
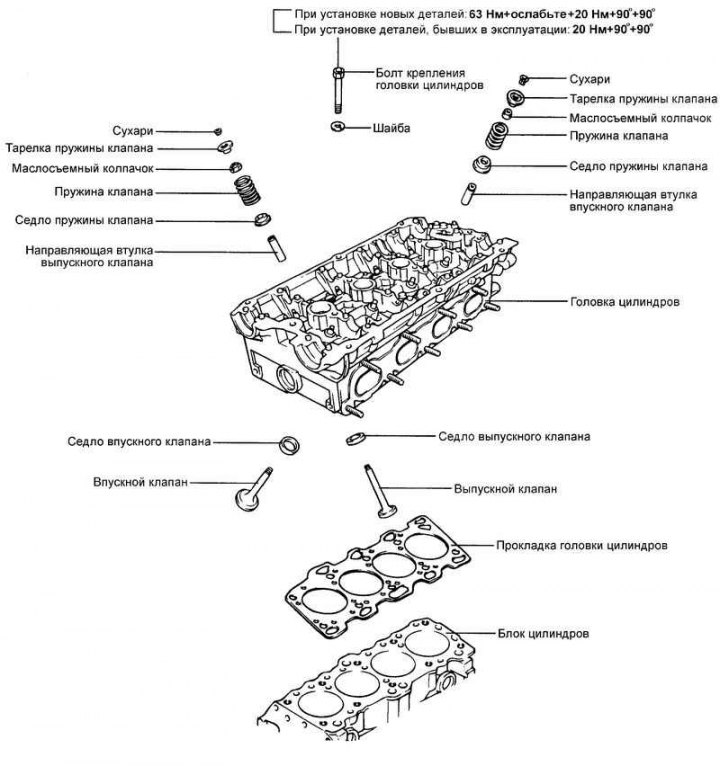
Мал. 2.122. Галоўка цыліндраў і клапаны
Разборка
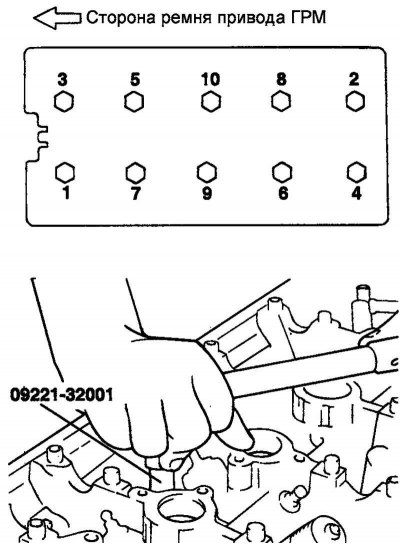
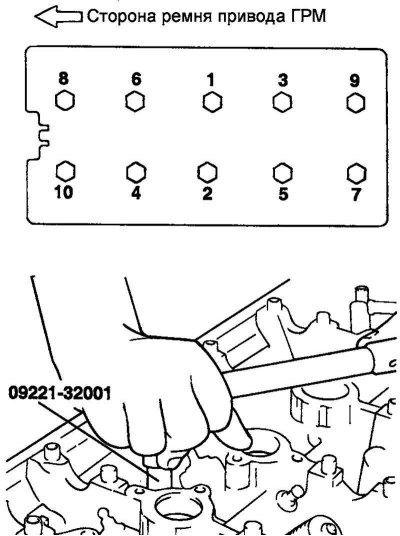
Мал. 2.123. Парадак адварочвання нітаў мацавання галоўкі блока цыліндраў
З дапамогай спецыяльнага інструмента (ключ 09221-32001) адкруціце балты мацавання галоўкі цыліндраў у парадку, паказаным на малюнку 2.123.
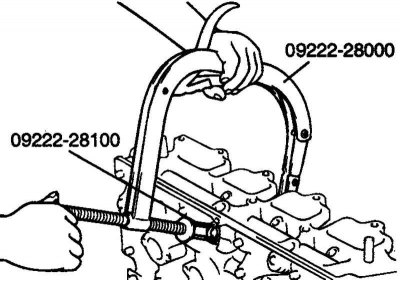
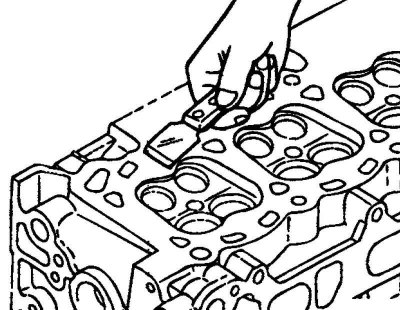
Мал. 2.124. Выманне сухароў
З дапамогай спецыяльнага інструмента (прынада для сціску затамкавых спружын 09222-28000 і перахаднік 09222-28100) сцісніце спружыну і выміце сухары. Зніміце талерку спружыны клапана, спружыну клапана, сядло спружыны клапана і клапан (мал. 2.124).
Заўвага. Захоўвайце дэталі для кожнага з клапанаў асобна камплектам, каб не пераблытаць іх пры ўстаноўцы.
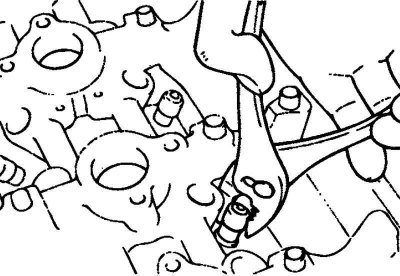
Мал. 2.125. Зняцце маслаздымных каўпачкоў
З дапамогай спецыяльнага інструмента (здымніка маслаздымных каўпачкоў 09222-29000) зніміце маслаздымныя каўпачкі (мал. 2.125).
Заўвага. Паўторная ўстаноўка маслаздымных каўпачкоў клапанаў не дапускаецца.
Праверка галоўкі блока цыліндраў
Праверце галоўку цыліндраў на адсутнасць расколін, пашкоджанняў і слядоў уцечкі астуджальнай вадкасці. Пры выяўленні расколін заменіце галоўку цыліндраў.
Мал. 2.126. Ачыстка паверхні галоўкі блока цыліндраў
Цалкам ачысціце галоўку цыліндраў ад шумавіння, нагару і рэштак старога герметыка і пракладкі. Ачысціце каналы для праходу алею, прадуйце іх сціснутым паветрам (мал. 2.126).
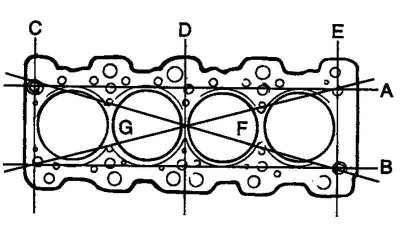
Мал. 2.127. Схема праверкі плоскаснасці прывалачнай паверхні галоўкі блока цыліндраў
Праверце няплоскаснасць прывалачнай паверхні галоўкі цыліндраў у напрамках, паказаных на малюнку. Калі няплоскаснасць перавышае гранічна дапушчальнае значэнне ў якім-небудзь кірунку, то альбо заменіце галоўку цыліндраў, альбо перашліфуйце прывалачную паверхню галоўкі цыліндраў (мал. 2.127).
Значэнні няплоскасныя прывалачнай паверхні галоўкі цыліндраў прыведзены ніжэй.
Намінальнае значэнне: менш за 0,03 мм.
Лімітава дапушчальнае значэнне: 0,2 мм.
Праверка клапанаў
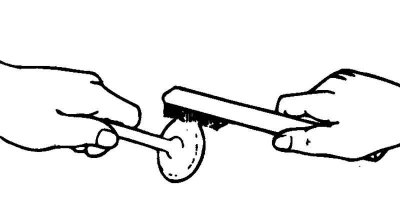
Мал. 2.128. Ачыстка клапана
З дапамогай драцяной шчоткі старанна ачысціце клапан (мал. 2.128).
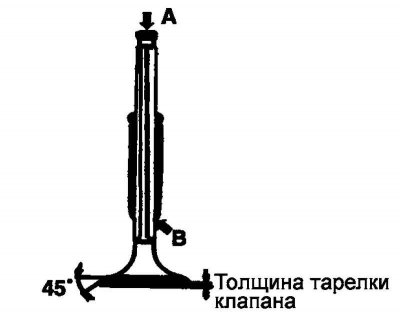
Мал. 2.129. Схема праверкі клапана
Праверце кожны клапан на адсутнасць зносу, пашкоджанняў і дэфармацыі талеркі і зоны «B» стрыжня клапана. Заменіце клапан пры неабходнасці. Калі на тарцы «A» стрыжня клапана ўтварыліся ўвагнутасці ці прысутнічае значны знос, то пры неабходнасці апрацуйце тарэц стрыжня клапана. Таўшчыня які здымаецца пласта пры механічнай апрацоўцы тарца стрыжня клапана павінна быць мінімальнай. Акрамя таго, апрацуйце працоўную фаску сядла клапана (мал. 2.129).
Заменіце клапан, калі таўшчыня яго талеркі меншая за гранічна дапушчальнае значэнне.
Намінальнае значэнне таўшчыні талеркі клапана:
- впускной клапан - 1,0 мм;
- выпускны клапан - 1,5 мм.
Лімітава дапушчальнае значэнне:
- впускной клапан - 0,7 мм;
- выпускны клапан - 1,0 мм.
Праверка спружын клапанаў
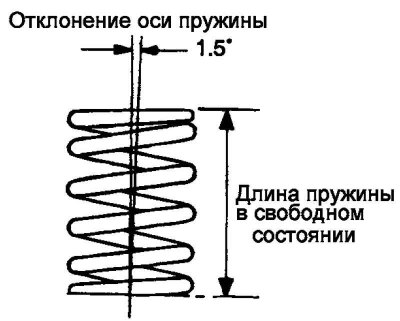
Мал. 2.130. Схема праверкі спружыны клапана
Праверце даўжыню спружыны клапана ў вольным стане. Калі даўжыня спружыны менш гранічна дапушчальнага значэння, заменіце спружыну клапана (мал. 2.130).
З дапамогай кутніка праверце адхіленне восі спружыны ад перпендыкуляра да апорнай паверхні (неперпендыкулярнасць). Калі неперпендыкулярнасць большая за гранічна дапушчальнае значэнне, заменіце спружыну клапана.
Намінальныя значэнні вымярэнняў спружыны клапана прыведзены ніжэй.
Даўжыня спружыны ў вольным стане: 45,82 мм.
Даўжыня спружыны пад нагрузкай 25,3 кг: 40,00 мм.
Адхіленне восі спружыны (неперпендыкулярнасць): 1,5°або менш.
Лімітава дапушчальныя значэнні вымярэнняў спружыны клапана прыведзены ніжэй.
Даўжыня спружыны ў вольным стане: 44,82 мм.
Адхіленне восі спружыны (неперпендыкулярнасць): 4°.
Праверка накіроўвалых клапанаў

Мал. 2.131. Схема праверкі накіроўвалай клапана
Праверце зазор паміж накіроўвалай і стрыжнем клапана (у некалькіх кропках па даўжыні). Калі зазор больш лімітава дапушчальнага значэння, заменіце накіроўвалую клапана (мал. 2.131).
Значэнні зазораў паміж накіроўвалай і стрыжнем клапана прыведзены ніжэй.
Намінальнае значэнне:
- впускной клапан - 0,020-0,047 мм;
- выпускны клапан - 0,050-0,085 мм.
Лімітава дапушчальнае значэнне:
- впускной клапан - 0,10 мм;
- выпускны клапан - 0,15 мм.
Аднаўленне сядла клапана
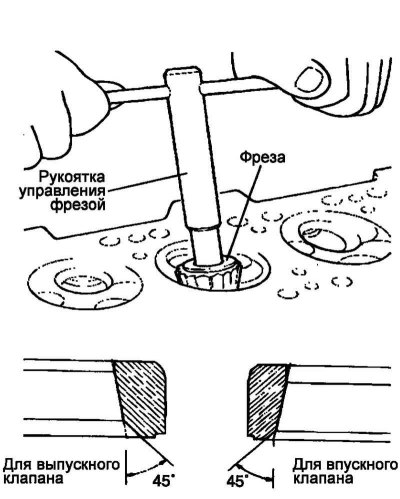
Мал. 2.132. Аднаўленне сядла клапана
Праверце сядло клапана на адсутнасць слядоў перагрэву і нераўнамернага кантакту з запорной фаскай талеркі клапана. Пры неабходнасці адновіце ці заменіце сядло клапана. Перад аднаўленнем сядла клапана праверце накіравальную ўтулку клапана на адсутнасць зносу. Калі накіравальная ўтулка зношаная, спачатку заменіце яе, а затым адновіце сядло клапана. Аднаўленне сядла клапана вырабляецца адмысловай прыладай (фрэзамі ці на станочным абсталяванні). Шырыня запорной фаскі сядла клапана павінна адпавядаць намінальным значэнням і пляма кантакту павінна быць размешчана раўнамерна па цэнтры працоўнай фаскі талеркі клапана. Пасля аднаўлення сядла клапан і сядло павінны быць прыцёрты з выкарыстаннем притирочной пасты (мал. 2.132).
Замена сядла клапана
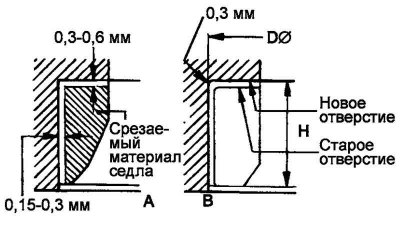
Мал. 2.133. Рэшткавая колькасць металу пры апрацоўцы заменнага сядла клапана
Выражыце сядло клапана, якое замяняецца, астаткавая колькасць металу паказана на малюнку 2.133.
Марнуйце адтуліну ў галоўцы цыліндраў для ўсталёўкі сядла клапана які адпавядае рамонтнага памеру (павялічанага дыяметра).
Нагрэйце галоўку цыліндраў да тэмпературы прыкладна 250°З і запрасуйце сядло рамонтнага памеру ў галоўку цыліндраў.
Прытрыце клапан да новага сядла з выкарыстаннем притирочной пасты.
Шырыня запорной фаскі сядла клапана: 0,9-1,3 мм.
Замена накіроўвалай клапана
Мал. 2.134. Выпрасоўка старой накіроўвалай утулкі клапана
З дапамогай спецыяльнага інструмента (апраўка для ўстаноўкі накіроўвалай утулкі 09221-22000А) выпрасуйце старую накіравальную ўтулку клапана з галоўкі цыліндраў у кірунку паверхні пад пракладку (мал. 2.134).
Марнуйце адтуліну галоўкі цыліндраў для ўсталёўкі накіроўвалай утулкі клапана які адпавядае рамонтнага памеру (павялічанага дыяметра).
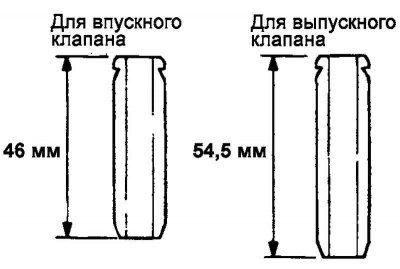
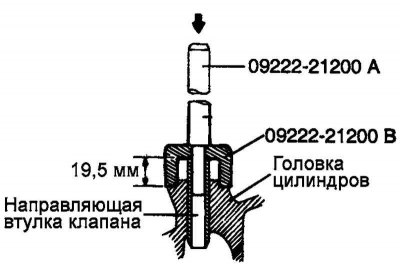
Мал. 2.135. Розніца ў даўжыні накіроўвалых утулак для впускнога і выпускнога клапанаў
З дапамогай спецыяльнага інструмента (апраўка для ўстаноўкі накіроўвалай утулкі 09221-22000В) запрасуйце новую накіроўвалую ўтулку клапана са боку пасцелі размеркавальнага вала. Звярніце ўвагу на розніцу ў даўжыні накіроўвалых утулак для впускнога і выпускнога клапанаў (мал. 2.135).
Пасля ўсталёўкі накіроўвалай утулкі клапана ўстаўце новы клапан і пераканайцеся, што зазор паміж накіроўвалай утулкай і стрыжнем клапана адпавядае намінальнага значэння.
Пасля замены накіроўвалай утулкі клапана праверце правільнасць пасадкі клапана ў сядло. Пры неабходнасці апрацуйце сядло клапана.
Зборка
Усталюйце сядла спружын клапанаў.
Заўвага. Дбайна ачысціце ўсе дэталі перад зборкай. Вырабіце маторнае масла на ўсе якія труцца і якія верцяцца дэталі.
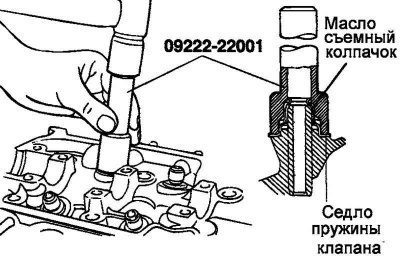
Мал. 2.136. Усталёўка маслаздымнага каўпачка
З дапамогай спецыяльнага інструмента (апраўка для ўстаноўкі маслаздымнага каўпачка 09222-22001) лёгкім ударам усталюеце маслаздымны каўпачок на месца (мал. 2.136).
Заўвага. Паўторнае выкарыстанне маслаздымных каўпачкоў не дапушчаецца.
Заўвага. Няправільная ўстаноўка маслосъемного каўпачка можа прывесці да з'яўлення ўцечак алею праз накіроўвалую ўтулку клапана.
Вышмаруйце стрыжань клапана маторным маслам. Устаўце клапан у накіроўвалую ўтулку клапана. Не ўжывайце намаганні пры праходзе стрыжня клапана праз маслосъемный каўпачок. Пасля ўсталёўкі клапана праверце плыўнасць яго перасоўвання.
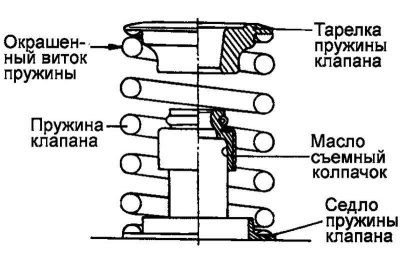
Мал. 2.137. Схема ўстаноўкі спружыны клапана
Усталюеце спружыну клапана так, каб афарбаваны віток спружыны быў размешчаны каля талеркі спружыны (уверсе), і затым усталюеце талерку спружыны клапана (мал. 2.137).
З дапамогай спецыяльнага інструмента (прынада для сціску затамкавых спружын 09222-28000 і перахаднік 09222-28100) сцісніце спружыну клапана і ўсталюеце сухары. Перад здыманнем адмысловай прылады пасля ўсталёўкі клапана праверце надзейнасць усталёўкі сухароў.
Заўвага. Пры сціску спружыны клапана сочыце за тым, каб талерка спружыны не дакраналася маслосъемного каўпачка.
Ачысціце прывалачныя плоскасці пад пракладку на галоўцы цыліндраў і блоку цыліндраў.
Праверце адпаведнасць ідэнтыфікацыйных пазнак пракладкі галоўкі цыліндраў тэхнічным дадзеным.
Усталюеце пракладку галоўкі цыліндраў на блок цыліндраў ідэнтыфікацыйнай пазнакай уверх (да галоўкі цыліндраў).
Перад усталёўкай нітаў мацавання галоўкі цыліндру вымерайце іх даўжыню.
Максімальная даўжыня ніта: 99,4 мм.
Мал. 2.138. Парадак зацягвання нітаў мацавання галоўкі блока цыліндраў
Зацягніце балты мацавання галоўкі цыліндраў намінальным момантам у парадку, паказаным на малюнку 2.138.
Момант зацяжкі з заменай дэталяў галоўкі, блока ці нітаў мацавання галоўкі): 63 Н·м + адпусціць усе балты + 20 Н·м + 90°+90°Без замены дэталяў: 20 Н·м + 90°+90°.