
Wycofanie
Zdemontować głowicę cylindrów, pasek zębaty, przednią pokrywę, koło zamachowe, tłoki i wał korbowy.
Badanie
Blok cylindrów
1. Usuń wszystkie uszczelki, szczeliwo, brud, olej, smar i inne ciała obce z bloku silnika. Sprawdź wzrokowo blok cylindrów pod kątem rdzy, korozji, pęknięć lub innych wad.
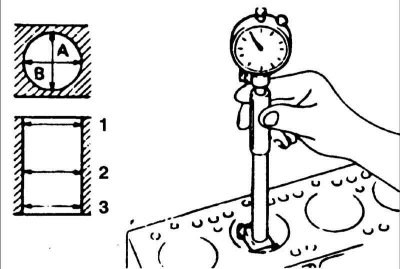
2. Zmierz średnice cylindrów w diametralnie przeciwnych kierunkach (A i B), w trzech płaszczyznach wzdłuż wysokości cylindrów (1, 2 i 3).
3. Jeżeli średnice cylindrów przekraczają dopuszczalne wartości, są owalne lub stożkowe albo powierzchnia cylindrów jest uszkodzona lub wytarta, blok cylindrów należy wywiercić i wyszlifować oraz zamontować nowe nadwymiarowe tłoki i pierścienie tłokowe.
- Nominalna średnica cylindra: 83±0,03 mm
- Stożek cylindra: nie więcej niż 0,01 mm
4. Jeśli na górze cylindra znajduje się stopień, odetnij go za pomocą specjalnego narzędzia.
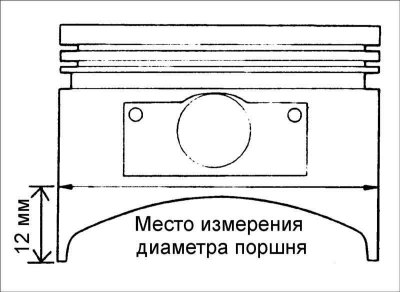
5. Jako części zamienne dostępne są cztery nadwymiarowe rozmiary tłoków: 0,25, 0,5, 0,75 i 1,00 mm. Podczas wytaczania cylindrów do najbliższego nadwymiaru należy zachować odstęp między tłokiem a cylindrem i upewnić się, że tłoki mają taki sam nadwymiar. Standardowy pomiar średnicy zewnętrznej tłoka należy wykonać w odległości 2 mm od płaszcza i prostopadle do powierzchni oporowych. Luz między tłokiem a cylindrem: 0,069–0,091 mm.
6. Sprawdzić blok cylindrów pod kątem uszkodzeń i pęknięć.
7. Oczyścić powierzchnie współpracujące głowicy bloku cylindrów i bloku cylindrów z okładziną. Za pomocą metalowej linijki i szczelinomierza w sześciu kierunkach sprawdź płaskość powierzchni współpracującej bloku cylindrów.
Odchylenie płaskości:
- w szerokości: 0,042 mm;
- wzdłuż: 0,096 mm;
- przekątna: 0,012 mm.
Maksymalne dopuszczalne odchylenie od płaskości: 0,1 mm.
Uwaga! Powierzchnia współpracująca do układania bloku cylindrów po szlifowaniu powinna zmniejszać wysokość bloku cylindrów o nie więcej niż -0,2 mm.
Wytaczanie cylindra
1. Nadwymiarowe tłoki, które mają być użyte, należy określić na podstawie największej średnicy otworu cylindra.
Wzrost rozmiaru | Cechowanie |
0,25 mm | 0,25 |
0,50 mm | 0,5 |
0,75 mm | 0,75 |
1,00 mm | 1 |
Uwaga! Oznaczenie jest wytłoczone na dnie tłoka.
2. Zmierz zewnętrzną średnicę tłoka.
3. Na podstawie zmierzonego rozmiaru określ rozmiar otworu. Rozmiar otworu = średnica tłoka 0,02 mm (wartość honowania).
4. Rozwiercić każdy z cylindrów do szacowanego rozmiaru.
Uwaga! Aby uniknąć wahań rozmiaru spowodowanych temperaturą podczas honowania, cylindry należy przetwarzać w następującej kolejności: nr 2, nr 4, nr 1 i nr 3.
5. Wyszlifować cylindry do wymaganej średnicy projektowej (luz na średnicy zewnętrznej tłoka).
6. Sprawdź luz między tłokiem a cylindrem.
Uwaga! Podczas wytaczania rozwiercić wszystkie cylindry do jednego nadwymiaru. Nie wiercić tylko jednego cylindra do nadwymiarowego rozmiaru.
Montaż
Zainstaluj części w następującej kolejności:
- 1. Wał korbowy
- 2. Koło zamachowe
- 3. Tłok
- 4. głowica cylindrów
- 5. Pasek zębaty
- 6. Przednia okładka