
Contents: Disassembly ⇓ Checking the cylinder block ⇓ Cylinder boring ⇓ Formula for calculating cylinder…⇓ Assembly ⇓
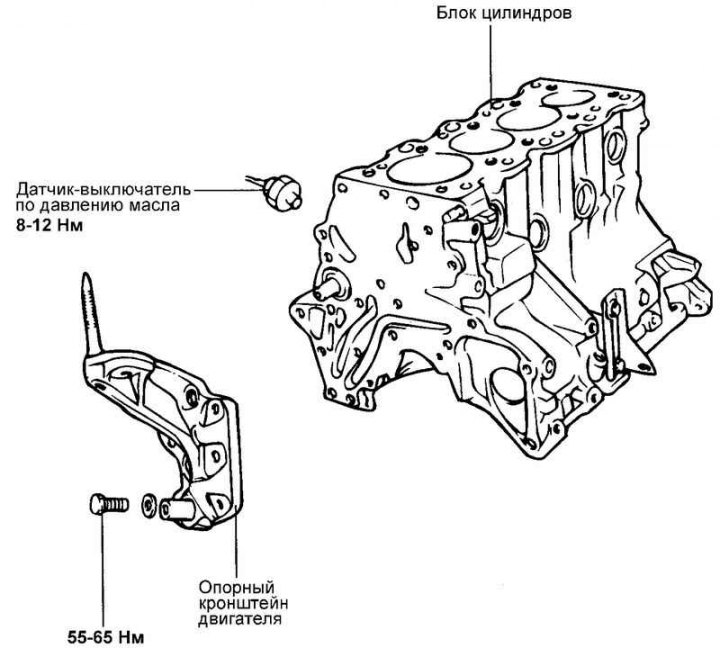
Fig. 2.109. Cylinder block components
Disassembly
Remove the cylinder head, timing belt, front cover, flywheel, pistons and crankshaft.
Checking the cylinder block
Check the cylinder block for chips, corrosion, scale deposits and rust. Also check for cracks and other damage. Replace the cylinder block if significant defects are found.
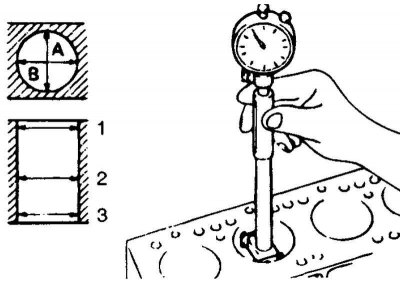
Fig. 2.110. Measuring the cylinder diameter
Measure the diameter of the cylinders using a bore gauge in three zones along the height in directions "A" and "B" (Fig. 2.110).
Level 1: Piston TDC.
Level 2: Mid-move.
Level 3: Piston BDC.
If the cylinder out-of-roundness (ovality) or taper is greater than the maximum permissible value, or there are scratches or signs of seizure (scuffing) on the cylinder mirror, then the cylinders of the block should be bored to the appropriate repair size and honed. After repairing the cylinder block, install pistons and piston rings of the appropriate repair size.
Nominal cylinder diameter: 86.5–86.53 mm (2.4L), 85.0–85.03 mm (2.0L).
Maximum permissible cylinder taper: no more than 0.01 mm.
If there is an annular wear groove in the area where the first compression ring stops at TDC, remove the groove crest using a reamer or scraper.
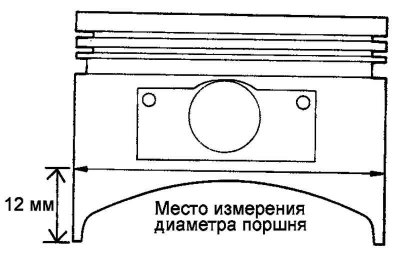
Fig. 2.111. Piston diameter measurement diagram
When repairing (boring and honing) cylinders to the repair size, calculate the bore diameter of the cylinder so that the repair results in a nominal clearance between the piston and the cylinder. All pistons installed must be of the same repair size. Piston diameter measurements are taken at a distance of 2 mm from the skirt edge in a plane perpendicular to the piston pin axis (Fig. 2.111).
Clearance between piston and cylinder: 0.02–0.04 mm.
Check for damage or cracks.
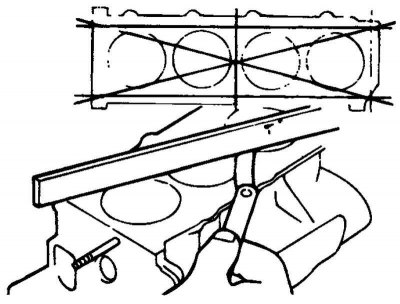
Fig. 2.112. Checking the block surface for warping
Using a straightedge and a flat feeler gauge, check the warping of the block mating surface under the head. Before checking, remove any old gasket residue and foreign particles from the mating surface (Fig. 2.112).
Nominal value: 0.05mm or less.
Maximum permissible value: no more than 0.1 mm.
Note: When restoring the surface by mechanical treatment, the amount of metal removed should not exceed 0.2 mm.
Cylinder boring
When repairing, the maximum cylinder diameter is taken into account.

Note: The piston repair size number is stamped on the piston bottom.
Measure the diameter of the piston to be installed in this cylinder.
Based on the measured piston outside diameter, calculate the cylinder bore diameter.
Formula for calculating cylinder bore values
Cylinder bore diameter = piston outside diameter + clearance between piston and cylinder (0.02–0.04 mm) – honing allowance (0.02 mm)
Bore all cylinders to the calculated diameter.
Note: When boring, to prevent thermal deformation of the cylinder walls, bore in the order of cylinder operation.
Honing of the cylinder walls is carried out until the specified piston-cylinder clearance is achieved.
After honing, recheck the clearance size.
Note: Install pistons of the same repair size in the engine.
Assembly
Install the following parts into the block:
- crankshaft;
- flywheel;
- pistons;
- cylinder head;
- timing belt;
- front cover.