
Проверите отворе блока цилиндра на оштећења, хабање или огреботине.
Измерите пречник сваке рупе цилиндра одмах испод ваљка у средини и на дну.
Напомена: На доњој страни блока насупрот цилиндара, по правилу, налазе се ознаке које одговарају групи величине цилиндра.
Затим, измерите пречник сваког цилиндра у истим тачкама, али нормално на осу радилице. Упоредите са техничким подацима.

Типична инспекција отвора цилиндра
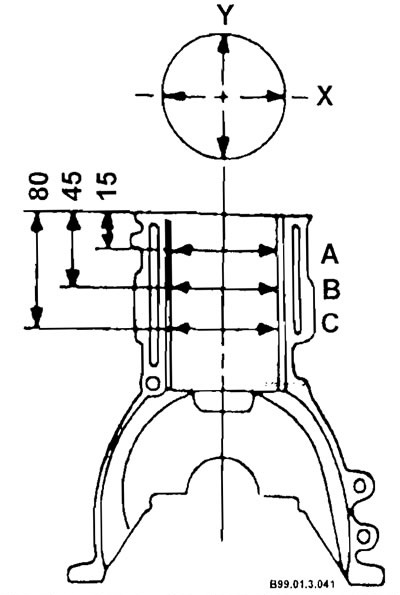
Локације мерења пречника цилиндра
Ако нема прецизних мерних инструмената, зазор између клипа и зида цилиндра може се измерити мерним писком.
Мерни пип мора бити уметнут између зида и једне од површина ослонца клипа (под углом од 90° у односу на отвор клипног прстена).
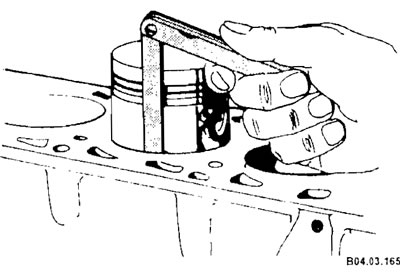
Клип треба да клизи дуж цилиндра (са уметнутим мерним писком) под умереним притиском.
Ако клип тоне или клизи веома лако када је дебљина мерног пипа једнака максималној вредности зазора, зазор је већи од дозвољене вредности и потребан је нови клип. Ако је клип заглављен на дну цилиндра, али се слободно креће на врху, цилиндар је конусан. Ако се, приликом померања мерног пипа по кругу, мерни пип заглави на неким местима, онда је цилиндар ван округлог облика.
Поновите ову операцију за преостале клипове и цилиндре.
Ако су зидови цилиндра јако истрошени или изгребани, или ако конусност или овалност прелазе дозвољене границе, цилиндри блока морају се избушити и хоновати у радионици. Након бушења овалности, потребно је користити клипове и прстенове поправке (веће) величине. Ако су цилиндри у задовољавајућем стању, онда је довољно да их се хоноше.
Хоновање цилиндара
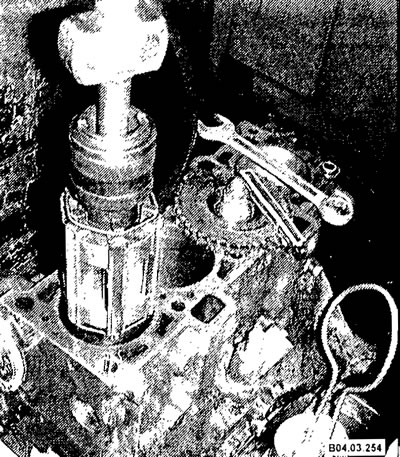
Типично брусило за обраду цилиндара
Хоновање је операција за коначно подешавање цилиндара мотора на превелике клипове. Ова операција се обично изводи након претходног (грубог) бушења цилиндара. Хоновање производи квалитетније радне површине цилиндара мотора.

Цилиндар се сматра коначно обрађеним ако одговарајући клип, под сопственом тежином, спусти се у цилиндар мотора без заглављивања или заглављивања.