
2. Clean the cylinder block with a soft brush and solvent.
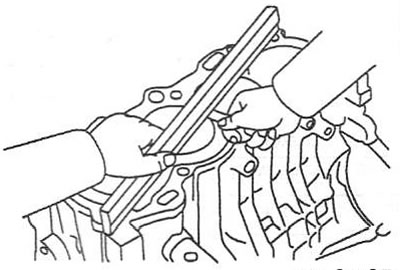
3. Using a metal ruler and a set of flat probes, measure the deviation from the plane of the surface of the cylinder block. Rated value: less than 0.05 mm.
4. Check up absence of vertical scratches of a mirror of the cylinder. If there are deep scratches, replace the cylinder block.
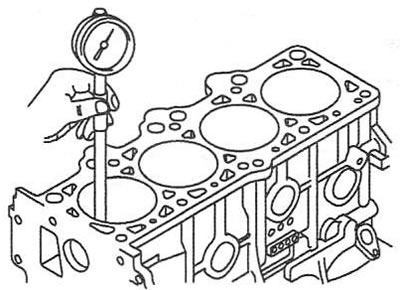
5. Using a bore gauge, measure the cylinder diameter at three levels in the longitudinal and transverse directions.
Rated value:
- 76.50-76.53mm (1.6 l);
- 75.50-75.53mm (1.4 l).
6. Check that the cylinder size marking matches the measured value.
Cylinder diameter size group marking
| Size group marking | Cylinder diameter, mm | Insert thickness, mm |
| 1.4l | 1.6l | |
| A | 75,50-75,51 | 76,50-76,51 |
| IN | 75,51-75,52 | 76,51-76,52 |
| WITH | 75,52-75,53 | 76,52-76,53 |
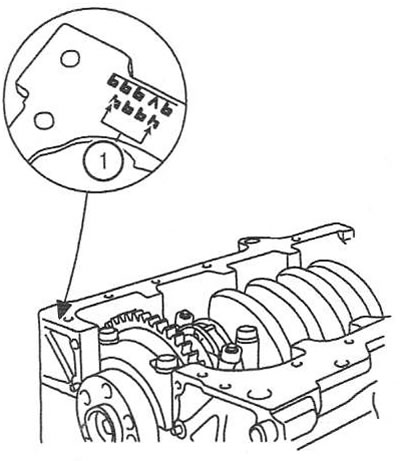
1. Letter marking of size groups of cylinder diameters
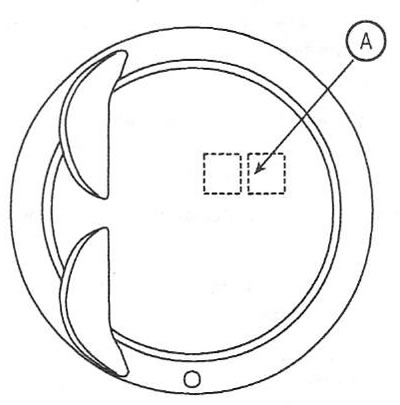
7. Check piston diameter marking (A) on the bottom of the piston.
Piston diameter marking
| Size group marking | Piston outer diameter, mm | Insert thickness, mm |
| 1.4l | 1.6l | |
| A | 75,47-75,48 | 76,47-76,48 |
| IN | 75,48-75,49 | 76,48-76,49 |
| WITH | 75,49-75,50 | 76,49-76,50 |
8. Select the pistons so that the clearance between the piston and the cylinder corresponds to the nominal value. Nominal value: 0.02-0.04 mm.
Cylinder block boring
9. Check up the block of cylinders on absence of cracks, traces of corrosion and other defects. Otherwise, replace the cylinder block.
10. In the presence of ovality, unacceptable taper or wear, the cylinders must be bored and then mirror honed. Block boring must be performed according to the diameter of the repair pistons and for all cylinders.
Note: pistons are supplied in two repair sizes: 0.25 mm and 0.5 mm.
11. Before boring the block, provide the required clearance between the piston and the cylinder and make sure that all pistons are of the same repair size. Nominal gap value: 0.02-0.04 mm.