
Зміст: Головка блоку циліндрів ⇓ Клапани, штовхачі, напрямні втулки…⇓ Розподільний вал ⇓ Підшипник випускного розподільчого…⇓ Механізм зміни фаз газорозподілу у…⇓
Головка блоку циліндрів
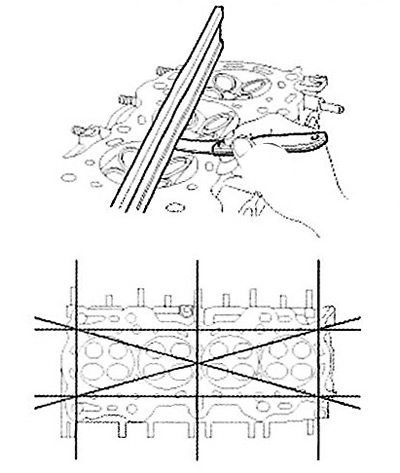
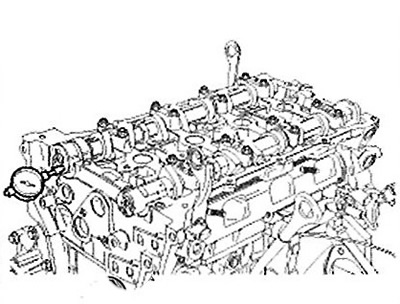
1. Перевірте неплощину поверхні роз'єму головки блоку циліндрів з блоком. Для цього необхідно використовувати спеціальну лінійку та набір щупів. Розміщуючи лінійку в площинах, вказаних на малюнку, виміряйте щупами неплощинність поверхні роз'єму.
Примітка: Стандартна величина неплощинності поверхні: менше ніж 0.05 мм.
2. Перевірте камери згоряння, впускні та випускні канали та поверхню роз'єму з блоком циліндрів на наявність пошкоджень. При виявленні будь-яких дефектів замініть головку блоку циліндрів у зборі.
Клапани, штовхачі, напрямні втулки та клапанні пружини
1. Перевірте технічний стан напрямних втулок та клапанів.
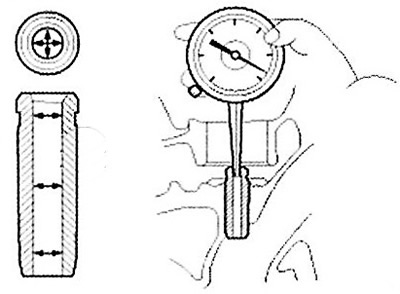
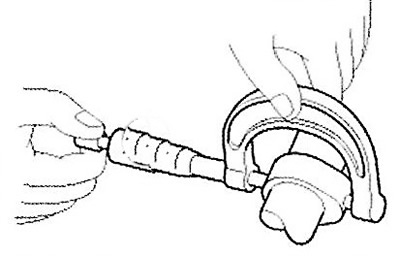
Використовуючи нутромір, виміряйте внутрішній діаметр напрямної втулки клапана, як показано на малюнку.
Стандартна величина внутрішнього діаметра: 5.500-5.512 мм
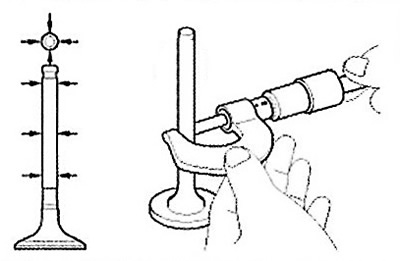
Використовуючи мікрометр, виміряйте зовнішній діаметр стрижня клапана, як показано на малюнку.
Примітка: Стандартна величина зовнішнього діаметра клапана: 5.465 ~ 5.480 мм (впускний), 5.458 ~ 5.470 мм (випускний).
Різниця між внутрішнім діаметром напрямної втулки та зовнішнім діаметром стрижня клапана - це зазор між клапаном та втулкою.
Примітка:
Стандартне значення:
- Впускний: 0.020 – 0.047 мм.
- Випускний: 0.030 – 0.054 мм.
Гранично-допустиме значення:
- Впускний: 0.07 мм.
- Випускний: 0,09 мм.
Якщо величина зазору більша за гранично допустиме значення, необхідно замінити клапан у зборі з втулкою.
2. Перевірте стан клапанів.
Перевірте кут заточування робочої фаски головки клапана.
Перевірте поверхню клапана на наявність підвищеного зношування. При виявленні будь-яких дефектів замініть клапан новим.
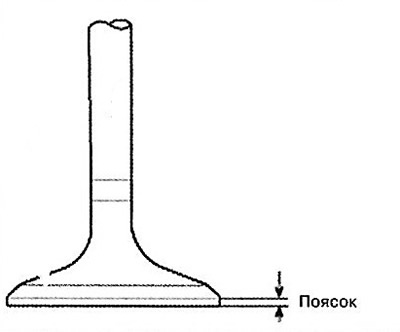
Перевірте товщину пояска головки клапана. Якщо товщина пояска головки клапана менш допустима, необхідно замінити клапан новим.
Примітка: Стандартна величина товщини пояска: 1.02 (впускний), 1.09 (випускний).
Виміряйте загальну довжину клапана.
Примітка:
- Стандартна величина довжини клапана: 113.18 мм (впускний), 105.84 мм (випускний).
- Гранично-допустима величина довжини клапана: 112.93 мм (впускний), 105.59 мм (випускний).
3. Перевірте стан сідел клапанів.
Перевірте, щоб клапан прилягав до сідла щільно, по всьому колу. При необхідності замініть сідла клапанів,
Перед відновленням сідел клапанів необхідно перевірити технічний стан напрямних втулок клапанів. При виявленні будь-яких дефектів необхідно замінити втулку, а потім проводити відновлення сідла. Товщина робочої поверхні контакту сідла з клапаном має відповідати стандартному значенню.
4. Перевірте стан клапанних пружин.
Використовуючи сталевий косинець, виміряйте величину відхилення від вертикальної осі пружини.
Примітка:
- Допустима величина відхилення від вертикальної осі: 1.5°.
- Гранично допустима величина відхилення: 3°.
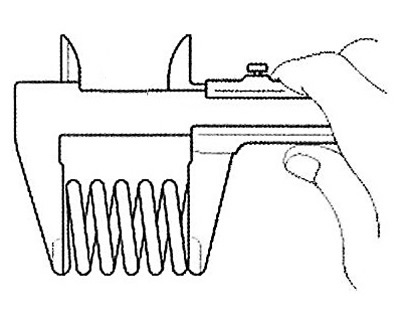
Використовуючи штангенциркуль, виміряйте довжину пружини у вільному стані.
Стандартна величина довжини пружини: 47.44 мм.
Якщо довжина пружини у вільному стані не відповідає стандартній величині, необхідно замінити пружину новою.
5. Використовуючи мікрометр, виміряйте зовнішній діаметр штовхача.
Примітка: Стандартне значення: 31964 - 31980 мм.
6. Використовуючи циркуль, виміряйте внутрішній діаметр отвору під штовхач у головці блоку циліндрів.
Примітка: Внутрішній діаметр отвору: 32.000 – 32.025 мм.
7. Відніміть значення внутрішнього діаметра під штовхач значення вимірювання зовнішнього діаметра, щоб визначити зазор.
Примітка:
- Стандартне значення: 0.020 – 0.061 мм.
- Граничне значення: 0,07 мм.
Розподільний вал
1. Використовуючи мікрометр, виміряйте висоту кулачків розподільчого валу.
Примітка: Стандартна величина висоти кулачків: 44.10 – 44.30 мм (впускний), 44.90 – 45.10 мм (випускний).
Примітка: Якщо висота кулачка розподільного валу менша, ніж мінімально допустима, необхідно замінити розподільний вал у зборі.
2. Перевірте зазор у підшипниках розподільчого валу.
Очистіть та промийте кришки підшипників та шийки розподільчого валу.
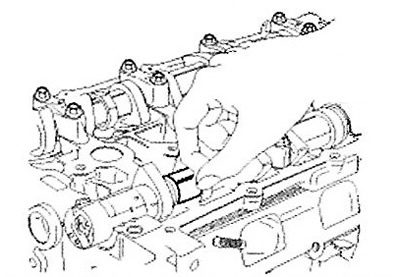
Встановіть розподільні вали у головку блоку циліндрів.
Покладіть на шийки розподільного валу спеціальні пластикові калібри, як показано на малюнку.
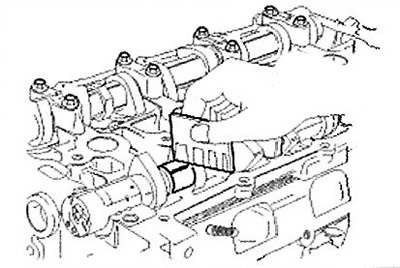
Встановіть кришки підшипників розподільчого валу.
Увага! Не провертайте розподільний вал.
Зніміть кришки підшипників розподільчого валу.
Виміряйте товщину пластикового калібру (до набору пластикового калібру додається шкала). З цього визначте величину зазору в підшипниках.
Примітка:
- Стандартна величина зазору вкладиша №1: 0.022 - 0.057 мм, №2, 3, 4, 5: 0.045 - 0.082 (впуск), №1: 0 -0.032 мм, №2,3,4,5: 0.045 - 0.082 (випуск).
- Гранично допустима: №1: 0.09 мм, №2,3,4,5: 0.12 мм (впуск); 0,12 (випуск).
Якщо зазор у підшипниках перевищує допустиму межу, необхідно замінити розподільний вал. За потреби замініть кришки підшипників або головку блоку циліндрів у зборі.
Видаліть повністю пластикові калібри.
Зніміть розподільні вали.
3. Виміряйте осьовий зазор розподільчого валу.
Встановіть розподільні вали.
Використовуючи індикатор годинного типу, виміряйте осьовий зазор, переміщуючи розподільний вал вперед/назад.
Примітка:
- Стандартна величина осьового зазору розподільчого валу: 0,04 ~ 0,16 мм.
- Гранично допустима величина 0,20 мм.
Якщо осьовий зазор перевищує гранично допустиму величину, необхідно замінити розподільний вал. При необхідності, замініть кришки підшипників розподільного вала і головку блоку циліндрів в зборі.
Зніміть розподільні вали.
Підшипник випускного розподільчого валу
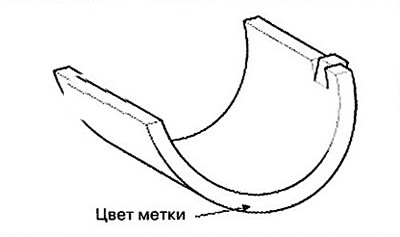
1. Перевірте позначку отвору головки блоку циліндрів.
Розміщення мітки:

2. Виберіть клас підшипника такий, як і головки блоку циліндрів, як показано в таблиці.
Розміщення мітки:
 |
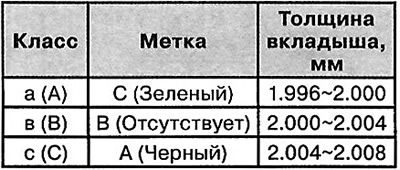 |
Примітка: Масляний проміжок: 0 - 0.032 мм.
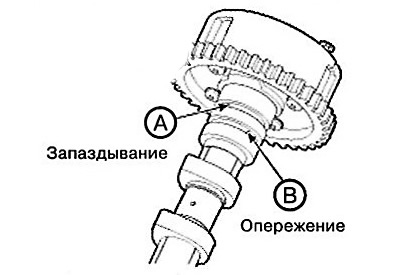
Механізм зміни фаз газорозподілу у зборі (фазообертач)
1. Перевірте технічний стан механізму зміни фаз газорозподілу у зборі.
Перевірте і переконайтеся, що механізм не обертається.
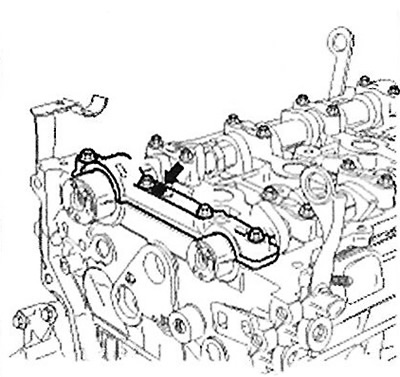
Обмотайте вініловою стрічкою всі частини механізму, крім однієї, вказаної на малюнку нижче.

Впуск
Випуск
Обмотайте спеціальний повітряний пістолет, потім підведіть тиск 150 кПа до отвору на розподільчому валу (при виконанні цієї операції витягніть стопорний палець).
Примітка: Після розбризкування моторного масла протріть поверхні ганчіркою.
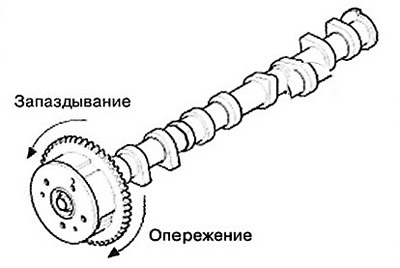
Під час виконання вище описаної операції, переверніть зусиллям руки фазообертач у зборі у бік випередження (напрямок вказано на малюнку стрілкою). При підведенні стиснутого повітря переміщення фазообертача у бік випередження повинне проводитися без зусилля, від руки, крім положення при досягненні стопорного пальця максимального відхилення у бік запізнення.
Після цього, переверніть фазообертач назад. Перевірте плавність його переміщення, що виключає заїдання.
Примітка: Діапазон переміщення фазообертача становить 22,5° (впуск), 20° (випуск).
Переверніть фазообертач у збиранні від зусилля руки і зафіксуйте його в граничному положенні запізнення.