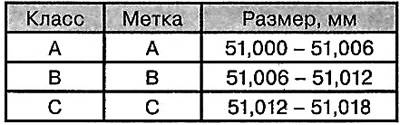
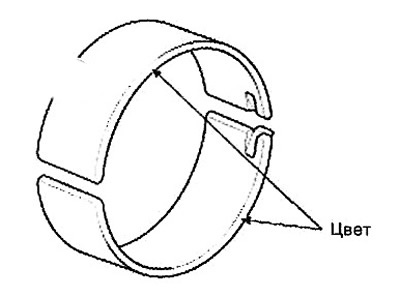
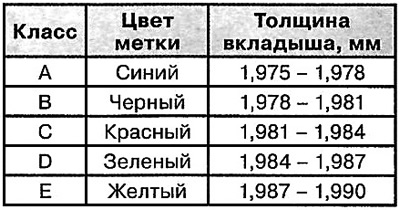
If the plastic gauge is too wide or too thin after removal, the upper bearing shell must be removed and a new one installed. Then repeat the bearing clearance measurement. The shell must be selected according to the marking color (see table below).
Caution: Do not place a washer or scratch the surface of the bearing to adjust the clearance.
If the bearing clearance is still too large or too small, the next bearing shell must be installed and the measurement repeated.
Note: If the bearing clearance cannot be adjusted by selecting liners, the crankshaft assembly must be replaced and the adjustment repeated.
Caution. If the identification mark on the bearing is not visible due to carbon deposits, it must be washed in solvent. Do not clean the bearing with a scraper or metal brush.
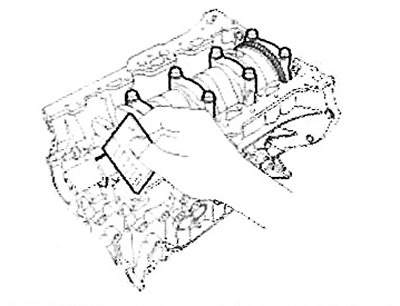
3. The location of the connecting rod identification mark is shown below.
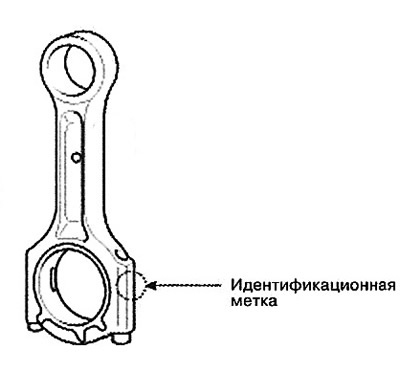
Connecting rod dimensions
4. Location of the crankshaft identification mark.
Crankshaft dimensions
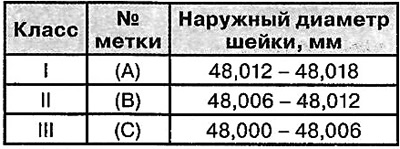
5. Location of identification marks on the connecting rod bearing shell
Insert dimensions

Selection of inserts

6. Check the technical condition of the connecting rods:
When reinstalling, make sure that the cylinder numbers that were stamped on the connecting rod and cap during disassembly match. When installing a new connecting rod, make sure that the notches that hold the bearing in place are on the same side.
If the connecting rod thrust surfaces at either end are damaged, replace the connecting rod. Also, if the steps are worn or the small end inner diameter surface is very rough, the connecting rod must be replaced.
Using a special tool, check the connecting rod for deflection and twisting. If the measured value is close to the repair limit, restore the connecting rod to its proper condition using a press. Any severely bent or deformed connecting rod must be replaced.
Note:
- Permissible deflection of the connecting rod: no more than 0.05 mm/100 mm.
- Permissible twisting of the connecting rod: no more than 0.1 mm/100 mm.
Crankshaft
1. Measure the clearance in the crankshaft bearings. To do this:
Loosen the mounting bolts and remove the main bearing caps together with the bearing shells.
Clean all main bearings and shells.
Place a special plastic gauge on each main journal of the crankshaft.
Install all main bearing caps and tighten the mounting bolts to a torque of 49.0 Nm.
Caution: Do not turn the crankshaft.
Remove the cover and bearing again, measure the thickness of the plastic gauge (the scale is included with the kit).
Note: Standard size: 0.026 - 0.044 mm.
If the measurement value is too large or small, remove the upper and lower bearing shells, install new ones, match the bearing to the color of the mark, and recheck the clearance.
Caution: Do not grind or scratch bearings or caps to adjust clearance.
If the gauge shows that the clearance is still not standard, install a larger or smaller bearing and check the clearance again.
Note: If the bearing clearance cannot be adjusted by selecting liners, the crankshaft assembly must be replaced and the adjustment repeated.
Caution. If the identification mark on the bearing is not visible due to carbon deposits, it must be washed in solvent. Do not clean the bearing with a scraper or metal brush.
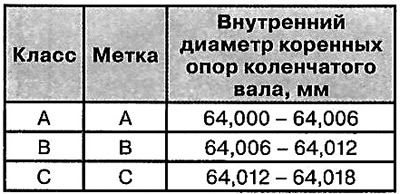
2. Location of marks characterizing the inner diameter of the crankshaft main bearings.
Cylinder block
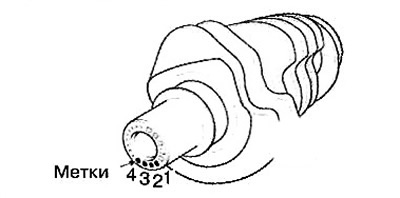
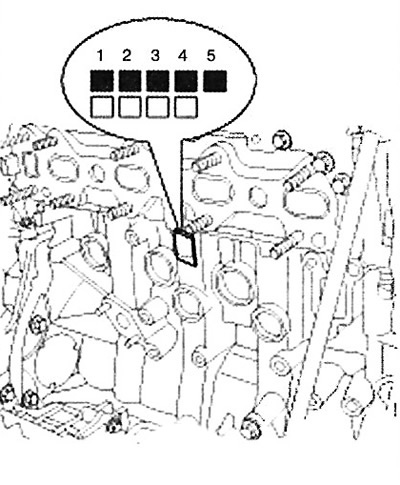
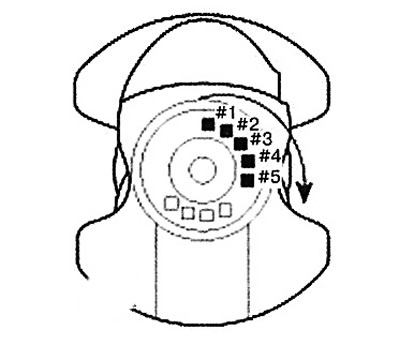
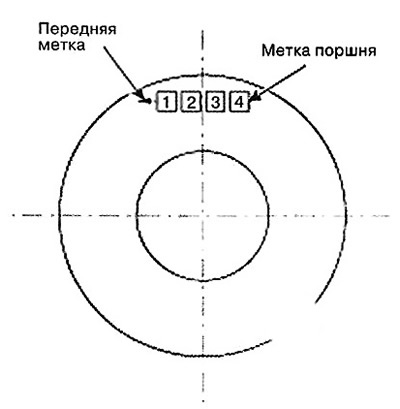
3. Location of marks on the crankshaft.
Note: Read the order of the marks according to the arrow in the figure below.
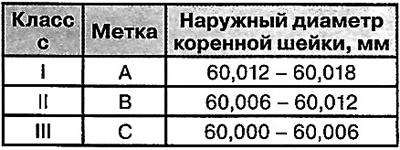
Crankshaft dimensions (main journals)
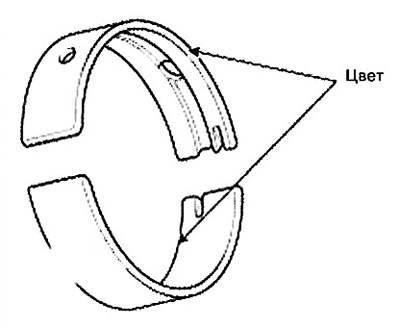
4. Location of identification marks on the main bearing shell.
Dimensions of main bearing bearings
Selection of main bearing liners

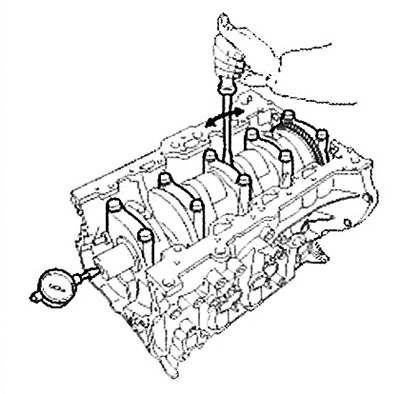
5. Check the crankshaft axial clearance:
Using a dial indicator, measure the crankshaft end play by moving it back and forth with a screwdriver.
Note:
- Standard axial clearance: 0.07 - 0.25 mm.
- Maximum permissible value: 0.30 mm.
If the axial clearance exceeds the permissible limit, the thrust bearings must be replaced.
Note: Thrust bearing thickness: 1.925 - 1.965 mm.
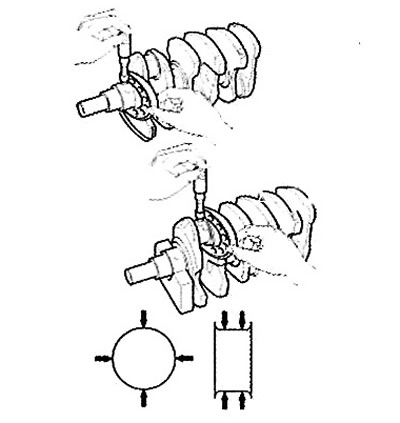
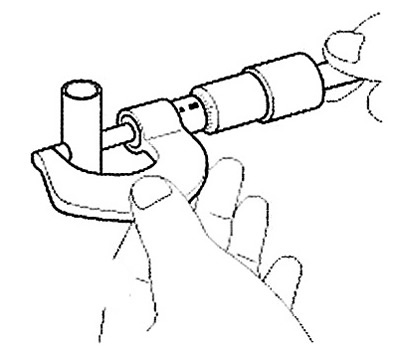
Using a micrometer, measure the outside diameter of the main and connecting rod journals of the crankshaft. Make the measurement in two mutually perpendicular planes, as shown in the figure.
Note:
- Crankshaft main journal diameter: 60.000 -60.018 mm.
- Crankshaft journal diameter: 48.000 - 48.018 mm.
Cylinder block
1. Remove any remaining sealant from the cylinder block/head joint surface using a scraper.
2. Using a soft brush and solvent, clean the cylinder block.
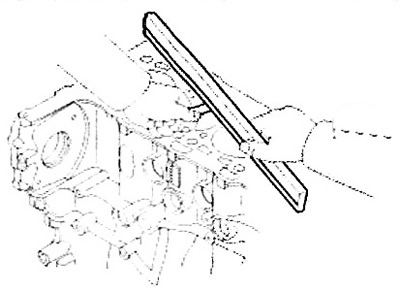
3. Using a special ruler and a set of feeler gauges, measure the non-flatness of the contact surface of the cylinder block with the head.
Note: Standard value of non-flatness: less than 0.05mm.
4. Visually inspect the cylinder bore for deep scratches and burrs. If any defects are found, replace the cylinder block assembly.
5. Using a bore gauge, measure the inner diameter of the cylinders in two perpendicular planes in three places.
Note:
- Measurement location (from the top of the cylinder block): 10 mm (A); 80mm (H); 150 mm (C).
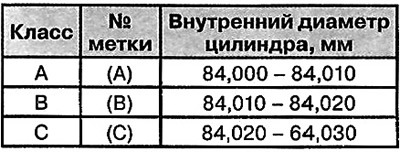
- Standard inner diameter: 84.000 - 84.030 mm.
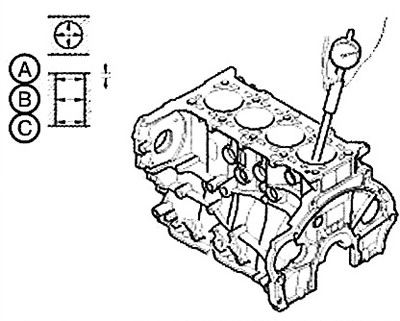
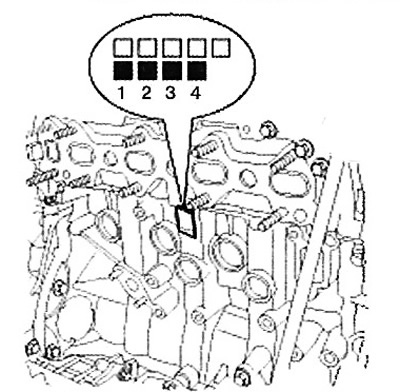
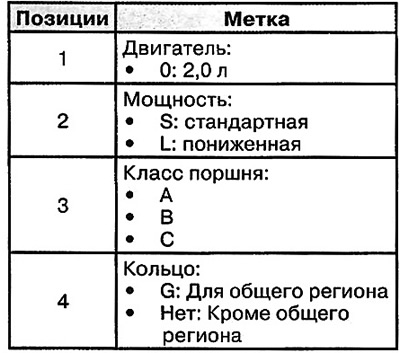
6. Check the cylinder size code on the bottom of the cylinder block.
 |
 |
7. Check the piston size code on its bottom (shown in the figure).
 |
 |
8. Select the piston in relation to the inner diameter of the cylinder block. The gap between the piston and the cylinder should be 0.075 -0.095 mm.
Pistons and piston rings
1. Clean the piston rings.
Using a special scraper, remove carbon deposits from the surface of the rings.
Using a special tool or a broken ring, clean the ring grooves in the piston.
Using solvent and a brush, wash and clean the piston.
Note: Do not use a brush with metal bristles when cleaning.
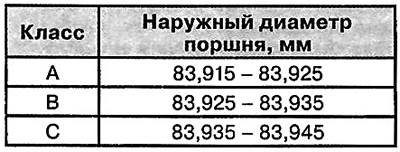
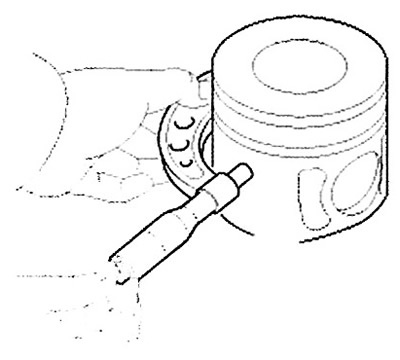
2. Using a micrometer, measure the outside diameter of the piston in the plane of the transverse axis of the piston pin and at a distance of 10 mm from its upper surface, as shown in the figure.
Note: Standard piston diameter: 83.915-83.945mm.
3. The difference between the outer diameter of the piston and the inner diameter of the cylinder is the clearance.
Note: Standard value: 0.075 - 0.095mm.
4. Measure the piston ring side clearance:
Using a set of feeler gauges, measure the gap between the new piston rings and the groove in the piston. If the piston ring gap exceeds the permissible value, the piston assembly must be replaced.
Note: Standard side clearance values: 0.102 - 0.146 mm (compression No.1), 0.070-0.110 mm (compression No.2) and 0.030 -0.070 mm (oil scraper).
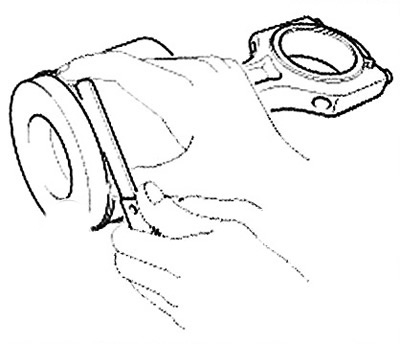
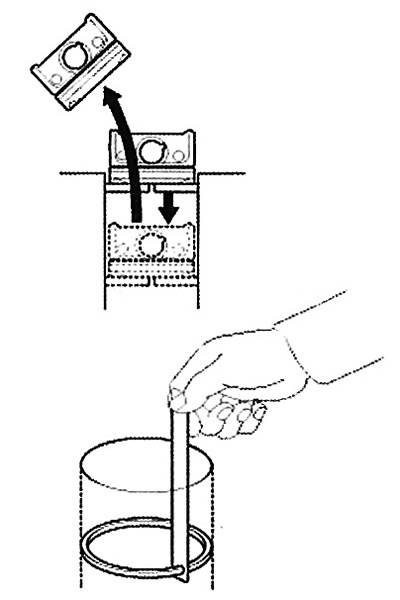
5. Check the clearance in the piston ring joints. To do this:
Install the piston ring into the cylinder. Then, move the ring into the cylinder using the piston as shown in the figure. Measure the gap in the lock using a set of feeler gauges. If the gap in the lock exceeds the permissible limit, it is necessary to replace the ring with a new one. If the gap in the lock is too large, it is necessary to measure the inner diameter of the cylinder. If the cylinder diameter exceeds the permissible norms, it is necessary to replace the cylinder block assembly.
Note: Standard ring lock clearance: 0.18 - 0.33 mm (compression No.1), 0.35 - 0.50 mm (compression No.2), 0.25 - 0.50 mm (oil scraper).
Piston pins
1. Using a micrometer, measure the outside diameter of the piston pin.
Note: Standard size: 33.991-33.997mm.
2. Measure the clearance between the piston pin and the piston hole.
Note: Standard gap value: 0.007 - 0.019 mm.
3. Measure the difference between the outside diameter of the piston pin and the inside diameter of the connecting rod head bushing.
Note: Standard size: 0.023 - 0.041 mm.