
Wyjmowanie
Zdemontuj głowicę cylindrów, koła napędu paska, przednią pokrywę, koło zamachowe, tłoki i wał korbowy (patrz odpowiednie sekcje).
Badanie
Blok cylindrów
1. Sprawdź wzrokowo blok cylindrów pod kątem zarysowań i rdzy. Sprawdź także, czy nie ma pęknięć i innych wad. Napraw lub wymień wadliwą jednostkę.
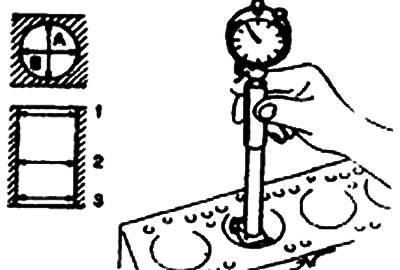
2. Za pomocą średnicyomierza zmierz średnicę cylindrów na trzech poziomach w kierunkach A i B.
- Poziom 1: Lokalizacja pierścienia tłokowego nr 1, gdy tłok znajduje się w górnym martwym punkcie.
- Poziom 2: w środku cylindra.
- Poziom 3: na dnie cylindra
3. Jeżeli cylindry mają nadmierną okrągłość lub zbieżność, a ścianki cylindrów są poważnie zużyte lub porysowane, blok cylindrów należy wywiercić i wyszlifować oraz zamontować tłoki i pierścienie tłokowe o dużych rozmiarach.
Wartości znamionowe:
- Cylinder - 85,00-85,03 mm
- Nieokrągłość i zbieżność cylindra - maksymalnie 0,01 mm
4. Jeżeli górna część cylindra jest zużyta ze stopniami, odetnij je rozwiertakiem.
5. Tłoki ponadgabarytowe są dostępne w czterech rozmiarach.
Rozmiar tłoka i oznaczenie:
- 0,25 OS - 0,25 mm więcej
- 0,50 OS - 0,50
- 0,75 OS - 0,75
- 1,00 OS - 1,00
6. Podczas wytaczania cylindrów w celu uzyskania nadwymiaru należy zapewnić pewien luz pomiędzy tłokiem nadwymiarowym a cylindrem i upewnić się, że wszystkie użyte tłoki mają ten sam rozmiar. Standardowy pomiar zewnętrznej średnicy tłoka wykonywany jest w odległości 2 mm od krawędzi płaszcza tłoka na powierzchniach dociskowych.
- Szczelina między tłokiem a ścianką cylindra wynosi 0,01-0,03 mm
7. Sprawdź pod kątem uszkodzeń i pęknięć.
8. Sprawdź płaskość górnej powierzchni. Jeżeli występuje nadmierne ugięcie, należy odnowić blok lub go wymienić.
Wartości znamionowe:
- Niepłaskość górnej powierzchni bloku maksymalnie - 0,05 mm
- Wysokość całkowita - 284 mm
Wartości graniczne:
- Nierówność powierzchni górnej - blok 0,1 mm
- Wysokość całkowita - 0,2 mm
Notatka. Górną powierzchnię bloku cylindrów należy zeszlifować do -0,2 mm, podobnie jak dolną powierzchnię głowicy cylindrów.
Wytaczanie cylindrów
1. Zastosowane tłoki nadwymiarowe należy określić na podstawie największego rozmiaru cylindra.
| Znacznik identyfikacyjny | Rozmiar |
| OS 0,25 mm | 0,25 mm więcej |
| OS 0,50 mm | 0,50 |
| OS 0,75 mm | 0,75 |
| OS 1,00 mm | 1.00 |
O. S - zwiększony rozmiar
Notatka. Znak rozmiaru znajduje się na główce tłoka.
2. Zmierz zewnętrzną średnicę tłoka, który ma zostać zastosowany.
3. Na podstawie wyników pomiaru średnicy zewnętrznej tłoka obliczyć średnicę cylindra po obróbce. Średnica cylindra po wytaczaniu - średnica zewnętrzna tłoka + (0,02—0,04) mm (szczelina między tłokiem a lustrem cylindra) - 0,02 mm (dopuszczalna granica honowania).
4. Rozwierć każdy cylinder do zaprojektowanego rozmiaru.
Notatka. Aby zapobiec odkształceniu bloku cylindrów na skutek podwyższonej temperatury podczas honowania, cylindry należy wiercić w następującej kolejności (numer cylindrów): 2-4-1-3.
5. Po honowaniu cylindrów doprowadzić je do wymaganego rozmiaru (zewnętrzna średnica tłoka + luz pomiędzy tłokiem a średnicą cylindra).
6. Sprawdź wielkość szczeliny pomiędzy tłokiem a lustrem cylindra.
Notatka. Podczas wytaczania cylindrów należy doprowadzić wszystkie cztery cylindry do tego samego rozmiaru. Nie wiercić tylko jednego cylindra na większą średnicę.
Instalacja
1. Zamontuj następujące części, postępując zgodnie z instrukcjami zawartymi w odpowiednich rozdziałach:
- 1) Wał korbowy.
- 2) Koło zamachowe.
- 3) Tłoki.
- 4) Głowica cylindra.
- 5) Przekładnie z paskiem zębatym.
- 6) Przednia okładka.