
Галоўка блока цыліндраў
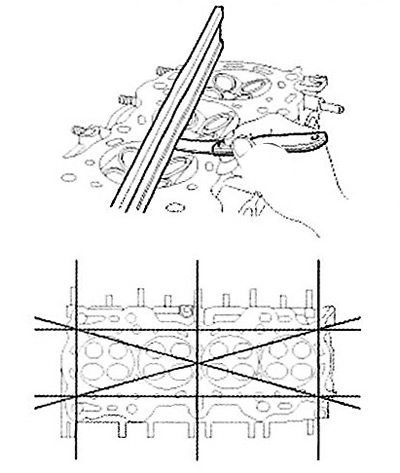
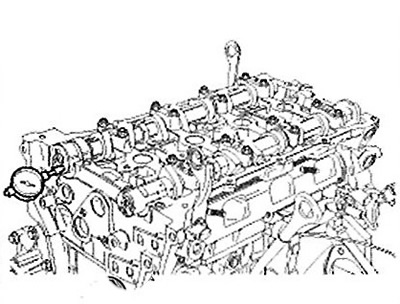
1. Праверце няплоскаснасць паверхні раздыма галоўкі блока цыліндраў з блокам. Для гэтага неабходна выкарыстоўваць адмысловую лінейку і набор мацаў. Размяшчаючы лінейку ў плоскасцях, паказаных на малюнку, вымерайце мацамі няплоскаснасць паверхні раздыма.
Заўвага: Стандартная велічыня не-плоскасцевае паверхні: менш чым 0.05 мм.
2. Праверце камеры згарання, впускныя і выпускныя каналы і паверхню раздыма з блокам цыліндраў на наяўнасць пашкоджанняў. Пры выяўленні якіх-небудзь дэфектаў, заменіце галоўку блока цыліндраў у зборы.
Клапаны, штурхачы, накіравальныя ўтулкі і затамкавыя спружыны
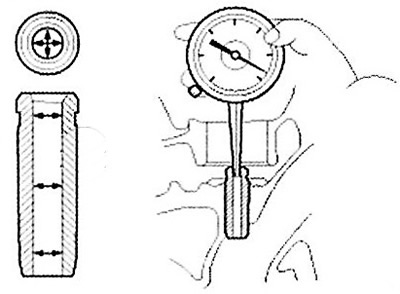
1. Праверце тэхнічны стан накіроўвалых утулак і клапанаў.
Выкарыстоўваючы нутрамер, вымерайце ўнутраны дыяметр накіроўвалай утулкі клапана, як паказана на малюнку.
Заўвага: Стандартная велічыня ўнутранага дыяметра: 5.500-5.512 мм
Выкарыстоўваючы мікраметр, вымерайце вонкавы дыяметр стрыжня клапана, як паказана на малюнку.
Заўвага: Стандартная велічыня вонкавага дыяметра клапана: 5.465 ~ 5.480 мм (впускны), 5.458 ~ 5.470 мм (выпускны).
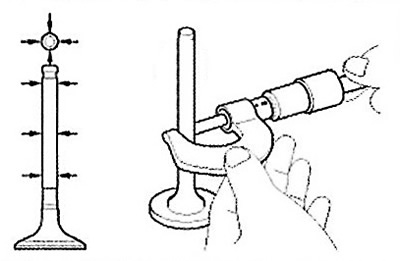
Рознасць паміж унутраным дыяметрам накіроўвалай утулкі і вонкавым дыяметрам стрыжня клапана - гэта зазор паміж клапанам і ўтулкай.
Заўвага:
Стандартнае значэнне:
- Впускны: 0.020 - 0.047 мм.
- Выпускны: 0.030 – 0.054 мм.
Лімітава-дапушчальнае значэнне:
- Упускны: 0.07 мм.
- Выпускны: 0.09 мм.
Калі велічыня зазору больш, чым лімітава дапушчальнае значэнне, неабходна замяніць клапан у зборы з утулкай.
2. Праверце тэхнічны стан клапанаў.
Праверце кут завострывання працоўнай фаскі галоўкі клапана.
Праверце паверхню клапана на наяўнасць падвышанага зносу. Пры выяўленні якіх-небудзь дэфектаў, заменіце клапан новым.
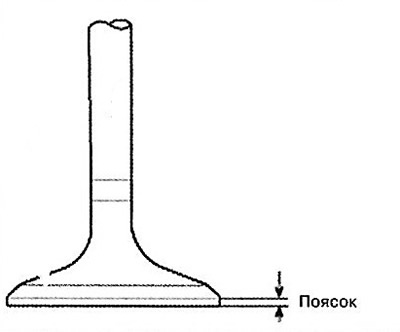
Праверце таўшчыню паяска галоўкі клапана. Калі таўшчыня паяска галоўкі клапана меней лімітава дапушчальнай, неабходна замяніць клапан новым.
Заўвага: Стандартная велічыня таўшчыні паяска: 1.02 (впускны), 1.09 (выпускны).
Вымерайце агульную даўжыню клапана.
Заўвага:
- Стандартная велічыня даўжыні клапана: 113.18 мм (впускны), 105.84 мм (выпускны).
- Лімітава-дапушчальная велічыня даўжыні клапана: 112.93 мм (впускны), 105.59 мм (выпускны).
3. Праверце тэхнічны стан сёдлаў клапанаў.
Праверце, каб клапан прылягаў да сядла шчыльна, па ўсёй яго акружнасці. Пры неабходнасці, заменіце сядла клапанаў,
Перад аднаўленнем сёдлаў клапанаў, неабходна праверыць тэхнічны стан накіроўвалых утулак клапанаў. Пры выяўленні якіх-небудзь дэфектаў, неабходна замяніць утулку, а затым праводзіць аднаўленне сядла. Таўшчыня працоўнай паверхні кантакту сядла з клапанам павінна адпавядаць стандартнаму значэнню.
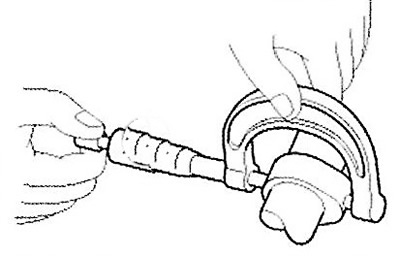
4. Праверце тэхнічны стан затамкавых спружын.
Выкарыстоўваючы сталёвы кутнік, вымерайце велічыню адхіленні ад вертыкальнай восі спружыны.
Заўвага:
- Дапушчальная велічыня адхіленні ад вертыкальнай восі: 1.5°.
- Лімітава-дапушчальная велічыня адхіленні: 3°.
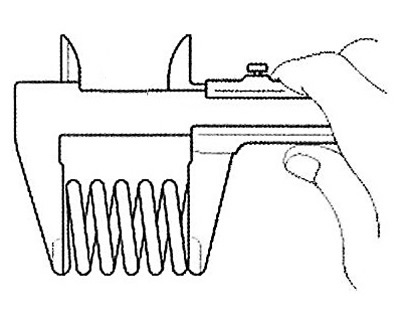
Выкарыстоўваючы штангенцыркуль, вымерайце даўжыню спружыны ў свабодным стане.
Заўвага: Стандартная велічыня даўжыні спружыны: 47.44 мм.
Нататка: Калі даўжыня спружыны ў вольным стане не адпавядае стандартнай велічыні, неабходна замяніць спружыну новай.
5. Выкарыстоўваючы мікраметр, вымерайце знешні дыяметр штурхача.
Заўвага: Стандартнае значэнне: 31.964 - 31.980 мм.
6. Выкарыстоўваючы цыркуль, вымерайце ўнутраны дыяметр адтуліны пад штурхач у галоўцы блока цыліндраў.
Заўвага: Унутраны дыяметр адтуліны: 32.000 - 32.025 мм.
7. Адніміце са значэння ўнутранага дыяметра пад штурхач значэнне вымярэння знешняга дыяметра, каб вызначыць зазор.
Заўвага:
- Стандартнае значэнне: 0.020 – 0.061 мм.
- Лімітавае значэнне: 0.07 мм.
Размеркавальны вал
1. Выкарыстоўваючы мікраметр, вымерайце вышыню кулачкоў размеркавальнага вала.
Заўвага: Стандартная велічыня вышыні кулачкоў: 44.10 - 44.30 мм (впускны), 44.90 - 45.10 мм (выпускны).
Заўвага: Калі вышыня кулачка размеркавальнага вала менш, чым мінімальна дапушчальная, неабходна замяніць размеркавальны вал у зборы.
2. Праверце зазор у падшыпніках размеркавальнага вала.
Ачысціце і прамыйце вечкі падшыпнікаў і шыйкі размеркавальнага вала.
Усталюеце размеркавальныя валы ў галоўку блока цыліндраў.
Абкладзеце на шыйкі размеркавальнага вала спецыяльныя пластыкавыя калібры, як паказана на малюнку.
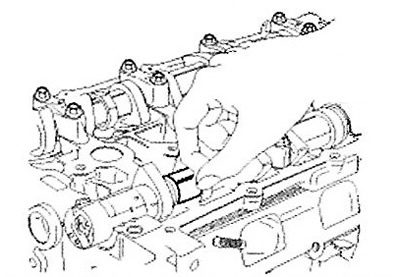
Усталюеце вечкі падшыпнікаў размеркавальнага вала.
Увага. Не пракручвайце размеркавальны вал.
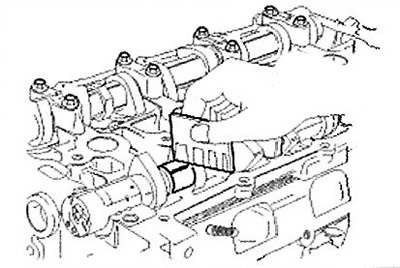
Зніміце вечкі падшыпнікаў размеркавальнага вала.
Вымерайце таўшчыню пластыкавага калібру (да набору пластыкавага калібра прыкладаецца шкала). З гэтага, вызначыце велічыню зазору ў падшыпніках.
Заўвага:
- Стандартная велічыня зазору ўкладыша №1: 0.022 - 0.057 мм, №2, 3, 4, 5: 0.045 - 0.082 (упуск), №1: 0 -0.032 мм, №2,3,4,5: 0.045 - 0.082 (выпуск).
- Лімітава дапушчальная: №1: 0.09 мм, №2,3,4,5: 0.12 мм (упуск); 0,12 (выпуск).
Заўвага: Калі зазор у падшыпніках перавышае дапушчальную мяжу, неабходна замяніць размеркавальны вал. Пры неабходнасці, заменіце вечкі падшыпнікаў або галоўку блока цыліндраў у зборы.
Выдаліце цалкам пластыкавыя калібры.
Зніміце размеркавальныя валы.
3. Вымерайце восевы зазор размеркавальнага вала.
Усталюеце размеркавальныя валы.
Выкарыстоўваючы індыкатар гадзіннікавага тыпу, вымерайце восевы зазор, перамяшчаючы размеркавальны вал наперад/назад.
Заўвага:
- Стандартная велічыня восевага зазору размеркавальнага вала: 0.04~0.16 мм.
- Лімітава дапушчальная велічыня: 0,20 мм.
Калі восевы зазор перавышае лімітава дапушчальную велічыню, неабходна замяніць размеркавальны вал. Пры неабходнасці, заменіце вечкі падшыпнікаў размеркавальнага вала і галоўку блока цыліндраў у зборы.
Зніміце размеркавальныя валы.
Падшыпнік выпускнога размеркавальнага вала
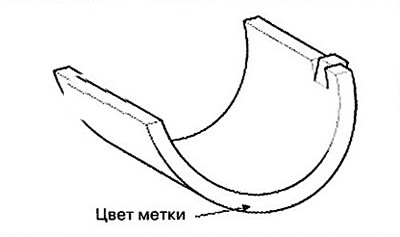
1. Праверце метку адтуліны галоўкі блока цыліндраў.
Размяшчэнне пазнакі:

2. Абярыце клас падшыпніка такі, як і галоўкі блока цыліндраў як паказана ў табліцы.
Размяшчэнне пазнакі:
 | 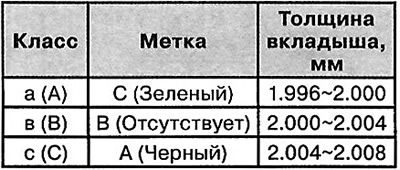 |
Заўвага: Алейны зазор: 0 - 0.032 мм.
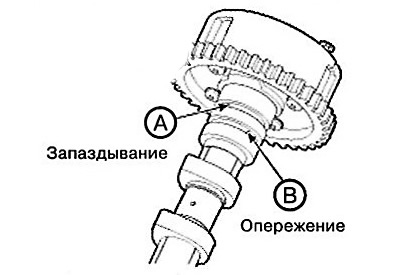
Механізм змены фаз газаразмеркавання ў зборы (фазаўтваральнік)
1. Праверце тэхнічны стан механізма змянення фаз газаразмеркавання ў зборы.
Праверце і пераканайцеся ў тым, што механізм не круціцца.
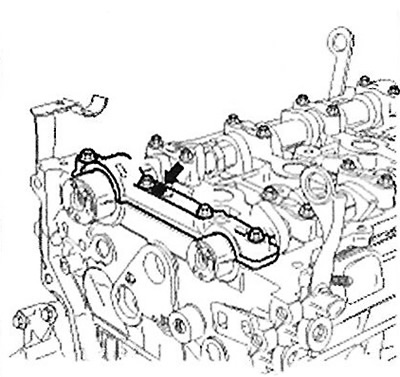
Абматайце вінілавай стужкай усе часткі механізму, акрамя адной, паказанай на малюнку ніжэй.

Упуск
Выпуск
Абматайце спецыяльны паветраны пісталет, затым падвядзіце ціск 150 кпа да адтуліны на размеркавальным вале (пры выкананні дадзенай аперацыі, выміце стопорный палец).
Заўвага: Пасля распырсквання маторнага алею, працярыце паверхні рыззём.
Падчас выканання вышэй апісанай аперацыі, правярніце намаганнем рукі фазаўтваральнік у зборы ў бок апярэджання (напрамак паказаны на малюнку стрэлкай). Пры падводзе сціснутага паветра перасоўванне фазаўтваральніка ў бок апярэджання павінна вырабляцца без высілка, ад рукі, акрамя становішча пры дасягненні стопорного пальца максімальнага адхіленні ў бок спазнення.
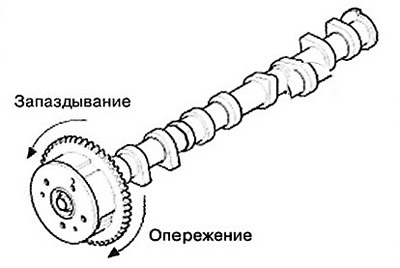
Пасля гэтага, правярніце фазараўтваральнік назад. Праверце плыўнасць яго перасоўвання, выняткоўвалае заяданне.
Заўвага: Дыяпазон перамяшчэння фазаўтваральніка складае 22,5° (упуск), 20° (выпуск).
Праверніце фазараўтваральнік у зборы ад высілка рукі і зафіксуйце яго ў лімітавым становішчы запазнення.