
Klipnjače i koljenasto vratilo
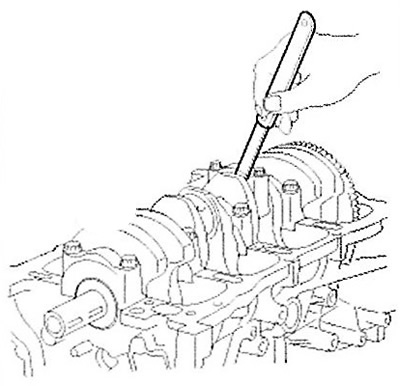
1. Provjerite aksijalni zazor šipke. Koristeći mjerač mjerača, izmjerite krajnji zazor pomicanjem klipnjače naprijed/nazad.
Bilješka:
- Standardni razmak: 0,1 - 0,25 mm.
- Najveća dopuštena vrijednost: 0,35 mm.
Bilješka:
- Ako aksijalni zazor klipnjače prelazi najveću dopuštenu vrijednost, potrebno ju je zamijeniti novom.
- Ako nakon ugradnje nove klipnjače aksijalni zazor premašuje najveću dopuštenu vrijednost, potrebno je zamijeniti sklop radilice.
2. Izmjerite zazor u ležajevima klipnjače.
Stavite oznake za poravnanje na klipnjaču i poklopac klipnjače za ispravnu ugradnju.
Otpustite dva vijka poklopca klipnjače.
Uklonite poklopac klipnjače zajedno s ljuskom ležaja.
Očistite i operite ležaj i rukavac klipnjače koljenastog vratila.
Postavite poseban plastični mjerač na osovinu radilice duž osi radilice.
Ugradite poklopac klipnjače i zategnite vijke zakretnim momentom (17,7 - 21,6 Nm) + zategnuti za 88-92°.
Pažnja. Ne okrećite radilicu.
Odvrnite pričvrsne vijke i uklonite poklopac šipke.
Izmjerite debljinu plastičnog mjerača (vaga priložena uz komplet).
Napomena: Standardni zazor u ležajevima je 0,031-0,045 mm.
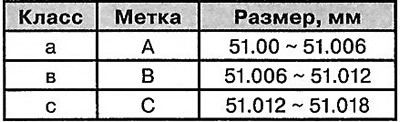
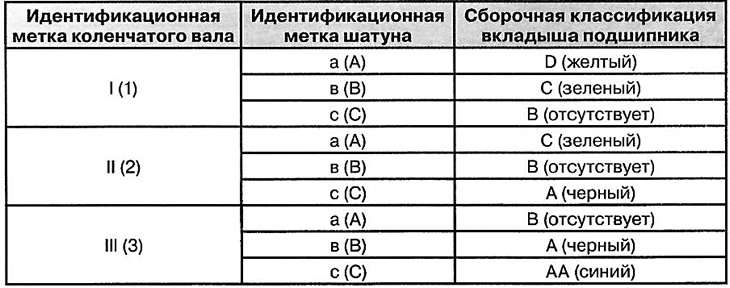
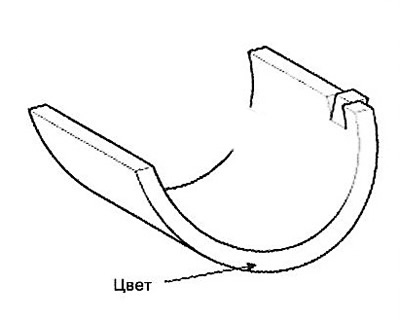
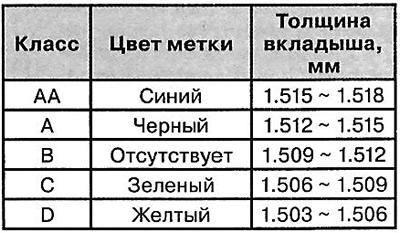
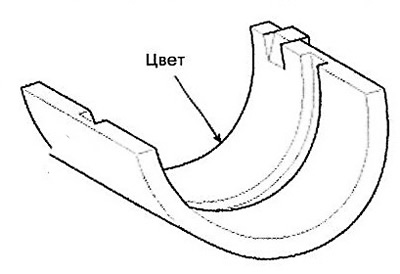
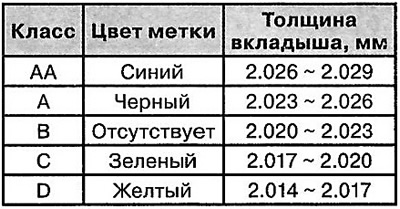
Ako je plastični mjerač preširok ili pretanak nakon uklanjanja, uklonite gornju čahuru i postavite novu. Zatim ponovite mjerenje zazora ležaja. Umetak je potrebno odabrati prema boji oznake (pogledajte tablicu u nastavku).
Pažnja. Nemojte umetati podlošku niti grebati površinu čahure za podešavanje zazora.
Ako je zazor ležaja još uvijek prevelik ili premalen, postavite sljedeću čahuru i ponovite mjerenje.
Napomena: Ako nije moguće podesiti zazor u ležajevima odabirom košuljica, potrebno je zamijeniti sklop radilice i ponoviti podešavanje.
Pažnja.
- Ako se identifikacijska oznaka ne vidi na umetku zbog čađe, potrebno ga je oprati u otapalu. Nemojte čistiti umetak strugačem ili žičanom četkom.
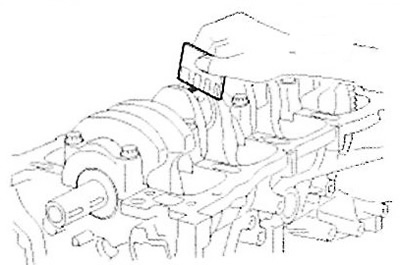
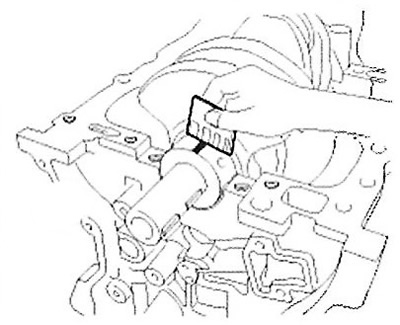
- Mjesto identifikacijske oznake klipnjače prikazano je dolje.
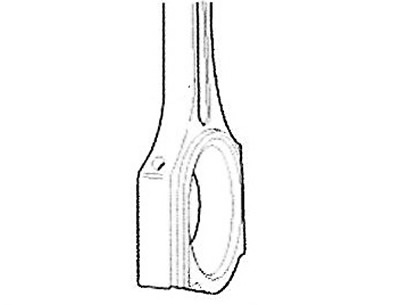
Dimenzije klipnjače
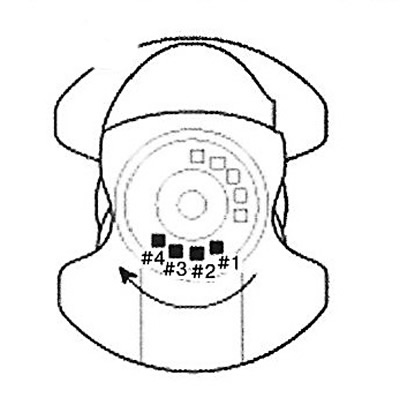
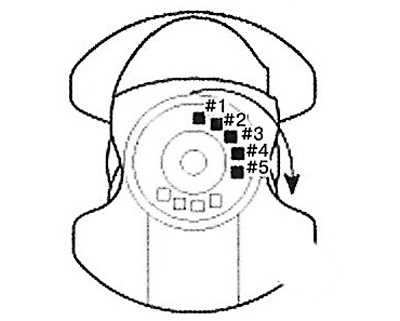
Položaj identifikacijske oznake radilice.
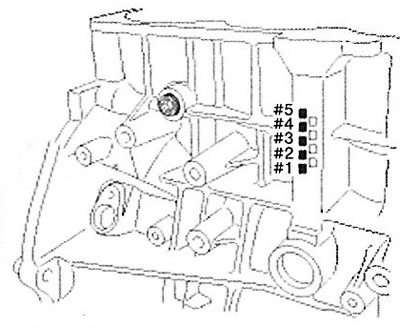
Napomena: Pročitajte redoslijed naljepnica prema strelici na donjoj slici.
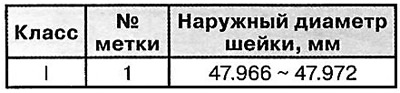
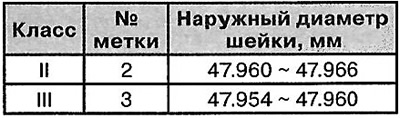
Dimenzije koljenastog vratila
Umetni odabir
3. Izmjerite zazor u ležajevima radilice. Za ovo:
Odvrnite pričvrsne vijke i uklonite poklopce radikalnih nosača zajedno s labavim dijelovima ležajeva.
Očistite sve glavne ležajeve i školjke ležajeva.
Položite poseban plastični mjerač na svaki glavni rukavac radilice.
Ugradite sve poklopce glavnih ležajeva i zatezne vijke na 14,7 Nm+ (27,5-31,4 Nm) + zategnite za 120-125°.
Pažnja. Ne okrećite radilicu.
Ponovno uklonite poklopac i ležaj, izmjerite debljinu plastičnog mjerača (vaga priložena uz komplet).
Napomena: Standardna vrijednost: 0,020 - 0,038 mm.
Položaj identifikacijskih oznaka na ljusci ležaja klipnjače
Unesite dimenzije
 |  |
Ako je mjerna vrijednost prevelika ili mala, uklonite gornju školjku ležaja, postavite novu, odaberite ležaj prema boji oznake, ponovno provjerite zazor.
Pažnja. Nemojte brusiti ili grebati ležajeve ili poklopce za podešavanje zazora.
Ako mjerač pokazuje da zazor još uvijek nije standardan, pokušajte ugraditi veći ili manji ležaj i ponovno provjerite zazor.
Napomena: Ako nije moguće podesiti zazor u ležajevima odabirom košuljica, potrebno je zamijeniti sklop radilice i ponoviti podešavanje.
Pažnja. Ako se identifikacijska oznaka ne vidi na umetku zbog čađe, potrebno ga je oprati u otapalu. Nemojte čistiti umetak strugačem ili žičanom četkom.
Bilješka:
- Prilikom ugradnje pazite da broj označen na klipnjači i njezinom poklopcu odgovara broju cilindra. Prilikom postavljanja nove klipnjače, pazite da jezičci za pričvršćivanje čahure odgovaraju utorima na čahuri.
- Zamijenite sklop klipnjače ako je njegova bočna površina oštećena. Također, zamijenite klipnjaču s povećanim trošenjem njegovih radnih dijelova.
Pomoću posebne opreme izmjerite savijanje i uvijanje klipnjače. Izdavačka kuća «Monolith»
Bilješka:
- Dopušteni iznos savijanja klipnjače: 0,05 mm/100 mm ili manje.
- Dopuštena količina uvijanja poluge: 0,1 mm/100 mm ili manje.
- Ako su dopuštene vrijednosti savijanja i uvijanja prekoračene, sklop klipnjače mora se zamijeniti.
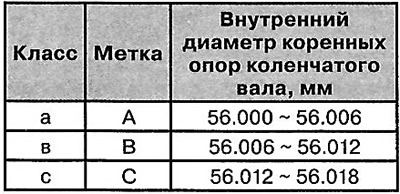
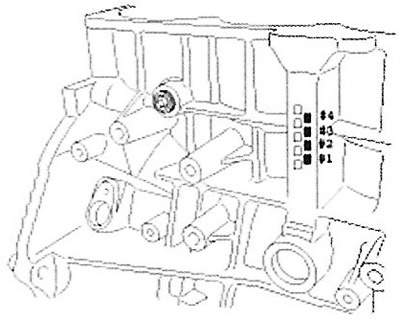
- Položaj oznaka koje karakteriziraju unutarnji promjer glavnih ležajeva koljenastog vratila.
Blok motora
Položaj oznaka na radilici
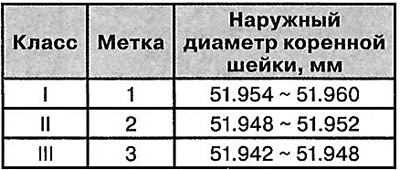
Dimenzije koljenastog vratila (autohtoni vratovi)
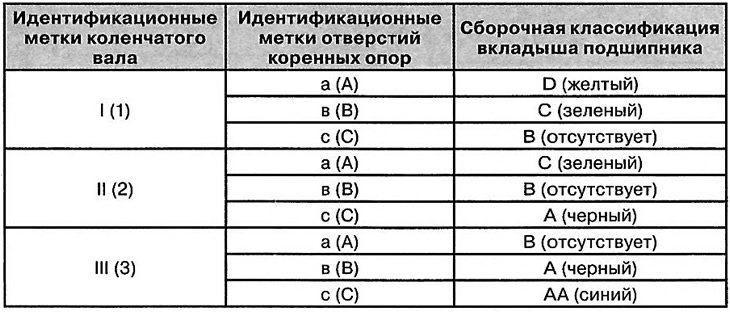
Izbor košuljica glavnih ležajeva
Provjerite zračnost radilice. Pomoću mjerača s brojčanikom izmjerite krajnji zazor koljenastog vratila pomičući ga naprijed/nazad pomoću odvijača.
Napomena: Standardni aksijalni razmak: 0,07 - 0,25 mm.
Najveća dopuštena vrijednost: 0,30 mm.
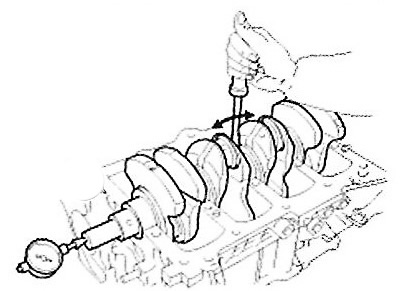
Ako aksijalni zazor premašuje dopuštenu granicu, moraju se zamijeniti potisni ležajevi.
Bilješka:
- Debljina aksijalnih ležajeva: 1,925-1,965 mm.
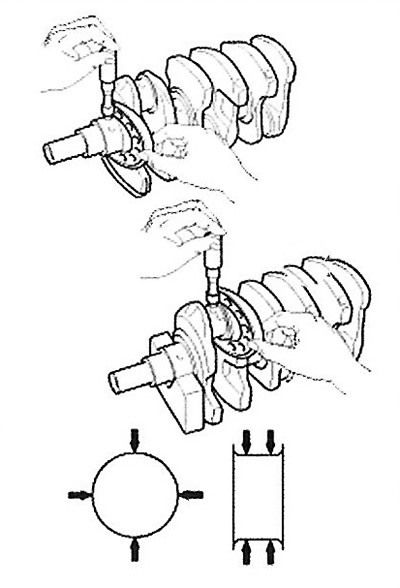
- Pomoću mikrometra izmjerite vanjski promjer glavnog rukavca radilice i klipnjače.
Položaj identifikacijskih oznaka na čahuri glavnog ležaja
Dimenzije glavnih ležajeva
Bilješka:
- Promjer glavnih rukavaca koljenastog vratila: 51,942-51,960 mm.
- Promjer rukavaca klipnjače koljenastog vratila: 47,954-47,972 mm.
Mjerite u dvije međusobno okomite ravnine, kao što je prikazano na slici.
Blok motora
1. Uklonite ostatke brtvila s površine konektora glave cilindra pomoću strugala.
2. Pomoću meke četke i otapala očistite blok cilindra,
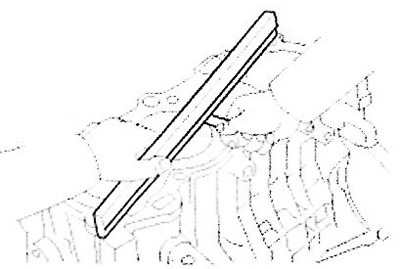
3. Pomoću posebnog ravnala i seta sondi izmjerite neravninu površine konektora glave cilindra.
Napomena: Standardna vrijednost neravnine: manje od 0,05 mm.
4. Vizualno provjerite ima li na ogledalu cilindra dubokih ogrebotina i neravnina. Ako se pronađu nedostaci, zamijenite sklop bloka cilindra.
5. Pomoću mjerača provrta izmjerite unutarnji promjer cilindara u dvije okomite ravnine na tri mjesta.
Bilješka:
Standardna vrijednost unutarnjeg promjera:
- 2,0 l: 86,00-86,03 mm.
- 2,4 l: 88,00-88,03 mm.
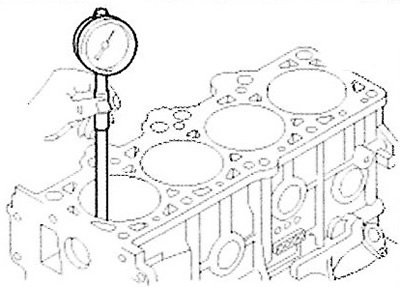
Napomena: Mjesto mjerenja (od dna bloka cilindra): 110,7 mm/160 mm/210 mm.
6. Provjerite kod veličine cilindra na dnu bloka cilindra.

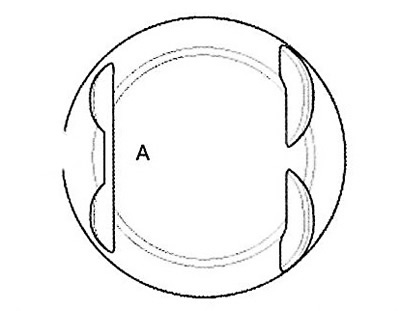
7. Provjerite kod veličine klipa (A), na njegovom dnu (naznačeno na slici).

8. Podignite klip u odnosu na unutarnji promjer bloka cilindara. Zazor između klipa i cilindra treba biti 0,015 -0,035 mm.
Klipovi i klipni prstenovi
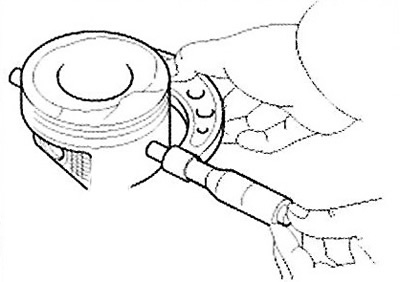
1. Očistite klipne prstenove.
Pomoću posebnog strugala uklonite naslage ugljika s površine prstenova.
Pomoću posebnog alata ili slomljenog prstena očistite utore prstena na klipu.
Koristeći otapalo i četku, isperite i očistite klip.
Napomena: Prilikom čišćenja ne koristite četku s metalnom dlakom.
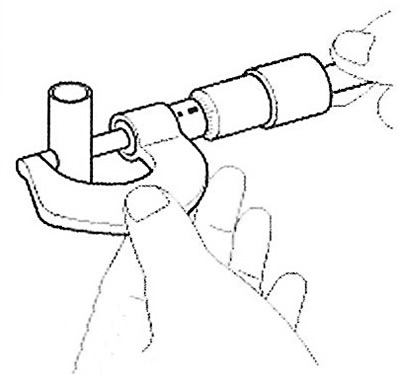
2. Mikrometrom izmjerite vanjski promjer klipa u ravnini poprečne osi osovinice klipa i na udaljenosti od dna od 14 mm, kao što je prikazano na slici.
Bilješka:
Standardni promjer klipa:
- 2,0 l: 85,975-86,005 mm.
- 2,4 l: 87,975-88,005 mm.
3. Razlika između vanjskog promjera klipa i unutarnjeg promjera cilindra je zazor.
Napomena: Standardna vrijednost: 0,015-0,035 mm.
4. Izmjerite bočni zazor klipnih prstenova.
Pomoću mjerača izmjerite razmak između novih klipnih prstenova i izreza klipa.
Bilješka:
- Standardni bočni razmak: 0,05-0,08 mm (kompresija №1), 0,04 - 0,08 mm (kompresija №2) i 0,06 - 0,15 mm (strugač ulja).
- Maksimalni dopušteni bočni razmak: 0,1 mm (kompresija №1), 0,1 mm (kompresija №2) i 0,2 mm (strugač ulja).
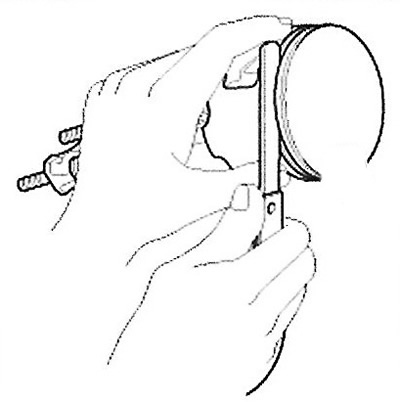
Napomena: Ako zazor klipnog prstena premašuje dopuštenu vrijednost, sklop klipa mora se zamijeniti.
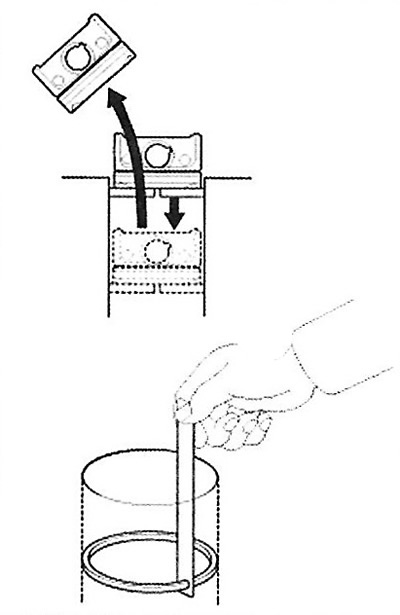
5. Provjerite zazor u bravama klipnih prstenova. Za ovo:
Ugradite klipni prsten u cilindar. Zatim pomaknite prsten unutar cilindra pomoću klipa kao što je prikazano. Izmjerite razmak u bravi pomoću seta mjerača. Ako razmak u bravi prelazi dopuštenu granicu, potrebno je zamijeniti prsten novim. Ako je razmak u bravi prevelik, potrebno je izmjeriti unutarnji promjer cilindra. Ako promjer cilindra prelazi dopuštene granice, potrebno je zamijeniti sklop bloka cilindra.
Bilješka:
- Standardni razmak u bravi prstena: 0,15-0,30 mm (kompresija №1), 0,37-0,52 mm (kompresija №2), 0,20-0,70 mm (strugač ulja).
- Najveće dopuštene vrijednosti: 0,6 mm (kompresija №1), 0,7 mm (kompresija №2), 0,8 mm (strugač ulja).
Osovinice klipa
1. Pomoću mikrometra izmjerite vanjski promjer osovinice klipa.
Napomena: Standardna vrijednost: 21,001 - 21,006 mm.
2. Izmjerite zazor između osovinice klipa i provrta u klipu.
Bilješka. Standardni razmak: 0,013-0,023.
3. Izmjerite razliku između vanjskog promjera osovinice klipa i unutarnjeg promjera čahure klipnjače.
Napomena: Standardna vrijednost: 0,016 - 0,032 mm.