
Уклањање
Уклоните главу цилиндра, точкове са ременским погоном, предњи поклопац, замајац, клипове и радилицу (погледајте одговарајуће одељке).
Испитивање
Блок цилиндра
1. Визуелно проверите да ли блок цилиндра има огреботина и рђе. Такође проверите да ли има пукотина и других недостатака. Исправите или замените неисправну јединицу.
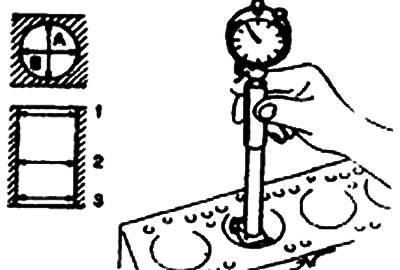
2. Користећи мерач проврта, измерите пречник цилиндара на три нивоа у смеру А и Б.
- Ниво 1: Локација клипног прстена бр. 1 када је клип у горњој мртвој тачки.
- Ниво 2: у центру цилиндра.
- Ниво 3: на дну цилиндра
3. Ако цилиндри имају превелику заобљеност или суженост, а зидови цилиндра су јако истрошени или изрезани, блок цилиндра треба избушити и избрусити и уградити велике клипове и клипне прстенове.
Номинална вредност:
- Цилиндар - 85,00-85,03 мм
- Незаобљеност и конус цилиндра - максимално 0,01 мм
4. Ако је врх цилиндра истрошен са степеницама, одрежите их развртачем.
5. Превелики клипови су доступни у четири величине.
Величина клипа и ознака:
- 0,25 О. С - 0,25 мм више
- 0,50 О. С - 0,50
- 0,75 О. С - 0,75
- 1.00 О. С - 1.00
6. Када бушите цилиндре до превелике величине, обезбедите одређени зазор између клипа превелике величине и цилиндра и уверите се да су сви коришћени клипови исте величине. Стандардно мерење спољашњег пречника клипа се узима на удаљености од 2 мм од ивице сукње клипа на површинама притиска.
Текст је обезбеђен од стране веб ресурса www.HyundaiBook.ru
- Размак између клипа и зида цилиндра је 0,01-0,03 мм
7. Проверите оштећења и пукотине.
8. Проверите равност горње површине. Ако постоји превелика деформација, обновите блок или га замените.
Номинална вредност:
- Неравност горње површине блока максимално - 0,05 мм
- Укупна висина - 284 мм
Граничне вредности:
- Неравност горње површине - блок 0,1 мм
- Укупна висина - 0,2 мм
Напомена. Горњу површину блока цилиндра треба брушити на -0,2 мм, као и доњу површину главе цилиндра.
Бушење цилиндра
1. Превелике клипове који се користе треба одредити на основу највеће величине цилиндра.
| Идентификовати ознака | Величина |
| 0,25 мм О.С | 0,25 мм више |
| 0,50 мм О.С | 0,50 |
| 0,75 мм О.С | 0,75 |
| 1,00 мм О.С | 1.00 |
О. С - повећана величина
Напомена. Ознака величине се наноси на главу клипа.
2. Измерите спољашњи пречник клипа који ће се користити.
3. На основу резултата мерења спољашњег пречника клипа израчунати пречник цилиндра након обраде. Пречник цилиндра након бушења је спољни пречник клипа + (0,02-0,04) мм (размак између клипа и огледала цилиндра) - 0,02 мм (дозвољена граница хонања).
4. Пробушите сваки цилиндар до пројектоване величине.
Напомена. Да бисте спречили деформацију блока цилиндра услед повишене температуре током хоновања, пробушите цилиндре следећим редоследом (број цилиндра): 2-4-1-3.
5. Након брушења цилиндара, доведите их на потребну величину (спољни пречник клипа + зазор између клипа и отвора цилиндра).
6. Проверите величину зазора између клипа и огледала цилиндра.
Напомена. Када бушите цилиндре, доведите сва четири цилиндра на исту величину. Немојте бушити само један цилиндар на већи пречник.
Инсталација
1. Инсталирајте следеће делове користећи упутства у одговарајућим одељцима:
- 1) Радилица.
- 2) Замајац.
- 3) Клипови.
- 4) Глава цилиндра.
- 5) Зупчаници зупчастог ремена.
- 6) Предњи поклопац.