
2. Vôľu medzi puzdrami a čapmi hriadeľa je možné skontrolovať pomocou kalibrovaného plastového drôtu. Za týmto účelom očistite čapy hriadeľa a vložky od oleja, tuku a iných nečistôt. Na krčky navlečte kúsky kalibrovaného plastového drôtu s dĺžkou rovnajúcou sa šírke vložky, aby drôt neblokoval mazacie otvory. Namontujte kľukový hriadeľ, puzdrá a veká ložísk. Utiahnite skrutky krytu na požadovaný krútiaci moment a uistite sa, že sa hriadeľ neotáča. Odstráňte kryty ložísk. Určte medzery medzi ložiskovými panvami a čapmi hriadeľa pozdĺž šírky najviac sploštenej časti drôtu pomocou stupnice vytlačenej na obale drôtu. Ak vôľa prekročí maximálnu povolenú hodnotu, vymeňte ložiskové panvy. Ak nie je možné dosiahnuť normálne vôle výmenou vložiek, obrúste čapy kľukového hriadeľa na opravný rozmer a nainštalujte vložky vhodnej opravnej veľkosti.
3. Výber veľkosti opravy ojnice a skupiny piestov by sa mal vykonať podľa značiek na častiach:
1) Poloha ojnice zn.
 |  |
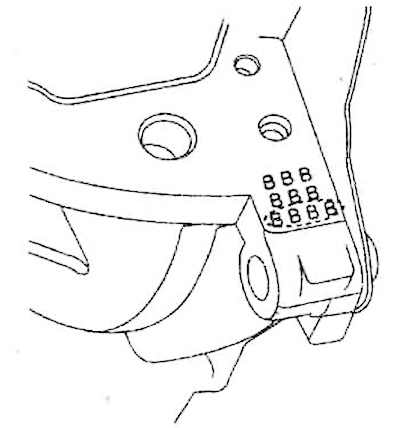
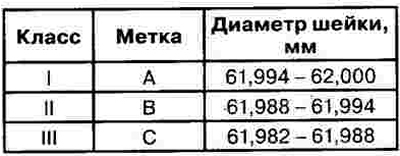
2) Poloha značky kľukového hriadeľa.
 |  |
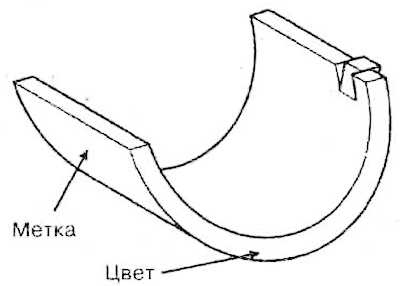
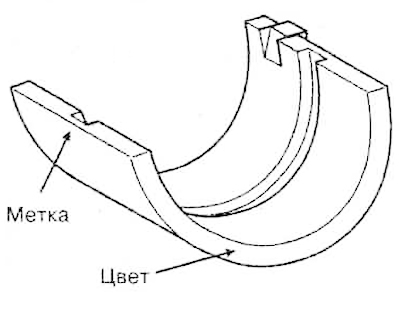
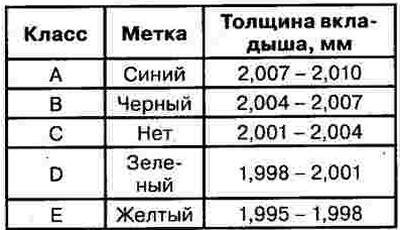
3) Poloha značky na ložisku ojnice.
 | 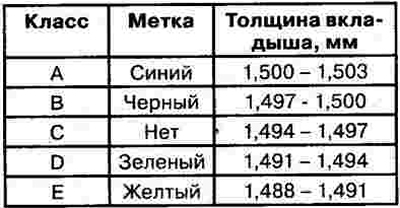 |
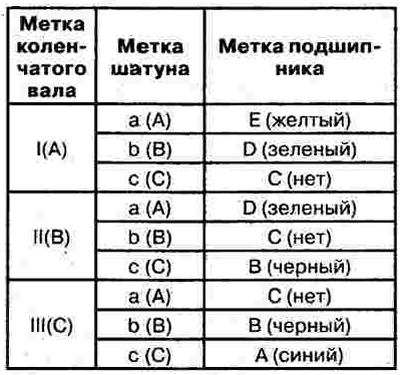
4) Výber dielov podľa skupiny veľkostí opravy sa vykonáva podľa tabuľky.

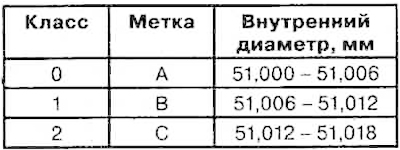
4. Písmená vyrazené na konci bloku valcov predstavujú označenie veľkosti pre každé zo štyroch hlavných ložísk. Pomocou týchto značiek, ako aj značiek na kľukovom hriadeli vyberte ojničné ložiská. Umiestnenie značiek pre výber hlavných ložiskových panví:
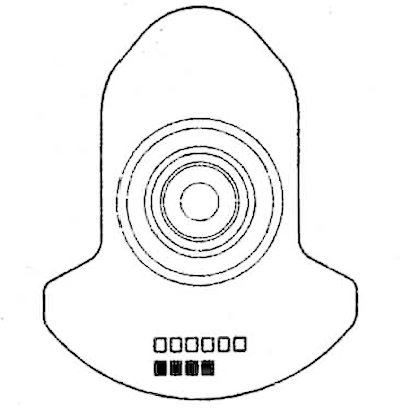
1) Poloha značiek na bloku valcov.
 |  |
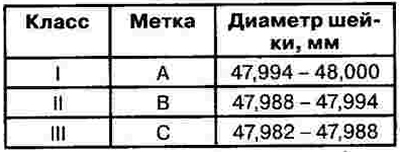
2) Poloha značiek na kľukovom hriadeli.
 |  |
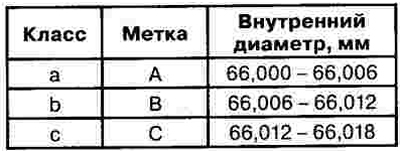
3) Poloha značiek na hlavnej ložiskovej panve.
 |  |
4) Výber dielov podľa skupiny veľkostí opravy sa vykonáva podľa tabuľky.
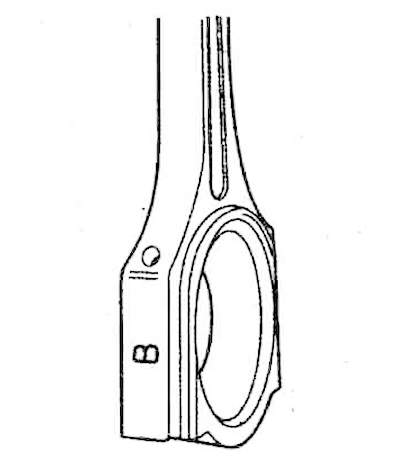
5. Ak sú ojnice opätovne inštalované počas montáže, uistite sa, že sú nainštalované v rovnakých valcoch, v ktorých boli pred demontážou. Ak sú namontované nové ojnice, uistite sa, že značka ojnice je na tej istej strane ako zámok vložky. Ojnicu vymeňte, ak zistíte akékoľvek viditeľné poškodenie alebo ak je na ojnici evidentné nadmerné opotrebovanie.
6. Pomocou špeciálneho nástroja skontrolujte ojnice, či nie sú ohnuté alebo skrútené. Povolený ohyb kľuky: 0,05 mm na 100 mm dĺžky alebo menej. Povolené skrútenie: 0,1 mm na 100 mm alebo menej. Ak sa veľkosť ohybu alebo krútenia ojnice blíži k prípustnej hodnote, ale stále ju prekračuje, je dovolené ojnicu narovnať lisom. Ak dôjde k nadmernému ohýbaniu alebo krúteniu, ojnicu je potrebné vymeniť za novú.
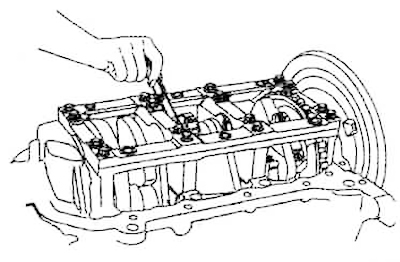
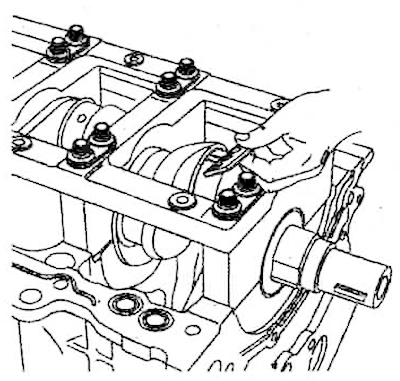
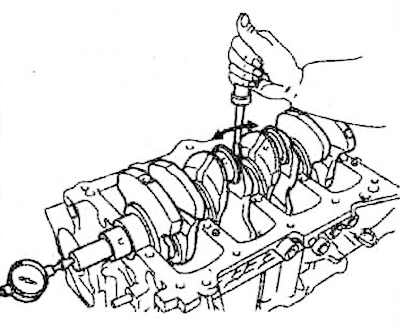
7. Pomocou číselníka skontrolujte axiálnu vôľu kľukového hriadeľa pohybom skrutkovača pozdĺž bloku valcov. Nominálna axiálna vôľa: 0,07 - 0,25 mm. Maximálna povolená axiálna vôľa: 0,30 mm. Ak axiálna vôľa prekročí limit, vymeňte axiálne ložiská ako súpravu. Hrúbka axiálneho ložiska: 2,05 - 2,09 mm.
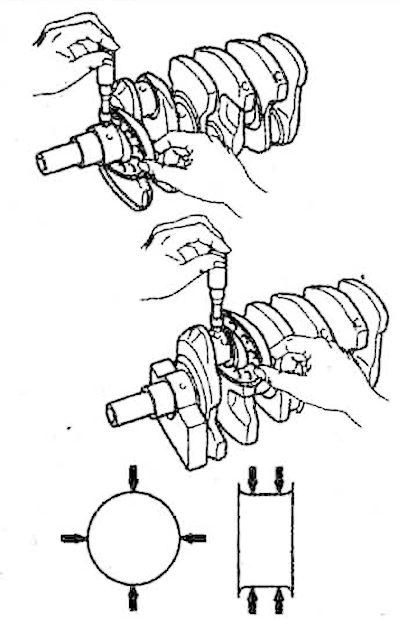
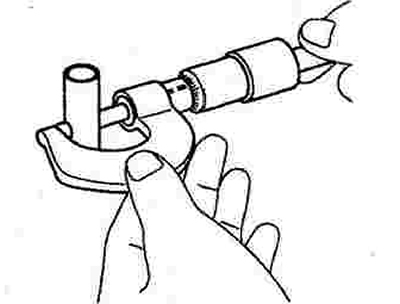
8. Pomocou mikrometra zmerajte priemer každého hlavného a ojničného čapu kľukového hriadeľa v miestach označených šípkami na obrázku. Menovitý priemer čapu: 61,982 - 62,000 mm. Menovitý priemer ojničných čapov: 47,982 - 48,00 mm.
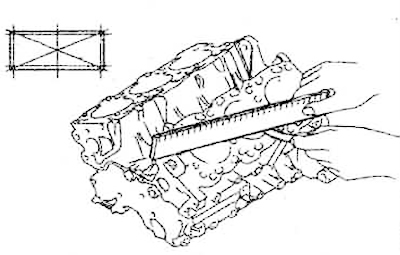
9. Pomocou škrabky odstráňte zvyšky tesnenia z povrchu bloku valcov a potom dôkladne vyčistite celý blok valca kefou a rozpúšťadlom. Pomocou pravítka a spáromeru skontrolujte rovinnosť styčnej plochy bloku valcov v miestach označených na obrázku. Štandardná hodnota nerovinnosti kontaktnej plochy: menej ako 0,03 mm. Maximálna povolená nerovnosť povrchu: 0,05 mm.
10. Vizuálne skontrolujte zrkadlo valca, či nie je poškriabané. Ak sú hlboké škrabance, vložka valca sa musí vymeniť alebo vyvŕtať.
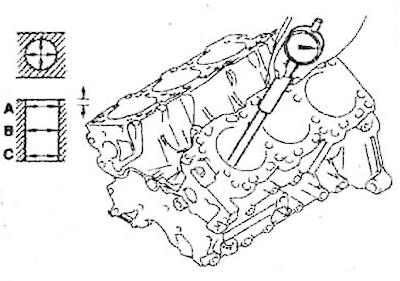
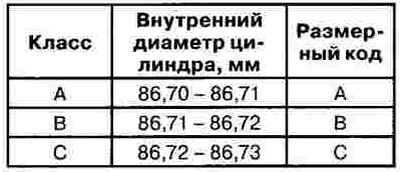
11. Pomocou vrtomeru zmerajte priemer valca v bodoch A, B a C vo vzájomne kolmých rovinách. Menovitý priemer valca: 86,70 -86,73 mm.
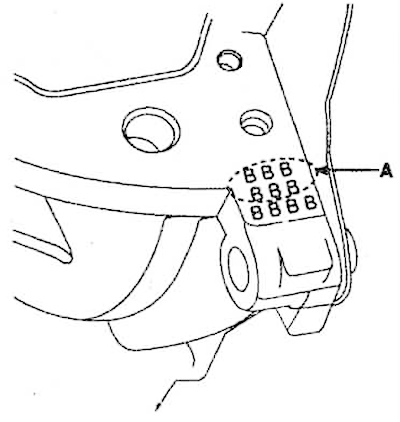
12. Skontrolujte značky priemeru valca (A) na povrchu bloku valcov.
 |  |
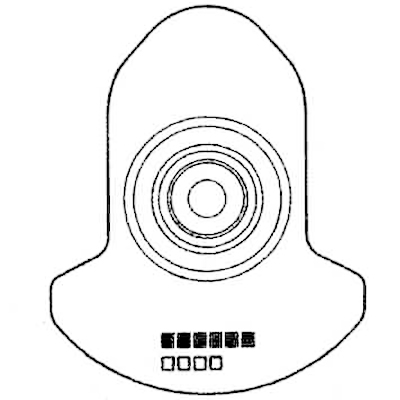
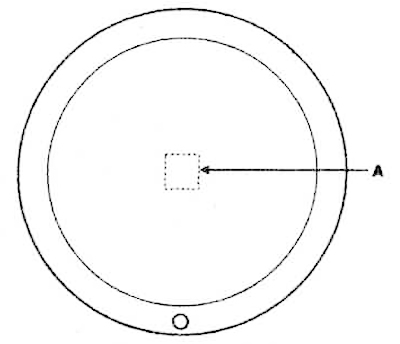
13. Skontrolujte kód veľkosti (A) piest na jeho hornom povrchu.
 |  |
14. Vyberte piest podľa veľkosti opravy vložky valca. Pritom vezmite do úvahy, že medzera medzi piestom a valcom: 0,01 - 0,03 mm.
15. V prípade silného opotrebovania vložky valca by sa mali zvoliť predimenzované piesty podľa najväčšieho priemeru vŕtania vložky valca. Opravné rozmery piestov sa zväčšujú o 0,25 a 0,5 mm, zodpovedajúce značky sa aplikujú na hornú časť piestu.
16. Zmerajte priemer piesta a vypočítajte nový priemer valca:
Nový priemer valca = priemer piestu + (Vôľa medzi piestom a valcom 0,01 - 0,03 mm) - 0,01 mm (honovacie schválenie).
17. Prevŕtajte každý valec na vypočítaný priemer a potom ho honujte.
18. Skontrolujte vôľu medzi piestom a ventilom. Mala by byť v rozmedzí 0,01-0,03 mm.
Poznámka. Pri vyvrtávaní aspoň jedného valca vyvŕtajte všetky ostatné valce na rovnakú opravnú veľkosť.
19. Zmerajte hlavný priemer piesta pomocou mikrometra (39 mm od spodnej časti). Menovitý priemer piesta: 86,68 -86,71 mm. V prípade silného opotrebovania piestu je potrebné ho vymeniť za nový.
20. Pomocou spáromeru zmerajte medzeru medzi novým piestnym krúžkom a drážkou piesta.
Bočná vzdialenosť by mala byť:
- Piestny krúžok č.1: 0,04 - 0,08 mm;
- Piestny krúžok #2: 0,03 - 0,07 mm.
Maximálna povolená vôľa je 0,1 mm pre oba piestne krúžky.
Ak je bočná vôľa väčšia ako povolená hodnota, vymeňte piest.
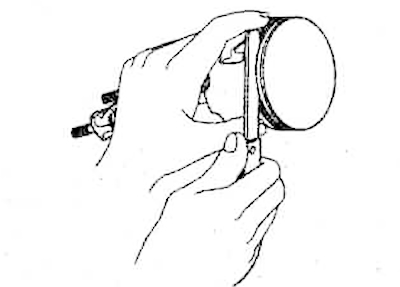
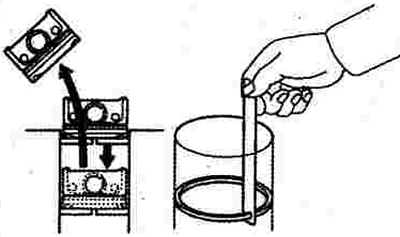
21. Ak chcete skontrolovať vôľu krúžku v zámku, vložte krúžok do cylindrickej vložky. Nainštalujte krúžok v pravom uhle k stene valca a zľahka ho zatlačte piestom. Skontrolujte medzeru medzi krúžkami pomocou spáromeru.
Medzera zámku:
- Piestny krúžok č.1: 0,20 - 0,35 mm;
- Piestny krúžok č.2: 0,37 - 0,52 mm;
- Krúžok na stieranie oleja: 0,20 - 0,70 mm.
Ak medzera presahuje maximálnu povolenú prevádzku, vymeňte krúžok za nový. Pri výmene krúžkov bez vŕtania valcov skontrolujte medzeru v zámku nastavením v spodnej, menej opotrebovanej časti valca.
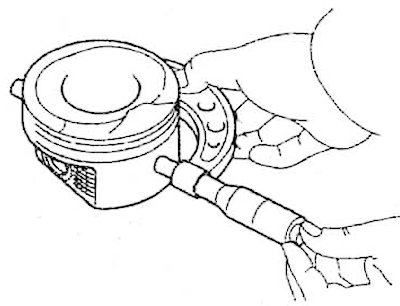
22. Zmerajte priemer piestneho čapu pomocou mikrometra. Mala by byť 21,001-21,007 mm.
23. Odmerajte vôľu medzi piestnym čapom a piestom. Mala by byť 0,007-0,022 mm.
24. Skontrolujte rozdiel medzi priemerom piesta a otvorom v hornej časti ojnice. Mala by byť v rozmedzí 0,016-0,033 mm.