
Contents: Device ⇓ Disassembly ⇓ Checking the cylinder head ⇓ Valve Mechanism Parts ⇓ Valve springs ⇓ Valve spring ⇓ Valve guide bushings ⇓ Valve seat restoration ⇓ Replacing the valve seat ⇓ Replacing the valve guide bushing ⇓ Assembly ⇓
Device
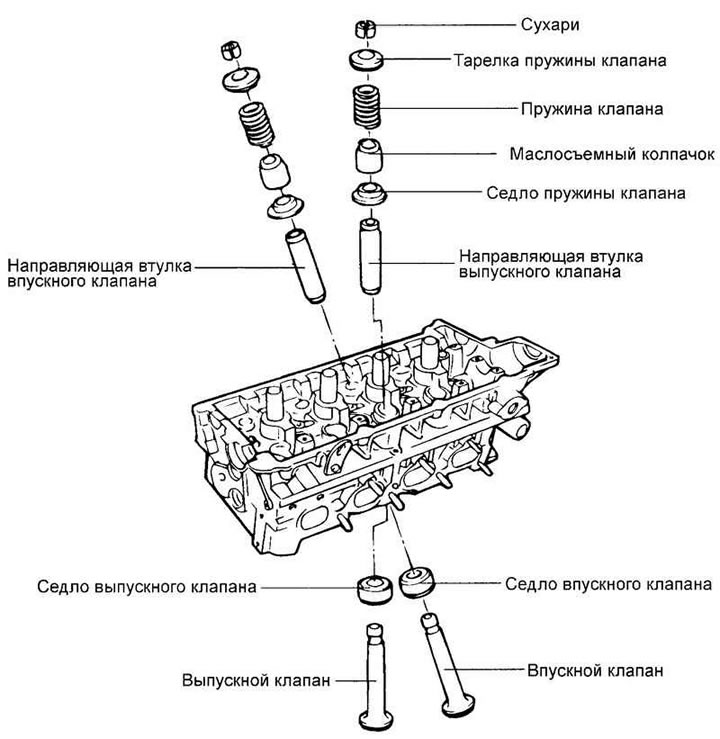
Fig. 2.140. Cylinder head and valve mechanism
The cylinder head is cast from aluminum alloy, has pressed cast iron seats and valve guides. The upper part of the bushings is sealed with rubber-metal oil-deflecting caps.
Guide bushings with increased outer diameter are supplied as spare parts.
The top of the cylinder head contains supports for the camshaft journals. The supports are detachable. The upper half is in the bearing housings, and the lower half is in the cylinder head. The holes in the supports are machined together with the bearing housings, so they are not interchangeable and the cylinder head can only be replaced together with the housings.
The valves are actuated by the camshaft cams via hydraulic tappets. The clearances in the valve drive mechanism with hydraulic tappets are adjusted automatically during engine operation.
Disassembly
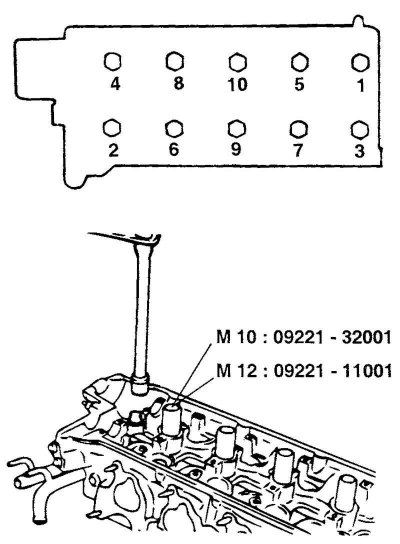
Fig. 2.141. The order of unscrewing the cylinder head mounting bolts
Using a special tool (cylinder head bolt keys 09221-32001, 09221-11000), unscrew the cylinder head bolts in the order shown in the figure (Fig. 2.141).
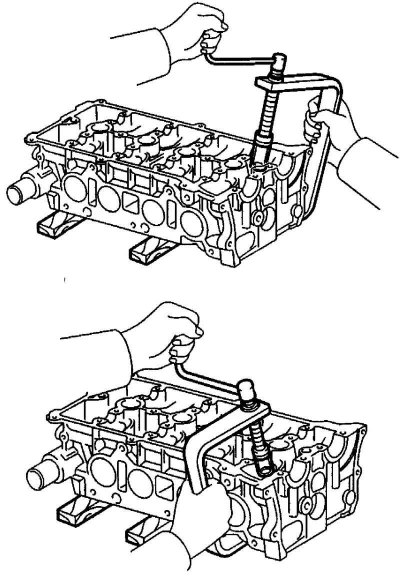
Fig. 2.142. Removing crackers, spring plate, spring and valve using a special device
Using the special tool (valve spring compressor 09222-28000 and adapter 09222-28100), remove the crackers from the valve spring plate. Then remove the valve spring plate, valve spring, valve spring seat and valve (Fig. 2.142).
Note: Keep the parts for each valve separately as a set to avoid mixing them up during installation.
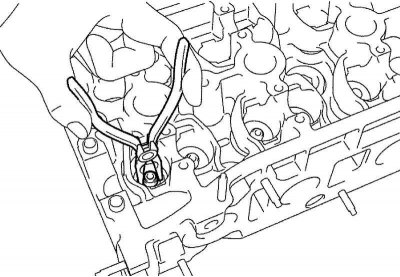
Fig. 2.143. Removing the oil seals
Using a special tool (oil seal remover 09222-29000), remove the oil seals (Fig. 2.143).
Note: Valve stem seals cannot be reused.
Checking the cylinder head
Check the cylinder head for cracks, damage, and signs of coolant leakage. If cracks are found, replace the cylinder head.
Clean the cylinder head completely of scale, carbon deposits and remnants of old sealant and gasket. After cleaning the oil passages, blow them with compressed air to remove any possible blockage.
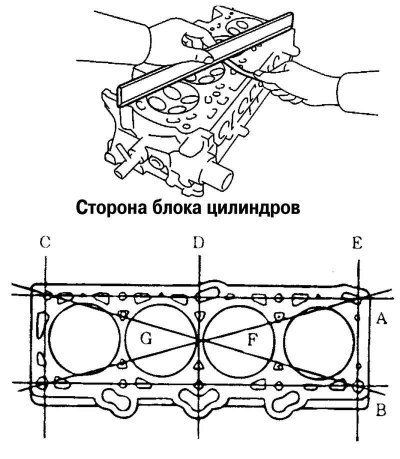
Fig. 2.144. Checking the non-flatness of the cylinder head mating surface
Check the non-flatness of the cylinder head mating surface in the directions shown in Fig. 2.144.
If the flatness exceeds the maximum permissible value in any direction, either replace the cylinder head or lightly grind the mating surface of the cylinder head.
Non-flatness of the cylinder head mating surface:
- nominal value - less than 0.03 mm;
- the maximum permissible value is 0.06 mm.
Valve Mechanism Parts
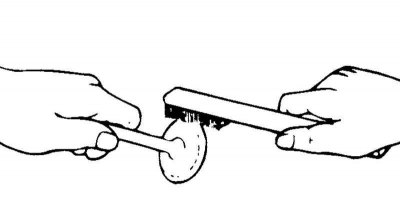
Fig. 2.145. Cleaning the valve
Using a wire brush, thoroughly clean the valve (Fig. 2.145).
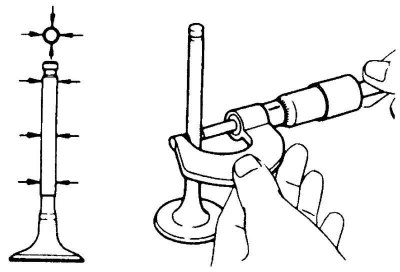
Fig. 2.146. Checking the valve
Check each valve and its stem for wear, damage and plate deformation (Fig. 2.146).
Replace the valve if necessary. If the valve stem end has dents or significant wear, resurface the valve stem end. The thickness of the layer removed during mechanical processing of the valve stem end should be minimal. In addition, resurface the working chamfer of the valve seat.
Replace the valve if the valve plate thickness is less than the maximum allowable value.
Valve plate thickness values are given below.
Nominal value:
- inlet valve - 1.15 mm;
- exhaust valve - 1.35 mm.
Maximum permissible value:
- inlet valve - 0.80 mm;
- outlet valve - 1.00 mm.
Valve springs
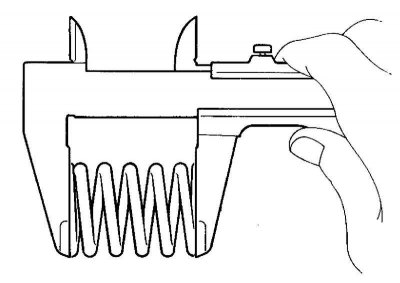
Fig. 2.147. Measuring the length of a valve spring in a free state
Check the free length of each valve spring. If the spring length is less than the maximum permissible value, replace the valve spring (Fig. 2.147).
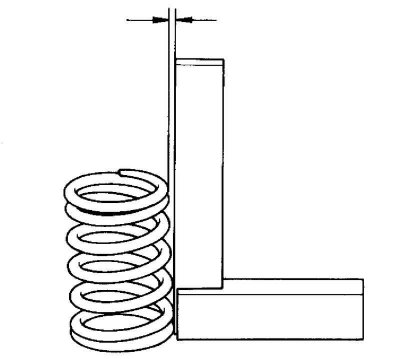
Fig. 2.148. Checking the spring axis deflection
Using a square, check the deviation of the axis of each spring from the perpendicular to the supporting surface (non-perpendicularity) (Fig. 2.148).
If the non-perpendicularity is greater than the maximum permissible value, replace the valve spring.
Valve spring
Nominal value of spring length in free state: 48.86 mm.
- Spring length under 183 N load: 39.00 mm.
- Spring length under 400 N load: 30.50 mm.
- Spring axis deviation (non-perpendicularity): 1.5° or less.
Maximum permissible value:
- Free spring length: 47.86 mm.
- Spring axis deviation (non-perpendicularity): 3°.
Valve guide bushings
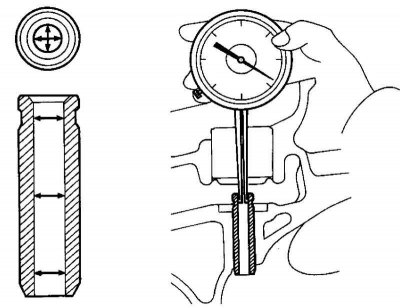
Fig. 2.149. Checking the clearance between the guide bushing and the valve stem
Check the clearance between the valve guide and the valve stem (at several points along the length). If the clearance is greater than the maximum permissible value, replace the valve guide (Fig. 2.149).
The values for the clearance between the guide bushing and the valve stem are given below.
Nominal value:
- inlet valve - 0.02–0.05 mm;
- exhaust valve - 0.035–0.065 mm.
Maximum permissible value:
- inlet valve - 0.10 mm;
- outlet valve - 0.13 mm.
Valve seat restoration
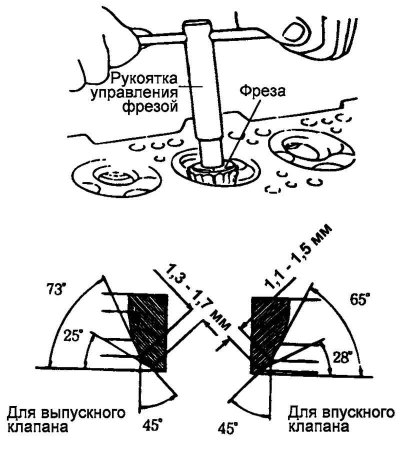
Fig. 2.150. Valve seat restoration diagram
Check the valve seat for signs of overheating and uneven contact with the working chamfer of the valve plate. If necessary, either restore (machined) or replace the valve seat. Before restoring the valve seat, check the valve guide for wear. If the guide is worn, first replace it and then restore the valve seat. The valve seat is restored using a special tool (milling cutters or machine tools). The width of the valve seat contact surface must correspond to the nominal values and the contact patch must be located evenly along the center of the working chamfer of the valve plate. After restoring the seat, the valve and valve seat should be lapped using lapping paste.
Replacing the valve seat
Machine (cut) the inside of the valve seat to be replaced to reduce the thickness of its walls.
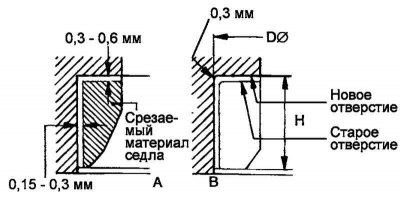
Fig. 2.151. Diagram of boring a hole in the cylinder head
Ream the hole in the cylinder head to install a valve seat of the appropriate repair size (increased diameter) (Fig. 2.151).
Heat the cylinder head to approximately 250°C and press a new oversize seat into the cylinder head bore.
Lapping the valve to the new seat using lapping paste.
The width of the valve seat contact surface for the inlet channel is 1.1–1.5 mm, for the outlet channel – 1.3–1.7 mm.
Replacing the valve guide bushing
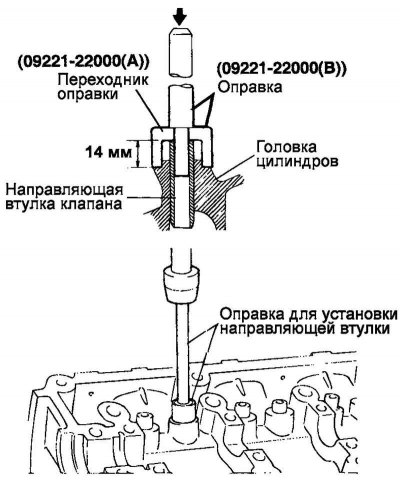
Fig. 2.152. Pressing out the old valve guide bushing
Using a special tool (mandrel for installing the guide bushing 09221-22000A/B), press out the old valve guide bushing from the cylinder head in the direction of the gasket surface (Fig. 2.152).
Ream the cylinder head bore to fit a valve guide bushing of the appropriate oversize (oversized diameter).
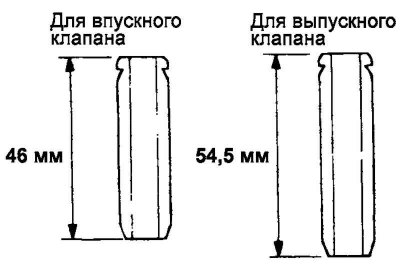
Fig. 2.153. Difference in the length of the guide bushings for the intake and exhaust valves
Using a special tool (mandrel for installing the valve guide bushing 09221-22000A/B), press in a new valve guide bushing from the side of the upper surface of the cylinder head. Note the difference in the length of the guide bushings for the intake and exhaust valves (Fig. 2.153).
Note: Do not install a valve guide unless it is the correct oversize.
After installing the valve guide, insert the new valve and check that the clearance between the guide and the valve stem is within the specified value.
After replacing the valve guide, check that the valve is seated correctly in the valve seat. If necessary, treat the valve seat.
Assembly
Apply engine oil to all moving and rotating parts.
Install the valve spring seats.
Note: Clean all parts thoroughly before assembly.
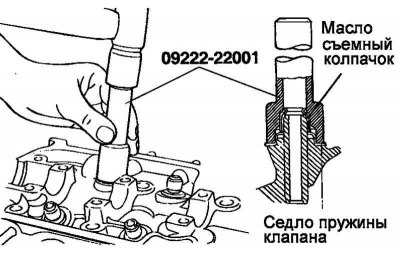
Fig. 2.154. Installing the oil seal
Using a special tool (mandrel for installing the oil seal 09222-22001), lightly install the oil seal into place (Fig. 2.154).
Note: Reusing valve stem seals is not permitted.
Note: Incorrect installation of the valve stem seal may result in oil leaks through the valve guide.
Lubricate the valve stem with engine oil. Insert the valve into the guide bushing.
Do not force the valve stem through the valve stem seal. After installing the valve, check for smooth movement.
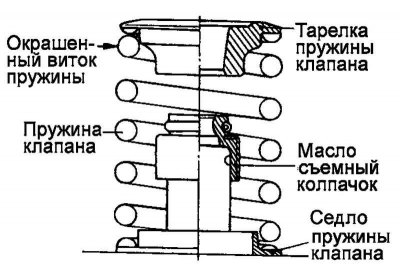
Fig. 2.155. Valve spring installation diagram
Install the valve spring so that the painted spring coil is located near the spring plate (top), and then install the valve spring plate (Fig. 2.155).
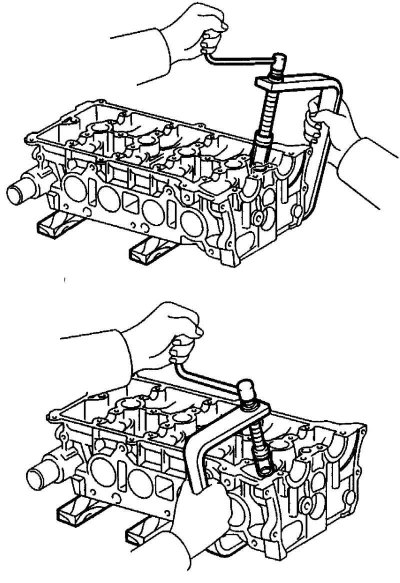
Fig. 2.156. Installing crackers
Using a special tool (valve spring compressor 09222-28000 and adapter 09222-28100), compress the valve spring and install the crackers. Before removing the special tool after installing the valve, check the reliability of the crackers (Fig. 2.156).
Note: When compressing the valve spring, make sure that the spring plate does not touch the valve stem seal.
Clean the mating surfaces under the gasket on the head and cylinder block.
Check that the cylinder head gasket identification marks match the technical data.
Install the cylinder head gasket onto the cylinder block with the identification mark facing up (towards the cylinder head).
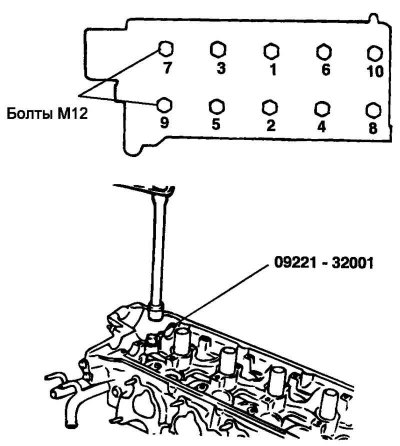
Fig. 2.157. Cylinder head bolt tightening sequence
Tighten the cylinder head mounting bolts to the specified torque in the order shown in Fig. 2.157.
Tightening torque of cylinder head bolts:
- M10–25 Nm + (60–65°)+ (60–65°);
- M12–30 Nm + (60–65°)+ (60–65°).