
Removal
Remove the cylinder head, belt drive wheels, front cover, flywheel, pistons and crankshaft (refer to the appropriate sections).
Examination
Cylinder block
1. Visually inspect the cylinder block for scratches and rust. Also check for cracks and other defects. Repair or replace the defective block.
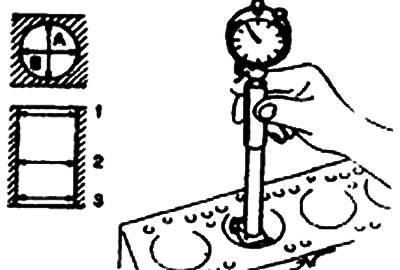
2. Using a bore gauge, measure the cylinder diameter at three levels in directions A and B.
- Level 1: Location of piston ring No.1 when the piston is at top dead center.
- Level 2: in the center of the cylinder.
- Level 3: at the bottom of the cylinder
(The material was obtained from a web resource: «HYUNDAIBOOK»)
3. If the cylinders are excessively out of round or taper, and the cylinder walls are heavily worn or scored, the cylinder block should be bored and honed, followed by the installation of oversized pistons and piston rings.
Nominal values:
- Cylinder - 85.00-85.03 mm
- Non-roundness and taper of the cylinder - maximum 0.01 mm
4. If the top of the cylinder is worn and has steps, cut them off with a reamer.
5. Oversized pistons are available in four sizes.
Piston size and marking:
- 0.25 O. S - more by 0.25 mm
- 0.50 O. S — 0.50
- 0.75 O. S — 0.75
- 1.00 O. S — 1.00
6. When reboring cylinders to a larger size, ensure a certain clearance between the oversized piston and the cylinder and ensure that all pistons used are the same size. The standard measurement of the piston outside diameter is 2 mm from the edge of the piston skirt on the pressure-bearing surfaces.
- The gap between the piston and the cylinder wall is 0.01-0.03 mm
7. Check for damage and cracks.
8. Check the flatness of the top surface. If there is excessive deviation, grind the block or replace it.
Nominal values:
- Maximum non-flatness of the upper surface of the block is 0.05 mm
- Overall height - 284 mm
Limit values:
- Non-flatness of the upper surface - block 0.1 mm
- Total height - 0.2 mm
Note: The top surface of the cylinder block should be ground down by -0.2 mm, as well as the bottom surface of the cylinder head.
Cylinder boring
1. The oversize pistons used should be determined based on the largest cylinder size.
| Identification tag | Size |
| 0.25 mm O.S | more by 0.25 mm |
| 0.50 mm O.S | 0,50 |
| 0.75 mm O.S | 0,75 |
| 1.00 mm O.S | 1.00 |
O. S - large size
Note: The size mark is applied to the piston head.
2. Measure the outside diameter of the piston to be used.
3. Based on the results of measuring the piston outer diameter, calculate the cylinder diameter after processing. The cylinder diameter after boring is the piston outer diameter + (0,02—0,04) mm (gap between the piston and the cylinder mirror) - 0.02 mm (permissible honing limit).
4. Bore each cylinder to the calculated size.
Note: To prevent cylinder block deformation due to increased temperature during honing, bore the cylinders in the following order (cylinder number): 2-4-1-3.
5. After honing the cylinders, bring them to the required size (outer diameter of the piston + clearance between the piston and the cylinder bore).
6. Check the clearance between the piston and the cylinder bore.
Note: When reboring cylinders, make sure all four cylinders are the same size. Do not rebor only one cylinder to a larger diameter.
Installation
1. Install the following parts using the instructions given in the relevant sections:
- 1) Crankshaft.
- 2) Flywheel.
- 3) Pistons.
- 4) Cylinder head.
- 5) Toothed belt gears.
- 6) Front cover.