
Withdrawal
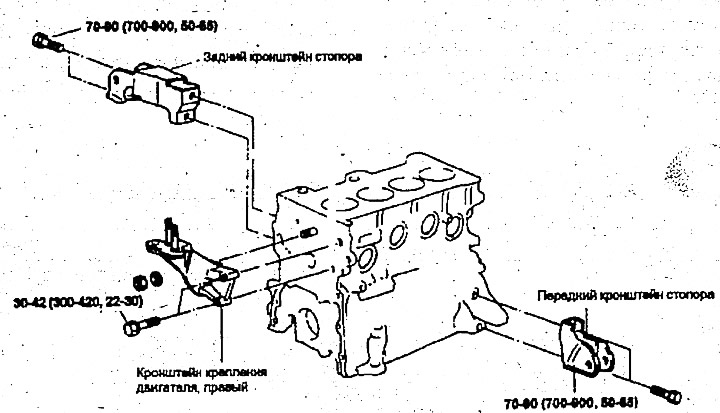
1. Remove the cylinder head, timing belt, front cover, flywheel, piston and crankshaft.
2. Using a special tool (09260-32000), remove the oil pressure sensor.
Examination
Cylinder block
1. Visually check the cylinder block for scratches and rust. Also check for cracks and other defects. Correct or replace the defective unit.
2. Using a ruler, check up the top surface of the block of cylinders on deformation. Make sure the surface is not contaminated with gasket pieces or other foreign material.
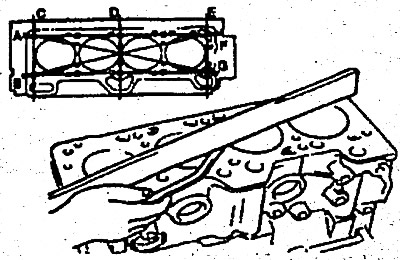
Non-flatness:
- Standard value is 0.05 mm or less
- Limit value - 0.1 mm
3. Using a dial gauge, measure the cylinder diameter at three levels in directions A and B. If the cylinders are excessively out of round or tapered and the cylinder walls are severely worn or torn, the cylinder block should be bored and honed, after which the pistons and piston rings should be installed enlarged size. The measurement points are shown.
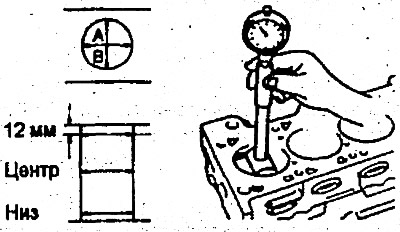
- The inner diameter of the cylinder is 75.5 mm
- Cylinder bore - taper 0.02 mm
4. If the top of the cylinder is worn with steps, cut them off with a reamer.
5. Oversized pistons are available in four sizes.
Piston size and marking, mm:
- 0.25 O.S. — 0.25
- 0.50 O.S. — 0.50
- 0.75 O.S. — 0.75
- 1.00 O.S. — 1.00
OS - Increased size.
6. When boring cylinders to large sizes, take a certain clearance between the oversized piston and the cylinder and make sure that all pistons used are the same size. The standard measurement of the outer diameter of the piston is taken at a distance of 9 mm from the edge of the piston skirt on the pressure-receiving surfaces.
The gap between the piston and the cylinder wall is 0.02-0.04 mm.