
Садржај: Демонтажа ⇓ Провера блока цилиндра ⇓ Бушење цилиндра ⇓ Формула за израчунавање вредности…⇓ Скупштина ⇓
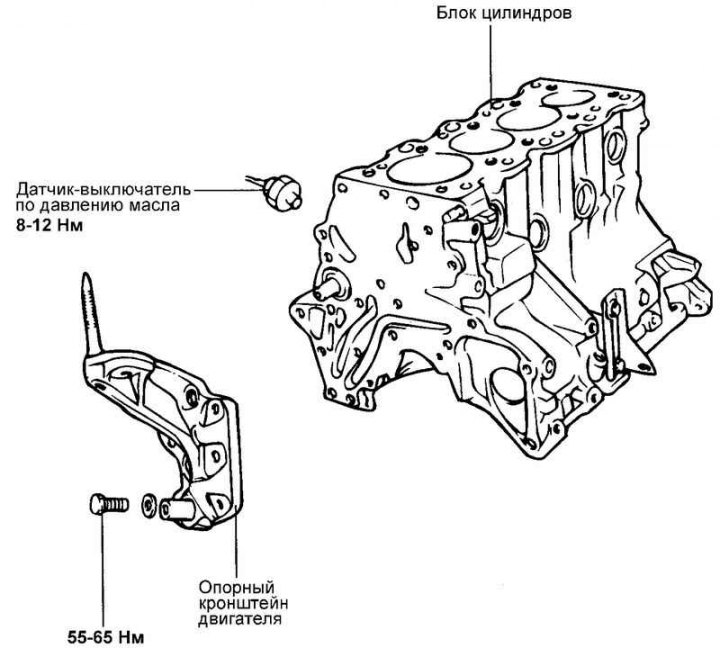
Цртање. 2.109. Компоненте блока мотора
Демонтажа
Уклоните главу цилиндра, зупчасти каиш, предњи поклопац, замајац, клипове и радилицу.
Провера блока цилиндра
Проверите да ли блок цилиндра има струготине, корозије, наслага каменца и рђе. Такође проверите да ли постоје пукотине или друга оштећења. Замените блок цилиндра ако се открију значајни недостаци.
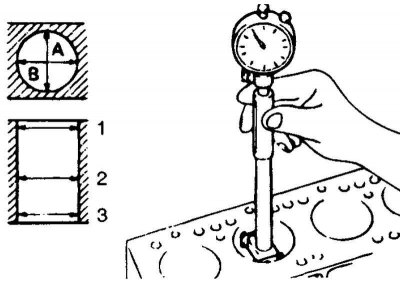
Цртање. 2.110. Мерење пречника цилиндра
Измерите пречник цилиндара помоћу индикатора проврта у три висинске зоне у правцима "А" и "Б" (слика 2.110).
Ниво 1: ТДЦ клипа.
Ниво 2: средњи удар.
Ниво 3: Клип БДЦ.
Ако је заобљеност (овалност) или конус цилиндра већи од максимално дозвољене вредности, или постоје огреботине или трагови заглављивања (бодовања) на огледалу цилиндра, онда цилиндре блока треба избушити до одговарајуће величине поправке и брушене. Након поправке блока цилиндра, уградите клипове и клипне прстенове одговарајуће величине за поправку.
Називни пречник цилиндра: 86,5–86,53 мм (2.4L), 85,0–85,03 мм (2.0L).
Максимални дозвољени конус цилиндра: не више од 0,01 мм.
Ако постоји прстенасти жлеб за хабање у области где се први компресијски прстен зауставља у ТДЦ, уклоните прирубницу жлеба помоћу развртача или стругача.
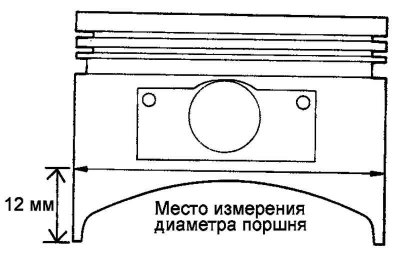
Цртање. 2.111. Дијаграм мерења пречника клипа
Када поправљате (бушите и хонујете) цилиндре до величине поправке, израчунајте пречник отвора цилиндра тако да поправка резултира номиналним зазором између клипа и цилиндра. Сви уграђени клипови морају бити исте величине за поправку. Мерење пречника клипа се врши на растојању од 2 мм од ивице сукње у равни управној на осу клипног клипа (сл. 2.111).
Размак између клипа и цилиндра: 0,02–0,04 мм.
Уверите се да нема оштећења или пукотина.
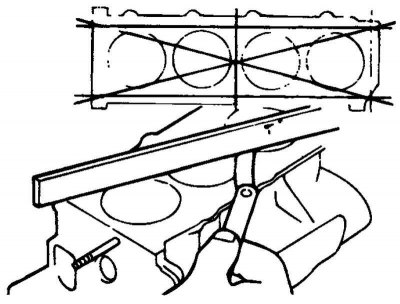
Цртање. 2.112. Провера површине блока на савијање
Користећи равну ивицу и пипач, проверите искривљеност спојне равни блока испод главе. Пре провере, уклоните остатке старе заптивке и стране честице из равни парења (слика 2.112).
Номинална вредност: 0,05 мм или мање.
Максимална дозвољена вредност: не више од 0,1 мм.
Напомена. Приликом обнављања површине механичком обрадом, количина уклањања метала не би требало да прелази 0,2 мм.
Бушење цилиндра
Приликом поправке узима се у обзир максимални пречник цилиндра.

Напомена. Број величине за поправку клипа је утиснут на дну клипа.
Измерите пречник клипа уграђеног у овај цилиндар.
На основу измереног спољашњег пречника клипа израчунајте пречник отвора цилиндра.
Формула за израчунавање вредности бушења цилиндара
Пречник отвора цилиндра = спољни пречник клипа + зазор између клипа и цилиндра (0,02–0,04 мм) – додатак за хоновање (0,02 мм)
Избушите све цилиндре до пројектованог пречника.
Напомена. Приликом бушења, да бисте спречили појаву топлотних деформација зидова цилиндара, извршите бушење по редоследу рада цилиндара.
Извршите брушење зидова цилиндра док се не постигне прописани зазор клип-цилиндар.
Након брушења, поново проверите величину зазора.
Напомена. Уградите клипове исте величине за поправку у мотор.
Скупштина
Уградите следеће делове у блок:
- радилица;
- замајац;
- клипови;
- глава цилиндра;
- зупчасти ремен;
- предњи поклопац.