
Садржај: Демонтажа ⇓ Провера главе цилиндра ⇓ Провера вентила ⇓ Провера опруга вентила ⇓ Провера вођица вентила ⇓ Рестаурација седишта вентила ⇓ Замена седишта вентила ⇓ Замена вођице вентила ⇓ Скупштина ⇓
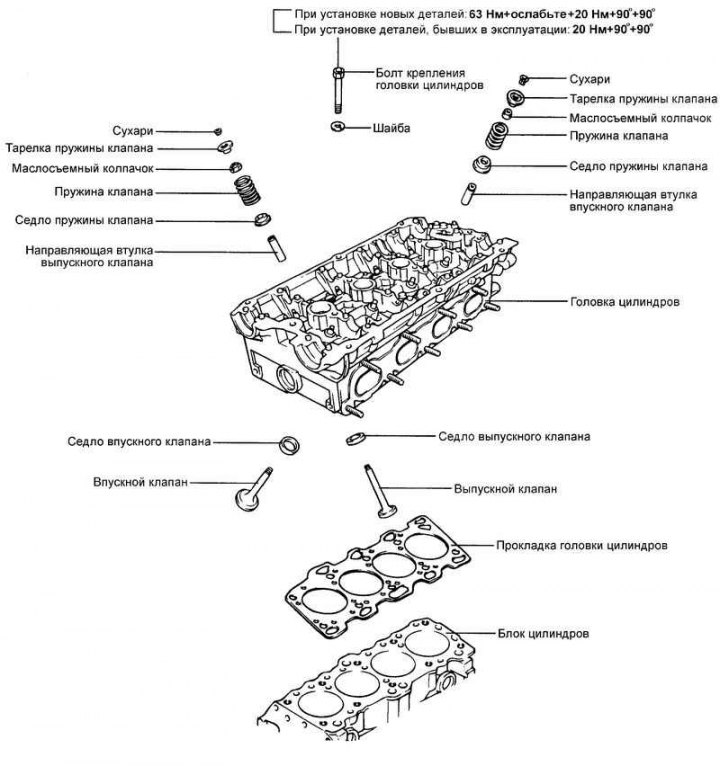
Цртање. 2.122. Глава цилиндра и вентили
Демонтажа
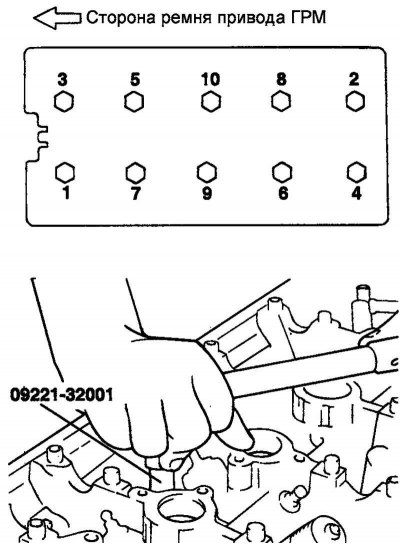
Цртање. 2.123. Поступак уклањања вијака главе цилиндра
Помоћу специјалног алата (кључ 09221-32001) одврните завртње главе цилиндра редоследом приказаним на слици 2.123.
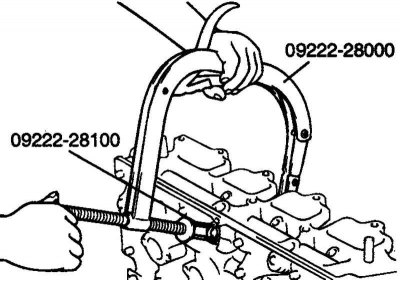
Цртање. 2.124. Извлачење презла
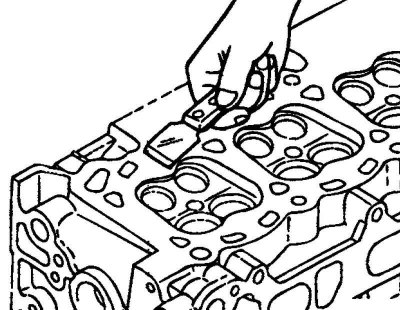
Помоћу специјалног алата (компресор опруге вентила 09222-28000 и адаптера 09222-28100), стисните опругу и уклоните крекере. Уклоните плочу опруге вентила, опругу вентила, седиште опруге вентила и вентил (слика 2.124).
Напомена. Чувајте делове за сваки вентил засебно као комплет како бисте избегли њихово мешање током инсталације.
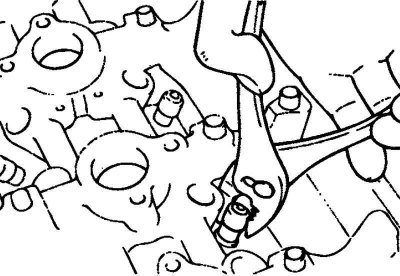
Цртање. 2.125. Уклањање заптивки стабла вентила
Помоћу специјалног алата (средство за уклањање уљних заптивки 09222-29000) уклоните уљне заптивке (слика 2.125).
Напомена. Поновна уградња заптивки осовине вентила није дозвољена.
Провера главе цилиндра
Проверите да ли глава цилиндра има пукотина, оштећења и знакова цурења расхладне течности. Ако се пронађу пукотине, замените главу цилиндра.
Цртање. 2.126. Чишћење површине главе цилиндра
Потпуно очистите главу цилиндра од каменца, наслага угљеника и остатака старог заптивача и заптивки. Очистите пролазе за уље и издувајте их компримованим ваздухом (слика 2.126).
Цртање. 2.127. Шема за проверу равности спојне површине главе цилиндра
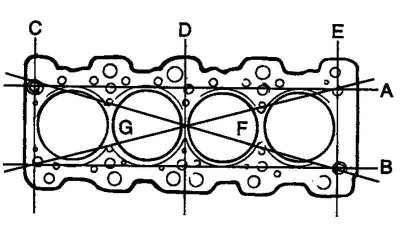
Проверите равност спојне површине главе цилиндра у смеровима приказаним на слици. Ако равност премашује максималну дозвољену вредност у било ком правцу, онда или замените главу цилиндра или избрусите спојну површину главе цилиндра (слика 2.127).
У наставку су дате вредности неравнине површине споја главе цилиндра.
Називна вредност: мање од 0,03 мм.
Максимална дозвољена вредност: 0,2 мм.
Провера вентила
Цртање. 2.128. Чишћење вентила
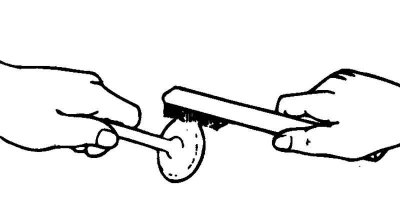
Користећи жичану четку, темељно очистите вентил (слика 2.128).
Цртање. 2.129. Дијаграм испитивања вентила
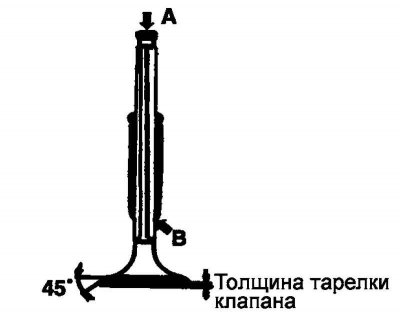
Прегледајте сваки вентил да ли има истрошености, оштећења или деформације отвора и подручја "Б" на вретену вентила. Замените вентил ако је потребно. Ако је "А" крај вретена вентила удубљен или постоји значајно хабање, по потреби поново обложите крај вретена вентила. Дебљина слоја који се уклања приликом обраде краја стабла вентила треба да буде минимална. Поред тога, обрадите радну косину седишта вентила (слика 2.129).
Замените вентил ако је дебљина његове плоче мања од максимално дозвољене вредности.
Оцена дебљине диска вентила:
- усисни вентил - 1,0 мм;
- издувни вентил - 1,5 мм.
Максимална дозвољена вредност:
- усисни вентил - 0,7 мм;
- издувни вентил - 1,0 мм.
Провера опруга вентила
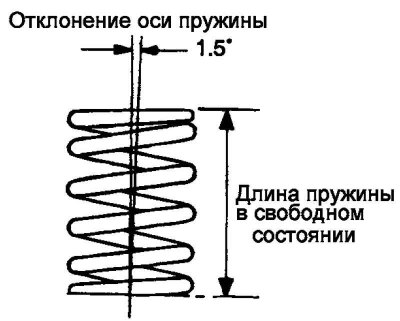
Цртање. 2.130. Дијаграм испитивања опруге вентила
[Ова публикација је заснована на информацијама са портала HYUNDAIBOOK]
Проверите слободну дужину опруге вентила. Ако је дужина опруге мања од максимално дозвољене вредности, замените опругу вентила (слика 2.130).
Помоћу квадрата проверите одступање осе опруге од управне на носећу површину (неуправност). Ако је одступање веће од максимално дозвољене вредности, замените опругу вентила.
Оцене мерења опруге вентила су приказане испод.
Дужина слободне опруге: 45,82 мм.
Дужина опруге под оптерећењем од 25,3 кг: 40,00 мм.
Девијација осе опруге (неперпендикуларност): 1,5° или мање.
Границе мерења опруге вентила су наведене у наставку.
Дужина слободне опруге: 44,82 мм.
Девијација осе опруге (неперпендикуларност): 4°.
Провера вођица вентила

Цртање. 2.131. Дијаграм провере вођице вентила
Проверите зазор између вођице и вретена вентила (на неколико тачака дуж његове дужине). Ако је зазор већи од максимално дозвољене вредности, замените вођицу вентила (слика 2.131).
Вредности зазора између вођице и вретена вентила су дате у наставку.
Номинална вредност:
- улазни вентил - 0,020–0,047 мм;
- издувни вентил - 0,050–0,085 мм.
Максимална дозвољена вредност:
- улазни вентил - 0,10 мм;
- издувни вентил - 0,15 мм.
Рестаурација седишта вентила
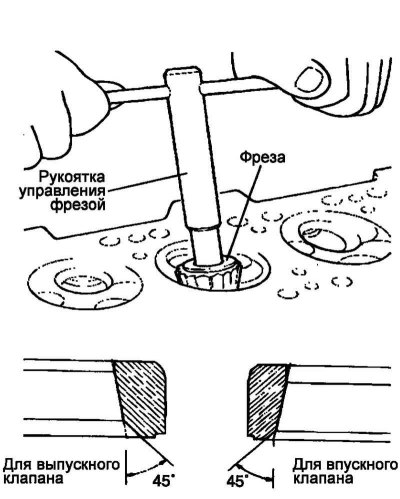
Цртање. 2.132. Рестаурација седишта вентила
Проверите седиште вентила да ли има знакова прегревања и неравномерног контакта са заптивком диска вентила. Поново изградите или замените седиште вентила ако је потребно. Пре него што поново направите седиште вентила, проверите да ли је водич вентила истрошен. Ако је водећа чаура истрошена, прво је замените, а затим поново направите седиште вентила. Седиште вентила се обнавља посебним алатом (млинови или алатне машине). Ширина косине за закључавање седишта вентила мора одговарати номиналним вредностима, а контактна површина мора бити равномерно лоцирана у центру радне ивице диска вентила. Након враћања седишта, вентил и седиште морају бити брушени помоћу пасте за лепљење (слика 2.132).
Замена седишта вентила
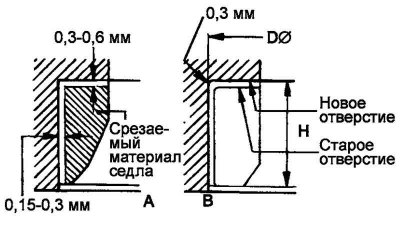
Цртање. 2.133. Преостала количина метала приликом обраде заменског седишта вентила
Исеците заменяемое седло вентила, преостала количина метала, што је приказано на слици 2.133.
Пробушите рупу у глави цилиндра да бисте уградили седиште вентила одговарајуће величине за поправку (повећани пречник).
Загрејте главу цилиндра на приближно 250°Ц и притисните велико седиште у главу цилиндра.
Причврстите вентил на ново седиште помоћу пасте за лапирање.
Ширина скошења заптивке седишта вентила: 0,9–1,3 мм.
Замена вођице вентила
Цртање. 2.134. Истискање старе вођице вентила
Помоћу специјалног алата (трн за уградњу водеће чауре 09221-22000А), притисните стару чахуру вођице вентила из главе цилиндра у правцу површине за заптивање (слика 2.134).
Пробушите рупу у глави цилиндра да бисте уградили чахуру водилице вентила одговарајуће величине за поправку (повећани пречник).
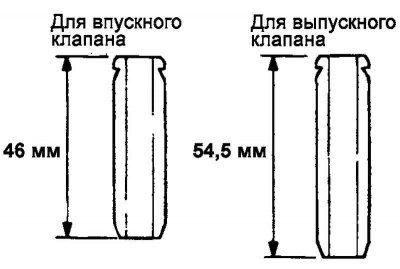
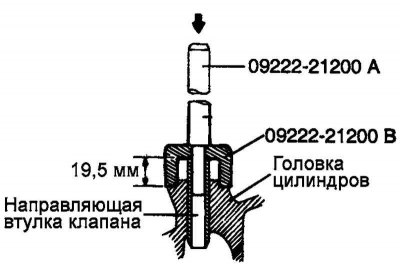
Цртање. 2.135. Разлика у дужини водилица за усисне и издувне вентиле
Помоћу специјалног алата (трн за уградњу водеће чауре 09221–22000Б), утиснути нову чахуру за вођицу вентила са стране лежаја брегастог вратила. Обратите пажњу на разлику у дужини вођица чаура за усисне и издувне вентиле (слика 2.135).
Након уградње вођице вентила, уметните нови вентил и уверите се да је зазор између вођице вентила и стабла вентила унутар наведене вредности.
Након замене вођице вентила, проверите да ли је вентил правилно постављен. Ако је потребно, третирајте седиште вентила.
Скупштина
Уградите седишта опруге вентила.
Напомена. Пре монтаже темељно очистите све делове. Нанесите моторно уље на све делове који трљају и који се окрећу.
Цртање. 2.136. Уградња уљне заптивке
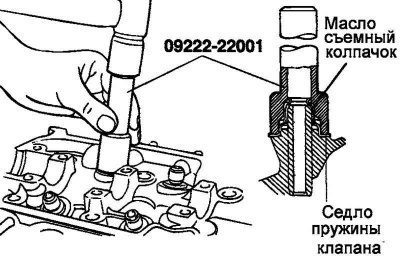
Помоћу специјалног алата (трн за уградњу поклопца стругача за уље 09222-22001), лаганим ударцем, поставите поклопац стругача за уље на место (слика 2.136).
Напомена. Поновна употреба заптивача вентила није дозвољена.
Напомена. Неправилна уградња заптивке вентила може довести до цурења уља кроз вођицу вентила.
Подмажите вретено вентила моторним уљем. Уметните вентил у вођицу вентила. Немојте силом гурати вретено вентила кроз заптивку стабла вентила. Након уградње вентила, проверите да ли се глатко креће.
Цртање. 2.137. Шема уградње опруге вентила
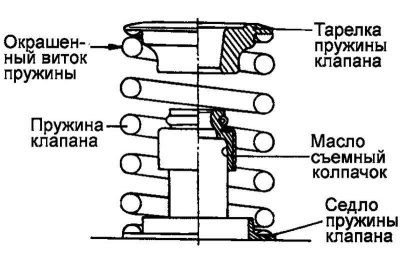
Уградите опругу вентила тако да се обојени намотај опруге налази близу држача опруге (на врху), а затим поставите држач опруге вентила (слика 2.137).
Помоћу специјалног алата (компресор опруге вентила 09222-28000 и адаптера 09222-28100), стисните опругу вентила и уградите котаче. Пре уклањања специјалног алата након постављања вентила, проверите да ли су котачи безбедно постављени.
Напомена. Када сабијате опругу вентила, уверите се да плоча опруге не додирује заптивку стабла вентила.
Очистите спојне површине заптивки на глави цилиндра и блоку цилиндра.
Проверите да ли идентификационе ознаке заптивке главе цилиндра одговарају спецификацијама.
Поставите заптивку главе цилиндра на блок цилиндра тако да идентификациона ознака буде окренута нагоре (према глави цилиндра).
Пре постављања вијака главе цилиндра, измерите њихову дужину.
Максимална дужина вијка: 99,4 мм.
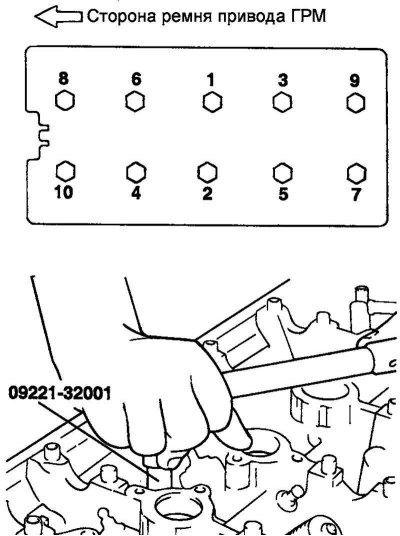
Цртање. 2.138. Поступак затезања вијака главе цилиндра
Затегните завртње главе цилиндра на називни обртни момент редоследом приказаним на слици 2.138.
Момент затезања са заменом делова главе, блока или вијака за монтажу главе): 63 Нм + олабавите све завртње + 20 Нм + 90°+90° Без замене делова: 20 Нм + 90°+90°.