
Съдържание: Биелни пръти и колянов вал ⇓ Цилиндров блок ⇓ Бутала и бутални пръстени ⇓ Бутални щифтове ⇓
Биелни пръти и колянов вал
1. Проверете хлабината на края на мотовилката. Като използвате набор от измервателни уреди, измерете аксиалната хлабина, като движите свързващия прът напред/назад.
Забележка:
- Стандартен размер на междината: 0,1 - 0,25 mm.
- Максимално допустима стойност: 0,35 мм.
Забележка:
- Ако аксиалната хлабина на мотовилката надвишава максимално допустимата стойност, е необходимо да се смени с нова.
- Ако след инсталирането на нов свързващ прът аксиалната хлабина надвишава максимално допустимата стойност, е необходимо да смените коляновия вал.
2. Измерете хлабината в лагерите на мотовилката.
Поставете маркировки за синхронизация върху свързващия прът и капачката на мотовилката за правилен монтаж.
Отстранете двата болта, закрепващи капака на мотовилката.
Свалете капака на мотовилката заедно с корпуса на лагера.
Почистете и измийте лагера на коляновия вал и шийката на мотовилката.
Поставете специален пластмасов габарит върху коляновия болт по оста на коляновия вал.
Монтирайте капака на мотовилката и затегнете закрепващите болтове до момент на затягане (17,7 - 21,6 Nm) + затегнете на 88-92°.
Внимание. Не въртете коляновия вал.
Развийте монтажните болтове и свалете капака на мотовилката.
Измерете дебелината на пластмасовия габарит (скала е включена в комплекта).
Забележка: Стандартната хлабина на лагера е 0,031-0,045 mm.
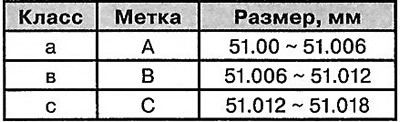
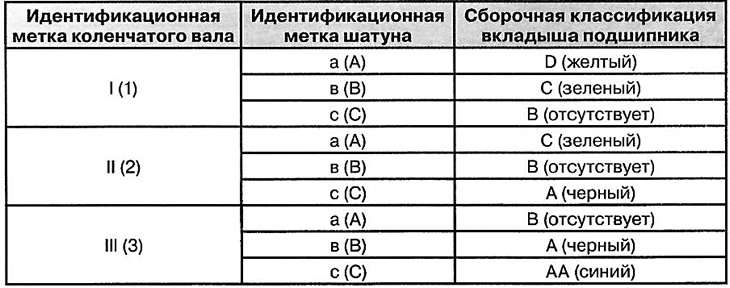
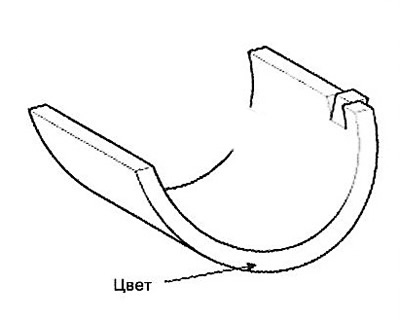
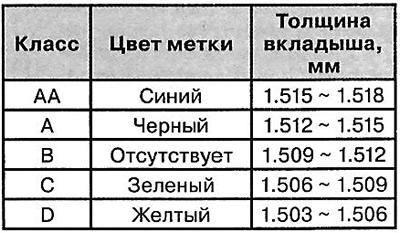
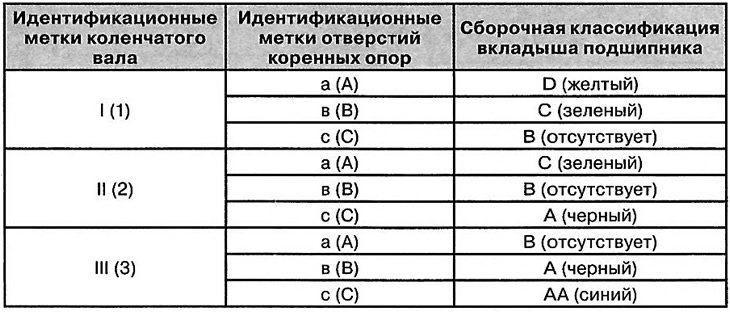
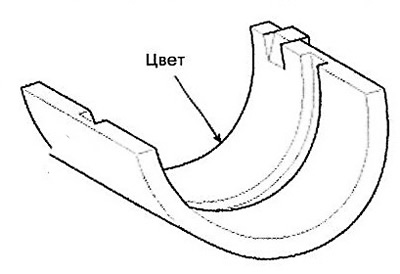
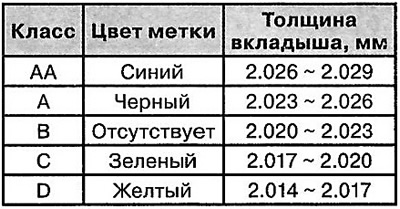
Ако пластмасовият габарит е твърде широк или твърде тънък след отстраняване, ще трябва да премахнете горната облицовка и да поставите нова. След това повторете измерването на хлабината на лагера. Необходимо е да изберете лайнера според цвета на маркировката (вижте таблицата по-долу).
Внимание. Не поставяйте шайба и не драскайте повърхността на обшивката, за да регулирате празнината.
Ако хлабината на лагера все още е твърде голяма или малка, монтирайте следващия лагер и повторете измерването.
Забележка: Ако хлабината на лагера не може да се регулира чрез избор на втулки, е необходимо да смените коляновия вал и да повторите настройката.
Внимание.
- Ако идентификационният знак не се вижда на обвивката поради въглеродни отлагания, тя трябва да се измие в разтворител. Не почиствайте обшивката със скрепер или телена четка.
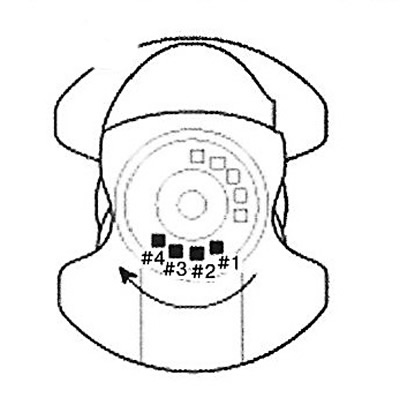
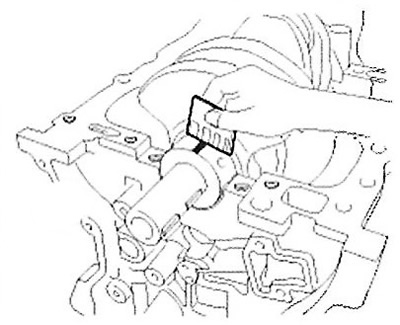
- По-долу е местоположението на идентификационната маркировка на мотовилката.
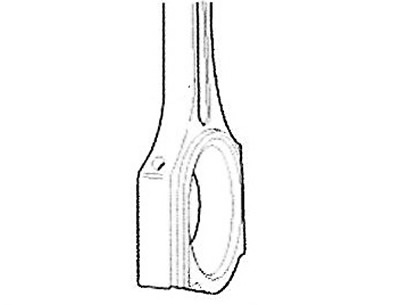
Размери на свързващия прът
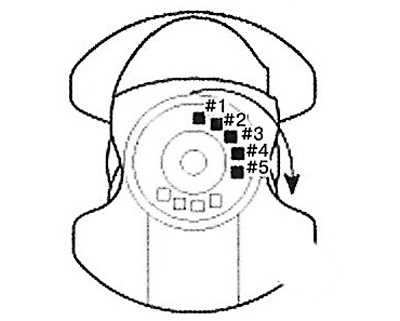
Местоположение на идентификационната маркировка на коляновия вал.
Забележка: Прочетете реда на знаците според стрелката на фигурата по-долу.
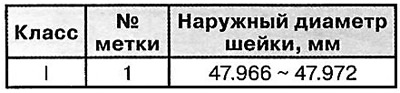
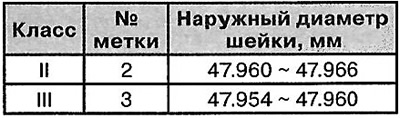
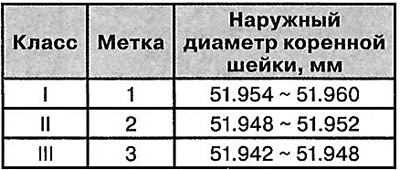
Размери на коляновия вал
Избор на вложки
3. Измерете хлабината в лагерите на коляновия вал. За да направите това:
Развийте монтажните болтове и свалете капачките на основните лагери заедно с лагерните черупки.
Почистете всички основни лагери и лагерни черупки.
Поставете специален пластмасов габарит върху всяка шийка на коляновия вал.
Монтирайте всички основни опорни капаци и затегнете закрепващите болтове с момент на затягане от 14,7 N·m+ (27,5-31,4 Nm) + затегнете на 120-125°.
Внимание. Не въртете коляновия вал.
Свалете отново капака и лагера, измерете дебелината на пластмасовия габарит (скала е включена в комплекта).
Забележка: Стандартна стойност: 0,020 - 0,038 мм.
Разположение на идентификационните знаци върху черупката на биелния лагер
Размери на лайнера
 |
 |
Ако измерената стойност е твърде голяма или малка, отстранете горната лагерна обвивка, поставете нова, съпоставете цвета на маркировката с лагера и проверете отново хлабината.
Внимание. Не шлифовайте и не драскайте лагерите или капачките, за да регулирате хлабината.
Ако манометърът показва, че хлабината все още не е в рамките на стандарта, опитайте да инсталирате по-голям или по-малък лагер и проверете хлабината отново.
Забележка: Ако хлабината на лагера не може да се регулира чрез избор на втулки, е необходимо да смените коляновия вал и да повторите настройката.
Внимание. Ако идентификационният знак не се вижда на обвивката поради въглеродни отлагания, тя трябва да се измие в разтворител. Не почиствайте обшивката със скрепер или телена четка.
Забележка:
- Когато монтирате, уверете се, че номерът, посочен върху свързващия прът и капачката му, съвпада с номера на цилиндъра. Когато монтирате нов свързващ прът, уверете се, че издатините за фиксиране на обшивката съвпадат с жлебовете на обшивката.
- Сменете свързващия прът, ако страничната му повърхност е повредена. Освен това сменете мотовилката, ако има повишено износване на работните й части.
С помощта на специално оборудване измерете огъването и усукването на свързващия прът. Издателство "Монолит"
Забележка:
- Допустимо количество на огъване на свързващия прът: 0,05 mm/100 mm или по-малко.
- Допустимо количество усукване на свързващия прът: 0,1 mm/100 mm или по-малко.
- Ако допустимите стойности на огъване и усукване са превишени, е необходимо да смените свързващия прът.
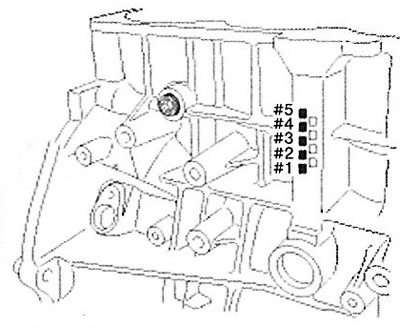
- Местоположението на знаците, характеризиращи вътрешния диаметър на основните лагери на коляновия вал.
Цилиндров блок
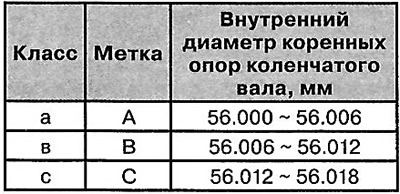
Местоположение на знаци върху коляновия вал
Размери на коляновия вал (главни шийки)
Избор на втулки на основни лагери
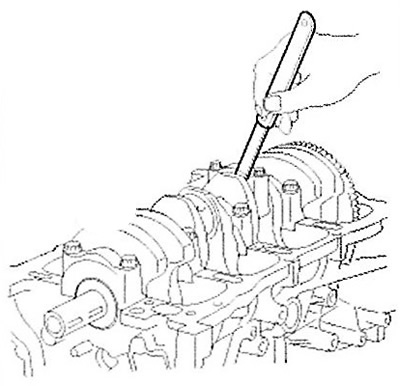
Проверете крайния луфт на коляновия вал. С помощта на циферблатен индикатор измерете хлабината на коляновия вал, като го движите напред/назад с отвертка.
Забележка: Стандартна стойност на аксиална хлабина: 0,07 - 0,25 mm.
Максимално допустима стойност: 0,30 мм.
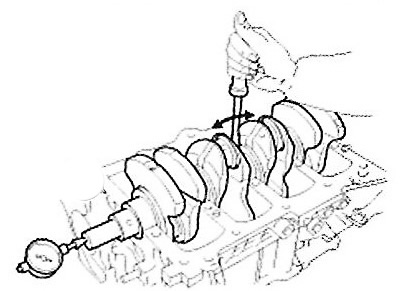
Ако аксиалната хлабина надвишава допустимата граница, опорните лагери трябва да се сменят.
Забележка:
- Дебелина на опорните лагери: 1.925-1.965 мм.
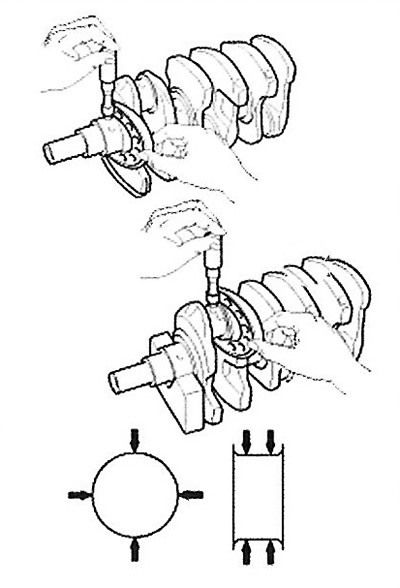
- С помощта на микрометър измерете външния диаметър на шийката на коляновия вал и на биелата.
Разположение на идентификационните маркировки върху втулката на основния лагер
Размери на втулките на основните лагери
Забележка:
- Диаметър на шийките на коляновия вал: 51.942-51.960 мм.
- Диаметър на коляновите щифтове: 47.954-47.972 мм.
Направете измервания в две взаимно перпендикулярни равнини, както е показано на фигурата.
Цилиндров блок
1. Отстранете останалия уплътнител от повърхността на конектора на главата на цилиндъра с помощта на скрепер.
2. С помощта на мека четка и разтворител почистете цилиндровия блок,
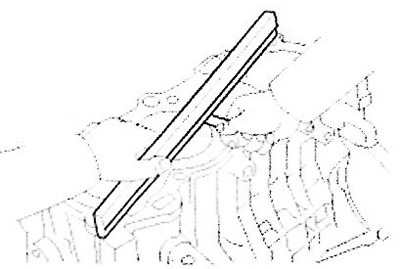
3. С помощта на специална линийка и комплект измервателни уреди, измерете плоскостта на повърхността на конектора на цилиндровия блок/главата.
Забележка: Стандартна стойност на отклонение от плоскост: по-малко от 0,05 mm.
4. Визуално проверете огледалото на цилиндъра за дълбоки драскотини и неравности. Ако се открият дефекти, сменете блока на цилиндровия блок.
5. Измерете вътрешния диаметър на цилиндрите в две перпендикулярни равнини на три места с помощта на манометър.
Забележка:
Стандартен вътрешен диаметър:
- 2,0 л: 86,00-86,03 мм.
- 2,4 л: 88,00-88,03 мм.
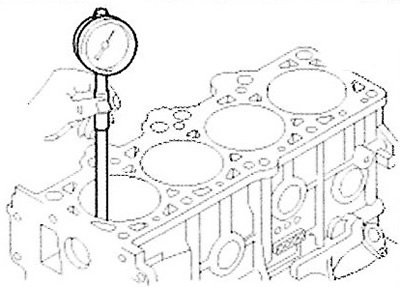
Забележка: Място на измерване (от дъното на цилиндровия блок): 110,7 mm/160 mm/210 mm.
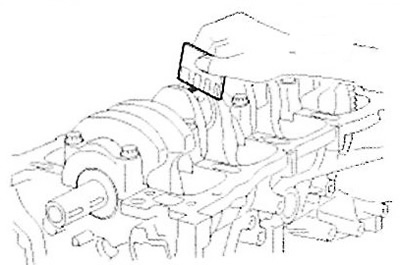
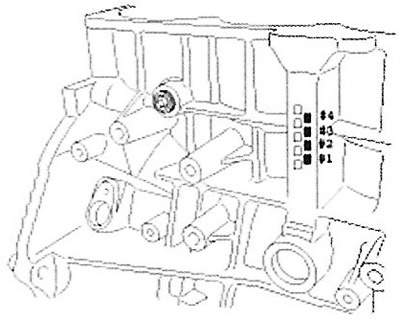
6. Проверете кода на размера на цилиндъра в долната част на цилиндровия блок.

7. Проверете кода на размера на буталото (A) на дъното му (посочено на фигурата).
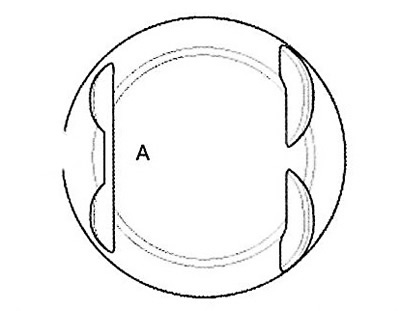

8. Изберете буталото спрямо вътрешния диаметър на цилиндровия блок. Разстоянието между буталото и цилиндъра трябва да бъде 0,015 -0,035 mm.
Бутала и бутални пръстени
1. Почистете буталните пръстени.
С помощта на специален скрепер отстранете въглеродните отлагания от повърхността на пръстените.
С помощта на специален инструмент или счупен пръстен почистете джобовете на пръстените в буталото.
С помощта на разтворител и четка изплакнете и почистете буталото.
Забележка: Когато почиствате, не използвайте телена четка.
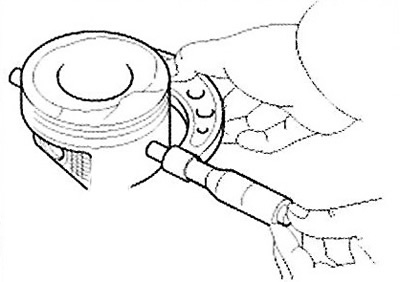
2. Измерете с микрометър външния диаметър на буталото в равнината на напречната ос на буталния болт и на разстояние 14 mm от дъното, както е показано на фигурата.
Забележка:
Стандартен диаметър на буталото:
- 2.0 л: 85.975-86.005 мм.
- 2,4 л: 87,975-88,005 мм.
3. Разликата между външния диаметър на буталото и вътрешния диаметър на цилиндъра е празнината.
Забележка: Стандартна стойност: 0,015-0,035 мм.
4. Измерете страничната хлабина на буталните пръстени.
С помощта на щуп измерете разстоянието между новите бутални пръстени и пространството в буталото.
Забележка:
- Стандартна стойност на страничния хлабина: 0,05-0,08 мм (компресия № 1), 0,04 - 0,08 мм (компресия № 2) и 0,06 - 0,15 мм (скрепер за масло).
- Максимално допустим страничен просвет: 0,1 мм (компресия № 1), 0,1 мм (компресия № 2) и 0,2 мм (маслен скрепер).
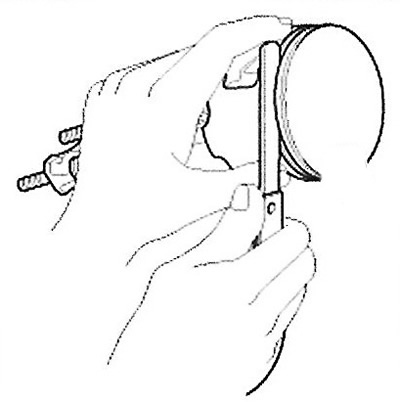
Забележка: Ако хлабината на буталния пръстен надвишава допустимата стойност, буталния комплект трябва да се смени.
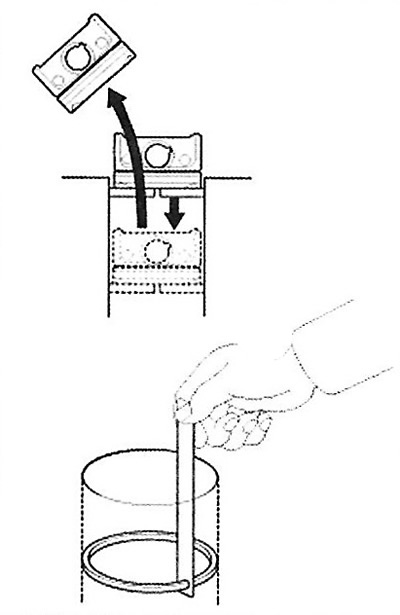
5. Проверете празнината в ключалките на буталните пръстени. За да направите това:
Монтирайте буталния пръстен в цилиндъра. След това преместете пръстена вътре в цилиндъра, като използвате буталото, както е показано на снимката. Измерете празнината в ключалката с помощта на комплект измервателни уреди. Ако празнината в ключалката надвишава допустимата граница, е необходимо да смените пръстена с нов. Ако празнината в ключалката е твърде голяма, е необходимо да се измери вътрешният диаметър на цилиндъра. Ако диаметърът на цилиндъра надвишава допустимите стандарти, е необходимо да смените блока на цилиндровия блок.
Забележка:
- Стандартен размер на празнината в ключалката на пръстена: 0,15-0,30 мм (компресия № 1), 0,37-0,52 мм (компресия № 2), 0,20-0,70 мм (скрепер за масло).
- Максимално допустими стойности: 0,6 мм (компресия № 1), 0,7 мм (компресия № 2), 0,8 мм (маслена стъргалка).
Бутални щифтове
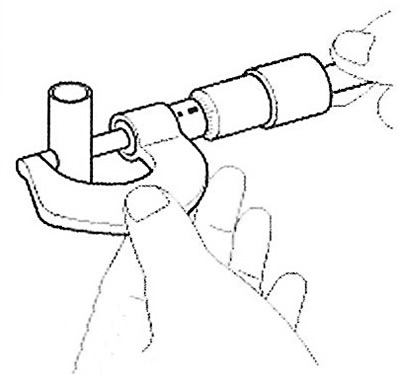
1. С микрометър измерете външния диаметър на буталния болт.
Забележка: Стандартен размер: 21.001 - 21.006 мм.
2. Измерете разстоянието между буталния болт и отвора в буталото.
Забележка. Стандартен размер на празнината: 0,013-0,023.
3. Измерете разликата между външния диаметър на буталния болт и вътрешния диаметър на втулката на мотовилката.
Забележка: Стандартна стойност: 0,016 - 0,032 мм.