
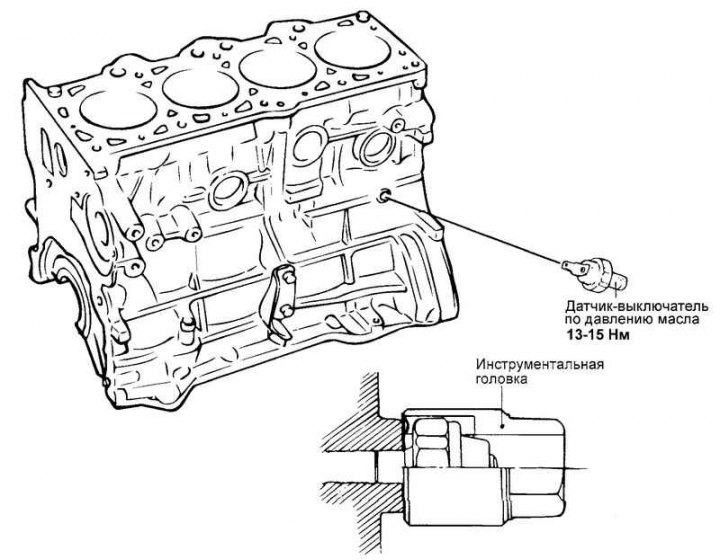
Fig. 2.20. Oil pressure switch
Remove the oil pressure switch sensor (Fig. 2.20).
Check the cylinder block for chips, corrosion, scale deposits and rust. Also check for cracks and other damage. Replace the cylinder block if significant defects are found.
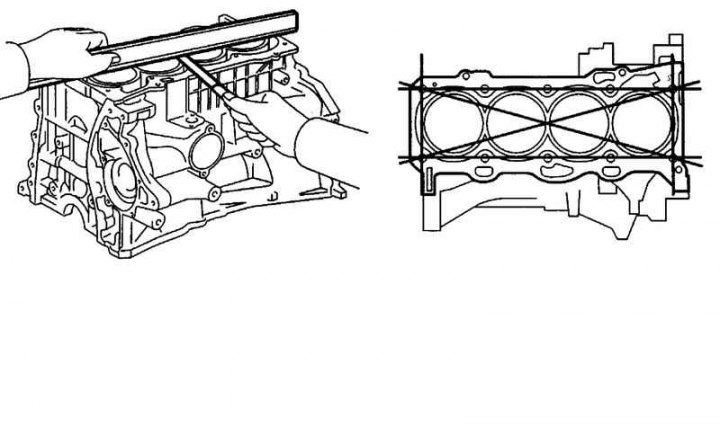
Fig. 2.21. Checking the cylinder block for warpage
Using a straightedge and a flat feeler gauge, check the warping of the cylinder block mating surface under the gasket. Before checking, make sure that the cylinder block surface is cleaned of any old gasket residue and foreign particles (Fig. 2.21).
Nominal value: 0.03mm or less.
The maximum allowable value is 0.15 mm or less.
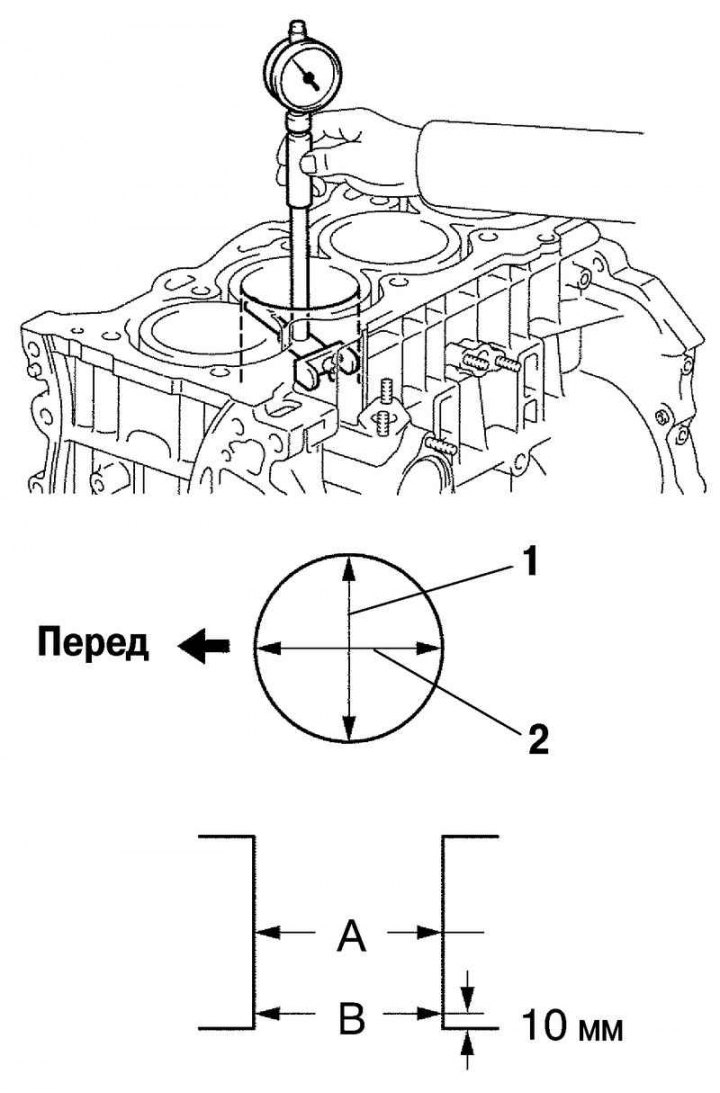
Fig. 2.22. Measuring the cylinder diameter
Measure the diameter of the cylinders using a bore gauge in three zones along the height in directions "A" and "B" (Fig. 2.22).
If the cylinder out-of-roundness (ovality) or taper is greater than the maximum permissible value, or there are scratches or signs of seizure (scuffing) on the cylinder mirror, the block cylinders should be bored to the appropriate repair size and honed. After repairing the cylinder block, install pistons and piston rings of the appropriate repair size.
Nominal cylinder diameter: 76.50–76.53 mm.
Maximum permissible cylinder taper: 0.01 mm or less.
If there is a build-up (ridge wear) around the perimeter of the cylinder in its upper part, remove it using a special tool.
Pistons are produced in four repair (enlarged) sizes.
Piston repair size and mark:
- 0.25 mm - 0.25;
- 0.50 mm - 0.50;
- 0.75 mm - 0.75;
- 1.00 mm - 1.00.
When repairing (boring and honing) cylinders to a repair size, calculate the bore diameter of the cylinder so that the repair results in a nominal clearance between the piston and the cylinder. Check that all pistons being installed are of the same repair size.
Standard piston diameter measurements are taken at 47 mm from the piston crown.
Piston to cylinder clearance (established limit for new parts): 0.025–0.045 mm.