
Клипњаче и радилица
1. Проверите зазор на крају клипњаче. Користећи сет сензора, измерите аксијални зазор померањем клипњаче напред/назад.
Напомена:
- Стандардна величина зазора: 0,1 - 0,25 мм.
- Максимална дозвољена вредност: 0,35 мм.
Напомена:
- Ако аксијални зазор клипњаче прелази максимално дозвољену вредност, потребно је заменити га новим.
- Ако, након уградње нове клипњаче, аксијални зазор премашује максималну дозвољену вредност, потребно је заменити склоп радилице.
2. Измерите зазор у лежајевима клипњаче.
Поставите ознаке времена на клипњачу и поклопац клипњаче ради правилне монтаже.
Уклоните два вијка који причвршћују поклопац клипњаче.
Скините поклопац клипњаче заједно са шкољком лежаја.
Очистите и оперите лежај радилице и клипњачу.
Поставите посебан пластични мерач на осовину радилице дуж осе радилице.
Поставите поклопац клипњаче и затегните причврсне завртње моментом затезања (17,7 - 21,6 Нм) + затегните за 88-92°.
Пажња. Не окрећите радилицу.
Одврните монтажне завртње и уклоните поклопац клипњаче.
Измерите дебљину пластичног мерача (скала укључена у комплет).
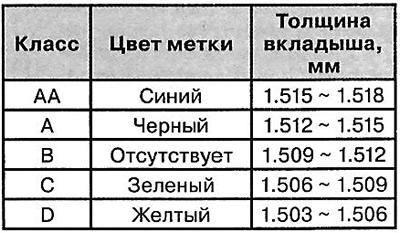
Напомена: Стандардни зазор лежаја је 0,031-0,045 мм.
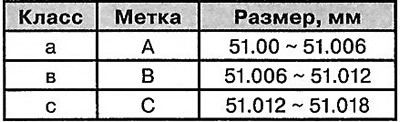
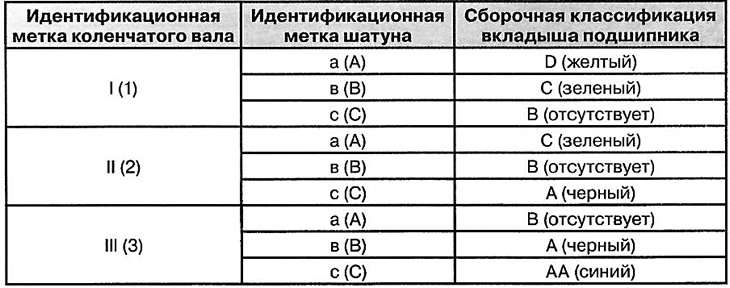
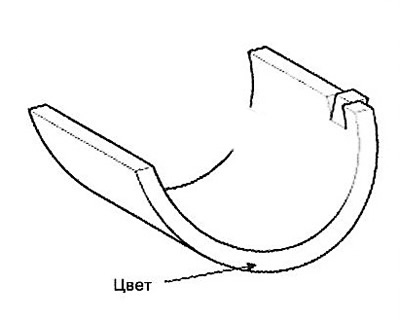
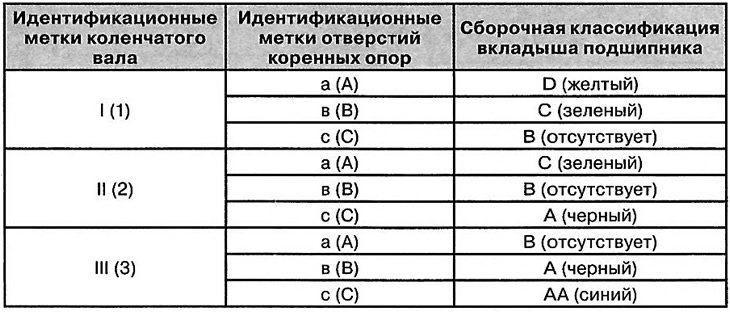
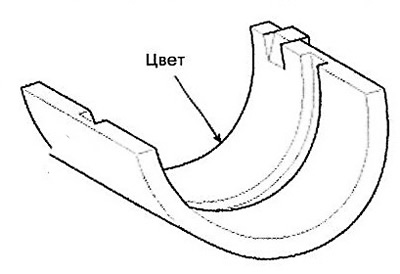
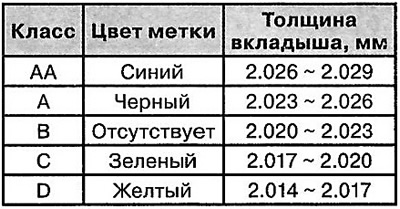
Ако је пластични мерач преширок или претанак након уклањања, мораћете да уклоните горњу облогу и поставите нову. Затим поновите мерење зазора лежаја. Неопходно је одабрати облогу према боји ознаке (погледајте табелу испод).
Пажња. Немојте стављати подлошку или гребати површину кошуљице да бисте подесили зазор.
Ако је зазор лежаја и даље превелик или мали, уградите следећи лежај и поновите мерење.
Напомена: Ако се зазор лежаја не може подесити избором облога, потребно је заменити склоп радилице и поновити подешавање.
Пажња.
- Ако се идентификациона ознака не види на кошуљици због наслага угљеника, мора се опрати у растварачу. Не чистите облогу стругачем или жичаном четком.
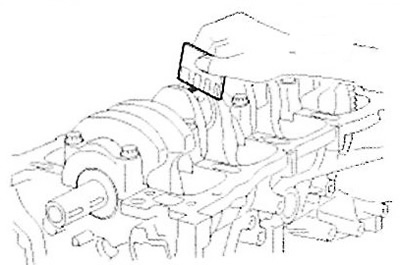
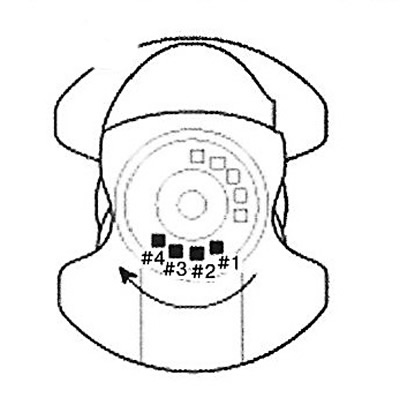
- Испод је локација идентификационе ознаке клипњаче.
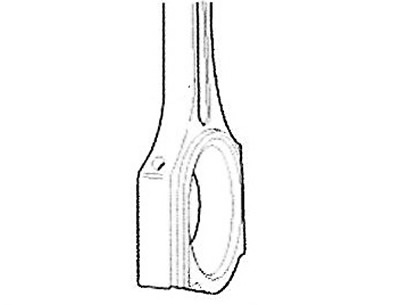
Димензије прикључне шипке
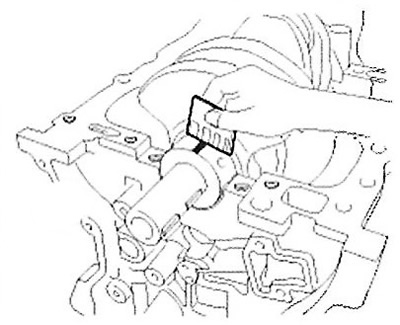
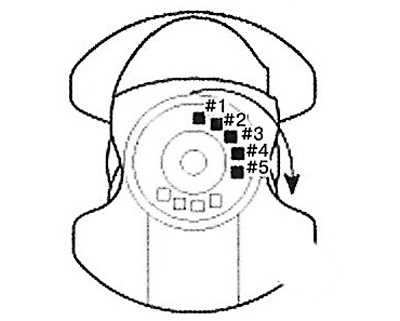
Локација идентификационе ознаке радилице.
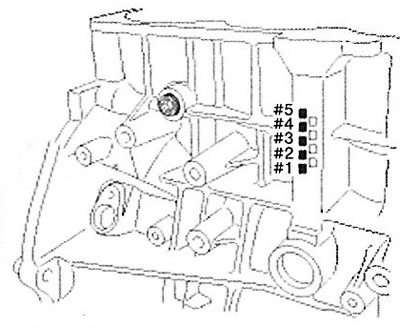
Напомена: Прочитајте редослед ознака према стрелици на слици испод.
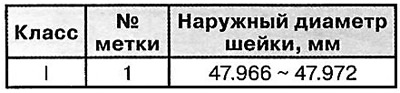
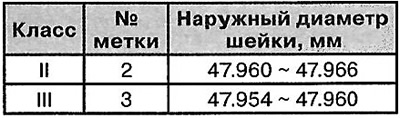
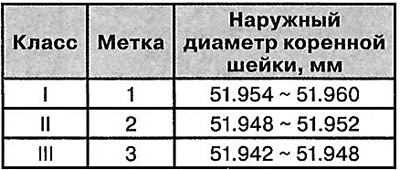
Димензије радилице
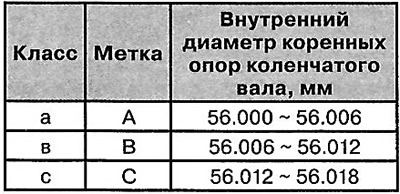
Избор уметака
3. Измерите зазор у лежајевима радилице. Да бисте то урадили:
Одврните монтажне завртње и уклоните капице главних лежајева заједно са шкољкама лежаја.
Очистите све главне лежајеве и шкољке лежаја.
Поставите посебан пластични мерач на сваки рукавац радилице.
Поставите све главне потпорне поклопце и притегните завртње за причвршћивање са моментом затезања од 14,7 Н·м+ (27,5-31,4 Нм) + затегните за 120-125°.
Пажња. Не окрећите радилицу.
Поново уклоните поклопац и лежај, измерите дебљину пластичног мерача (скала укључена у комплет).
Напомена: Стандардна вредност: 0,020 - 0,038 мм.
Положај идентификационих ознака на шкољки лежаја клипњаче
Димензије облоге
 |
 |
Ако је мерна вредност превелика или мала, уклоните горњи омотач лежаја, поставите нови, ускладите боју ознаке са лежајем и поново проверите зазор.
Пажња. Немојте брусити или гребати лежајеве или поклопце да бисте подесили зазор.
Ако мерач показује да зазор још увек није у оквиру стандардног, покушајте да уградите већи или мањи лежај и поново проверите зазор.
Напомена: Ако се зазор лежаја не може подесити избором облога, потребно је заменити склоп радилице и поновити подешавање.
Пажња. Ако се идентификациона ознака не види на кошуљици због наслага угљеника, мора се опрати у растварачу. Не чистите облогу стругачем или жичаном четком.
Напомена:
- Приликом уградње уверите се да број наведен на клипњачи и њеној капици одговара броју цилиндра. Када постављате нову клипњачу, уверите се да се избочине за причвршћивање кошуљице поклапају са жлебовима на кошуљици.
- Замените склоп клипњаче ако је његова бочна површина оштећена. Такође, замените клипњачу ако постоји повећано хабање њених радних делова.
Користећи специјалну опрему, измерите кривину и увртање клипњаче. Издавачка кућа "Monolith"
Напомена:
- Дозвољена количина савијања клипњаче: 0,05 мм/100 мм или мање.
- Дозвољена количина увртања клипњаче: 0,1 мм/100 мм или мање.
- Ако су дозвољене вредности савијања и увијања прекорачене, потребно је заменити склоп клипњаче.
- Локација ознака које карактеришу унутрашњи пречник главних лежајева радилице.
Блок цилиндра
Локација ознака на радилици
Димензије радилице (главни листови)
Избор облога главних лежајева
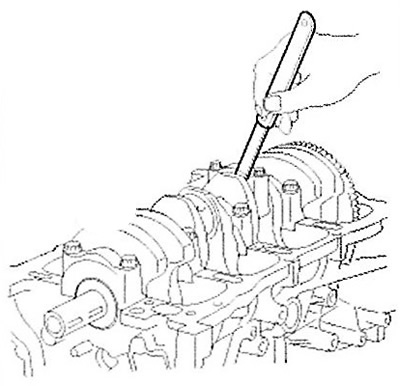
Проверите зазор на крају радилице. Користећи индикатор точкића, измерите зазор на крају радилице тако што ћете га померати напред/назад помоћу одвијача.
Напомена: Стандардна вредност аксијалног зазора: 0,07 - 0,25 мм.
Максимална дозвољена вредност: 0,30 мм.
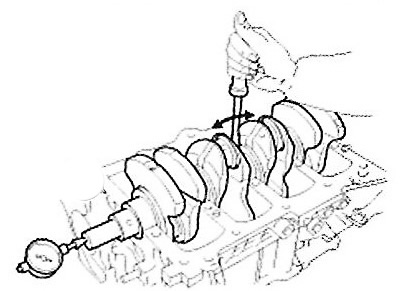
Ако аксијални зазор премашује дозвољену границу, потисни лежајеви се морају заменити.
Напомена:
- Дебљина потисних лежајева: 1.925-1.965 мм.
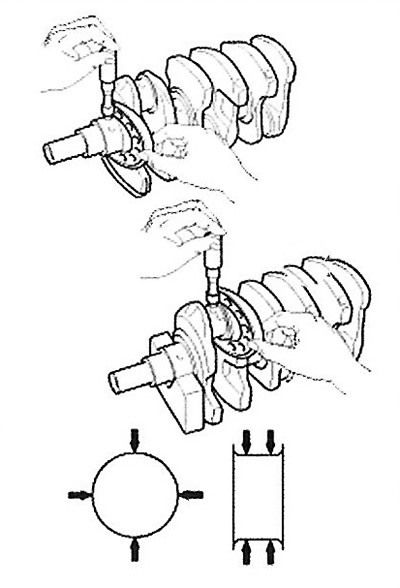
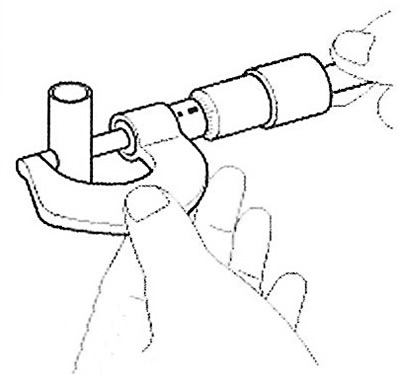
- Помоћу микрометра измерите спољни пречник главног и клипњача радилице.
Положај идентификационих ознака на главном лежају
Димензије облога главних лежајева
Напомена:
- Пречник рукаваца радилице: 51.942-51.960 мм.
- Пречник клинова: 47.954-47.972 мм.
Извршите мерења у две међусобно управне равни, као што је приказано на слици.
Блок цилиндра
1. Уклоните сав преостали заптивач са површине конектора главе мотора помоћу стругача.
2. Помоћу меке четке и растварача очистите блок цилиндра,
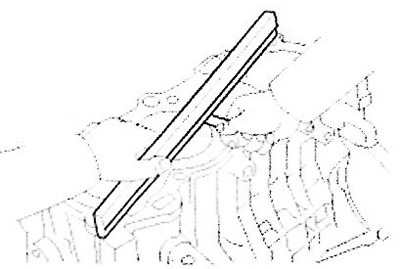
3. Користећи посебан лењир и сет мерача за мерење, измерите равност површине конектора блока цилиндра/главе.
Напомена: Стандардна вредност одступања од равности: мање од 0,05 мм.
4. Визуелно проверите огледало цилиндра да ли има дубоких огреботина и неравнина. Ако се пронађу кварови, замените склоп блока цилиндра.
5. Користећи мерач проврта, измерите унутрашњи пречник цилиндара у две управне равни на три места.
Напомена:
Стандардни унутрашњи пречник:
- 2,0 л: 86,00-86,03 мм.
- 2,4 л: 88,00-88,03 мм.
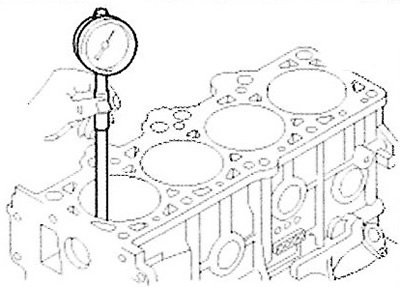
Напомена: Место мерења (од дна блока цилиндра): 110,7 мм/160 мм/210 мм.
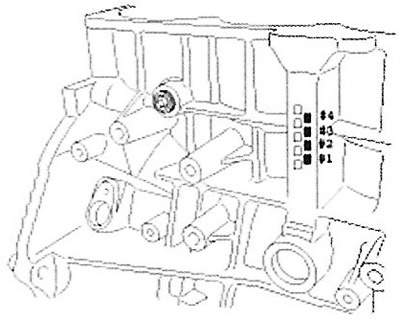
6. Проверите код величине цилиндра на дну блока цилиндра.

7. Проверите код величине клипа (А) на његовом дну (приказано на слици).
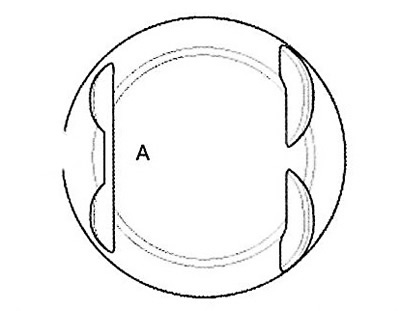

8. Изаберите клип у односу на унутрашњи пречник блока цилиндра. Размак између клипа и цилиндра треба да буде 0,015 -0,035 мм.
Клипови и клипни прстенови
1. Очистите клипне прстенове.
Помоћу специјалног стругача уклоните наслаге угљеника са површине прстенова.
Помоћу специјалног алата или сломљеног прстена очистите џепове за прстенове у клипу.
Користећи растварач и четку, исперите и очистите клип.
Напомена: Приликом чишћења немојте користити жичану четку.
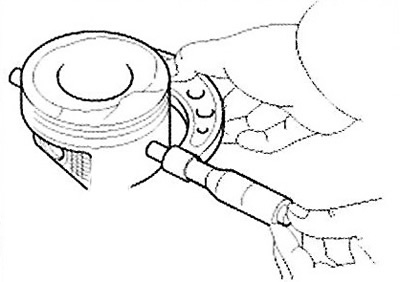
2. Микрометром измерити спољашњи пречник клипа у равни попречне осе клипног клипа и на растојању од 14 мм од дна, као што је приказано на слици.
Напомена:
Стандардни пречник клипа:
- 2,0 л: 85,975-86,005 мм.
- 2,4 л: 87,975-88,005 мм.
3. Разлика између спољашњег пречника клипа и унутрашњег пречника цилиндра је зазор.
Напомена: Стандардна вредност: 0,015-0,035 мм.
4. Измерите бочни зазор клипних прстенова.
Користећи сет за мерење мерача, измерите размак између нових клипних прстенова и простора у клипу.
Напомена:
- Стандардна вредност бочног зазора: 0,05-0,08 мм (компресија бр. 1), 0,04 - 0,08 мм (компресија бр. 2) и 0,06 - 0,15 мм (стругач за уље).
- Максимални дозвољени бочни зазор: 0,1 мм (компресија бр. 1), 0,1 мм (компресија бр. 2) и 0,2 мм (стругач за уље).
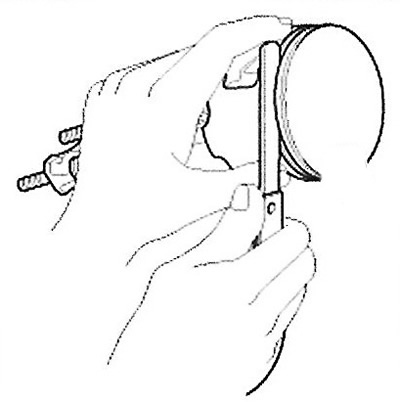
Напомена: Ако зазор клипног прстена премашује дозвољену вредност, клип се мора заменити.
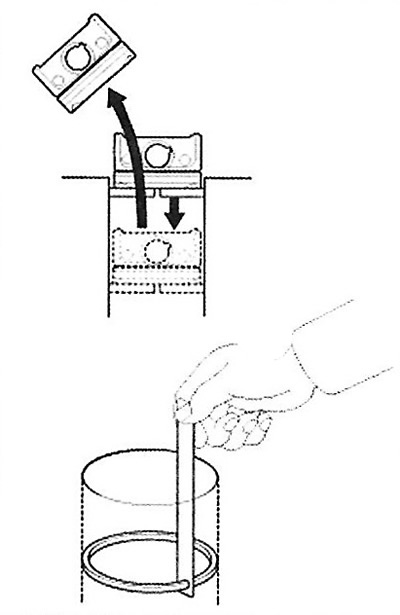
5. Проверите зазор у бравама клипног прстена. Да бисте то урадили:
Уградите клипни прстен у цилиндар. Затим померите прстен унутар цилиндра помоћу клипа као што је приказано на слици. Измерите размак у брави помоћу сета мерача. Ако размак у брави прелази дозвољену границу, потребно је заменити прстен новим. Ако је јаз у брави превелик, потребно је измерити унутрашњи пречник цилиндра. Ако пречник цилиндра прелази дозвољене стандарде, потребно је заменити склоп блока цилиндра.
Напомена:
- Стандардна величина зазора у прстенастој брави: 0,15-0,30 мм (компресија бр. 1), 0,37-0,52 мм (компресија бр. 2), 0,20-0,70 мм (стругач за уље).
- Максимално дозвољене вредности: 0,6 мм (компресија бр. 1), 0,7 мм (компресија бр. 2), 0,8 мм (стругач за уље).
Клипни клинови
1. Помоћу микрометра измерите спољашњи пречник клипне осовине.
Напомена: Стандардна величина: 21.001 - 21.006 мм.
2. Измерите размак између клипа и отвора на клипу.
Напомена. Стандардна величина зазора: 0,013-0,023.
3. Измерите разлику између спољашњег пречника клипног клипа и унутрашњег пречника чауре клипњаче.
Напомена: Стандардна вредност: 0,016 - 0,032 мм.