Kontrola vôle hlavného ložiska
1. Odstráňte veko hlavného ložiska a spodné ložisko.
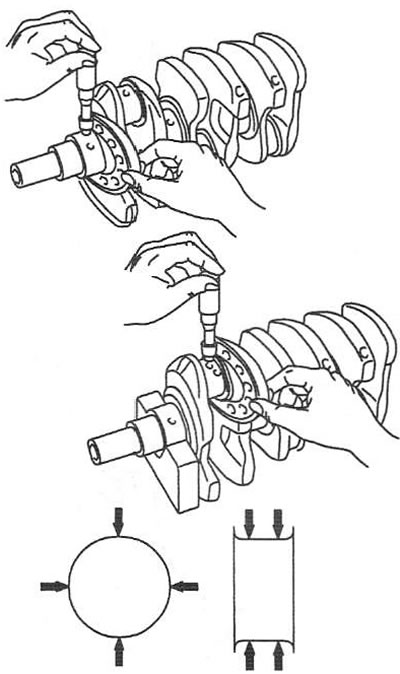
2. Vyčistite ložisko a hlavný čap kľukového hriadeľa.
3. Na každý hlavný čap kľukového hriadeľa položte kúsok plastovej mierky.
4. Nainštalujte kryty ložísk a utiahnite upevňovacie skrutky. Uťahovací moment: 54-59 Nm.
Poznámka: Neotáčajte kľukovým hriadeľom.
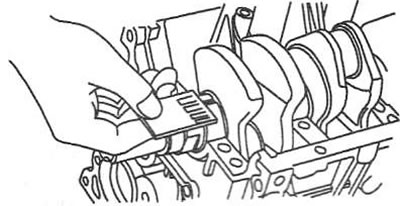
5. Odstráňte kryt a spodnú panvu ložiska.
6. Pomocou kontrolnej stupnice zmerajte šírku sploštenej časti meradla v jej najširšom bode. Menovitá vôľa: 0,022-0,040 mm.
7. Ak vôľa prekročí maximálnu povolenú hodnotu, vymeňte panvu hlavného ložiska za novú s rovnakým označením a zopakujte kontrolu.
Pozor: Opracovanie vložiek alebo krytu nie je povolené.
8. Ak vôľa v nových ložiskách stále nezodpovedá požadovanej hodnote, vyberte väčšiu alebo menšiu vložku (v súlade s označením) a znova skontrolujte.
Poznámka: ak sa výberom ložísk nedosiahne požadovaná vôľa, vymeňte kľukový hriadeľ.
Označenie ložísk kľukového hriadeľa
Poznámka: Písmenové označenia všetkých piatich ložísk kľukového hriadeľa sú vyrazené na spodnej časti bloku valcov.
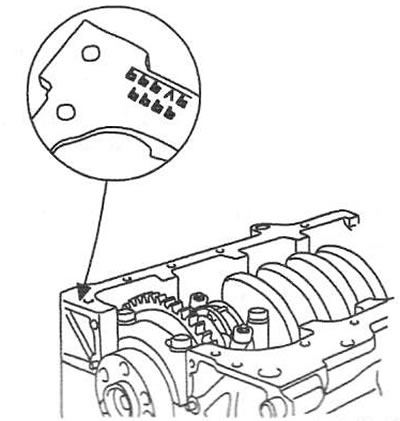
| Označenie | Vnútorný priemer, mm |
| A | 54,000-54,006 |
| b | 54,006-54,012 |
| s | 54,012-54,018 |
Označenie čapu kľukového hriadeľa
| Označenie | Priemer hrdla, mm |
| A | 49,962-49,968 |
| b | 49,956-49,962 |
| s | 49,950-49,956 |
Poznámka: Všetkých päť čapov kľukového hriadeľa je označených na protizávaží predného kľukového hriadeľa.
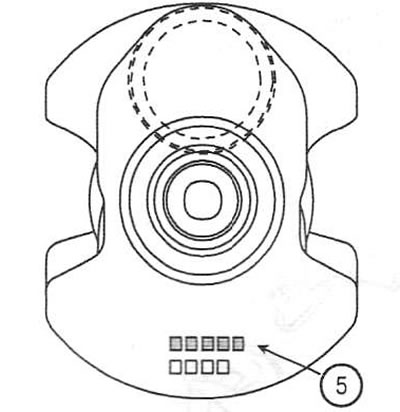
5. Písmenové označenie veľkostnej skupiny hlavných časopisov
Označenie hlavného ložiska
| Trieda | Farebné kódovanie | Hrúbka vložky, mm | |
| №1,2,4,5 | №3 | ||
| AA | Modrá | 2,014-2,017 | 2,011-2,014 |
| A | čierna | 2,011-2,014 | 2,008-2,011 |
| IN | - | 2,008-2,011 | 2,005-2,008 |
| S | zelená | 2,005-2,008 | 2,002-2,005 |
| D | žltá | 2,002-2,005 | 1,999-2,002 |
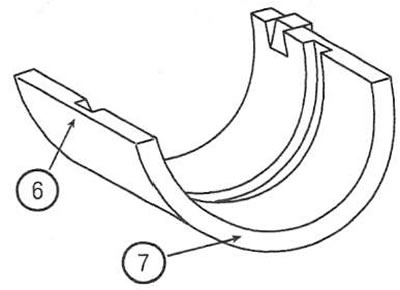
6. Písmenové označenie vložky
7. Farebná značka
Tabuľka výberu pre hlavné ložiskové panvy

Kontrola axiálneho chodu kľukového hriadeľa
9. Pomocou indikátora zmerajte axiálny nábeh kľukového hriadeľa pohybom tam a späť pomocou skrutkovača. Nominálna hodnota: 0,05-0,175 mm. Hraničná hodnota: 0,2 mm.
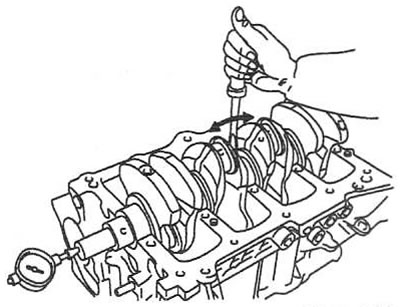
10. Ak je nameraná hodnota väčšia ako limit, vymeňte axiálne ložisko.
Kontrola geometrických parametrov
11. Zmerajte priemer všetkých hlavných a ojničných čapov pomocou mikrometra.Nominálna hodnota: 49,950-49,968 mm (koreňový krčok); 44,954-44,972 mm (kľukový čap).