
Removal
Remove the timing belt, cylinder heads, drive plate, gearbox mounting plate, oil pan and oil pump housing.
Examination
Cylinder block
1. Visually check the cylinder block for scoring and rust.
Also check for cracks and other defects. If there are any defects, repair or replace the cylinder block.
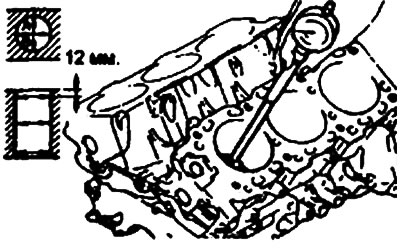
2. Using an indicator, measure the cylinder diameter at three levels in directions A and B.
- Level 1. Location of piston ring No.1 when the piston is at top dead center.
- Level 2. Center of the cylinder.
- Level 3. Lower part of the cylinder.
Cylinder boring
1. The increased size of pistons used should be determined on the basis of the largest diameter cylinder
| Size | Identification tag |
| 0.25 mm OS | 0,25 |
| 0.50 mm OS | 0,50 |
| 0.75 mm OS | 0,75 |
| 1.00 mm OS | 1,00 |
OS - Increased size
Note: The size mark is located on the piston head.
2. Measure the outside diameter of the used.
3. Based on the measurement results of the piston outside diameter, calculate the cylinder diameter after processing.
Cylinder diameter after boring = piston outer diameter + (0,02-0,04) mm (clearance between piston and cylinder) - 0.2 mm (permissible honing limit)
4. Bore each cylinder to the calculated size.
Warning: To prevent cylinder block distortion due to increased temperature during honing, bore the cylinders in the order that corresponds to their operating order.
5. After honing the cylinders, bring them to the required size (outer diameter of the piston + clearance between the piston and the cylinder).
6. Check the clearance between the piston and the cylinder.
- Nominal value - 0.02-0.04 mm
Note: When reboring cylinders, reboring all cylinders to the same size. Do not reboring just one cylinder to a larger size.
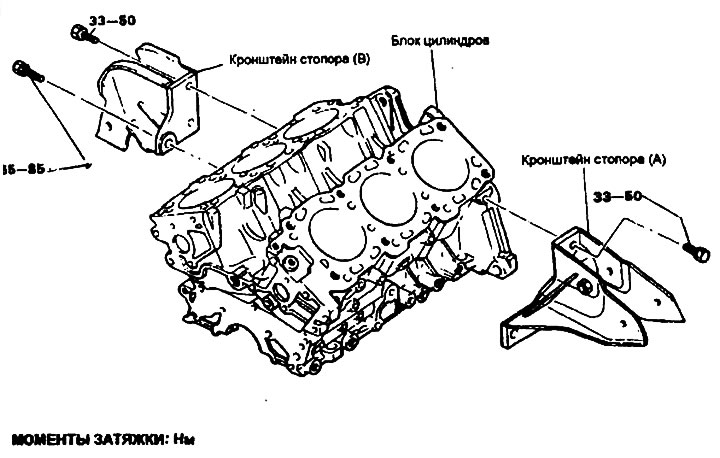
Installation
Install the following parts using the instructions given in the corresponding sections.
- 1) Crankshaft.
- 2) Drive plate.
- 3) Pistons.
- 4) Cylinder heads.
- 5) Toothed belt.
- 6) Oil pump housing.