
Шатуни
1. Перевірте осьовий зазор між поршнем та шатуном. Використовуючи набір щупів, виміряйте осьовий зазор, переміщаючи шатун вперед/назад. Якщо осьовий проміжок шатуна перевищує стандартне значення, необхідно замінити його новим. Якщо після встановлення нового шатуна осьовий зазор перевищує стандартне значення, необхідно замінити колінчастий вал у зборі.
Стандартна величина зазору: 0,05 - 0,31 мм.
2. Виміряйте зазор у шатунних підшипниках.
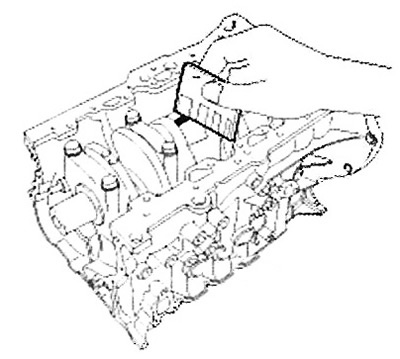
Нанесіть мітки на шатун і шатунну кришку, для правильної установки.
Викрутіть два болта кріплення шатунної кришки.
Зніміть шатунну кришку разом із нижньою вкладкою підшипника.
Очистіть та промийте вкладиш та шатунну шийку колінчастого валу.
Покладіть спеціальний пластиковий калібр на шатунну шийку вздовж осі колінчастого валу.
Встановіть шатунну кришку та затягніть болти кріплення моментом затягування 27,5 – 31,4 Нм.
Увага. Не провертайте колінчастий вал.
Відкрутіть два болта кріплення та зніміть кришку шатуна.
Виміряйте товщину пластикового калібру (шкала додається до набору).
Примітка: Стандартна величина зазору в підшипниках: 0,024 -0,052 мм.
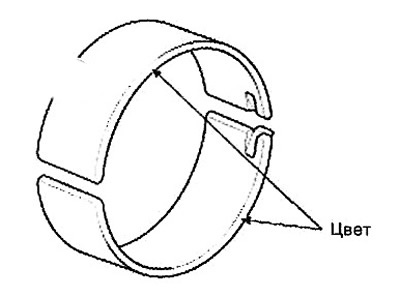
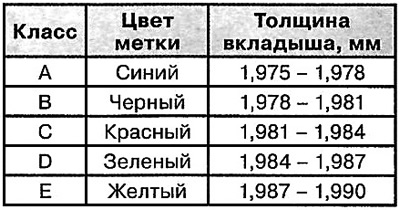
Якщо пластиковий калібр після зняття занадто широкий або занадто тонкий, необхідно витягти верхню вкладку і встановити новий. Потім повторіть вимір зазору в підшипнику. Підбирати вкладку необхідно за кольором маркування (див. таблицю нижче).
Увага. Не підкладайте шайбу та не дряпайте поверхню вкладиша для регулювання зазору.
Якщо зазор у підшипнику, як і раніше, занадто великий або малий, необхідно встановити наступний вкладиш і повторити вимір.
Примітка: Якщо підбором вкладишів зазор у підшипниках відрегулювати неможливо, необхідно замінити колінчастий вал у зборі та повторити регулювання.
Увага. Якщо на вкладці з-за нагару не видно ідентифікаційної мітки, необхідно промити його в розчиннику. Забороняється чистити вкладку скребком або металевою щіткою.
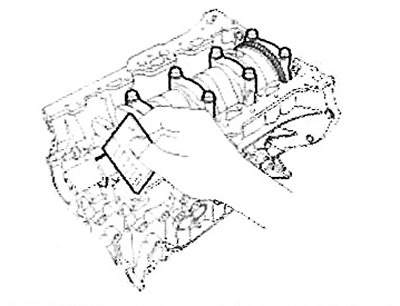
3. Нижче зазначено місце розташування ідентифікаційної мітки шатуна.
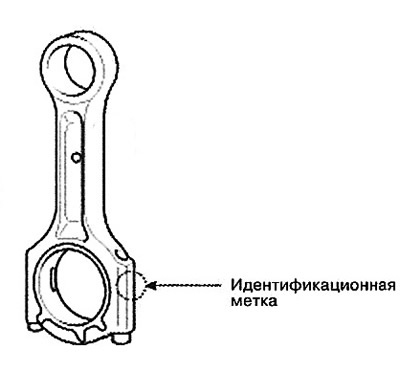
Розміри шатуну
4. Розташування ідентифікаційної мітки колінчастого валу.
Розміри колінчастого валу
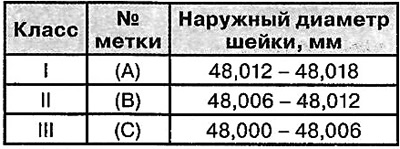
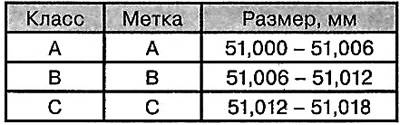
5. Розташування ідентифікаційних міток на вкладці підшипника шатуна
Розміри вкладиша

Підбір вкладок

6. Перевірте технічний стан шатунів:
Під час повторного встановлення слідкуйте за тим, щоб номери циліндрів, які були проставлені на шатуні та кришці при розбиранні, збігалися. Під час встановлення нового шатуна слідкуйте за тим, щоб виїмки для утримання підшипника на місці опинилися на одній стороні.
Якщо упорні поверхні шатуна на будь-якому кінці пошкоджені, замініть шатун. Крім того, заміна шатуна потрібна у разі зносу ступенів або сильної шорсткості поверхні внутрішнього діаметра малої головки.
За допомогою спеціального інструменту перевірте шатун на прогин та скручування. Якщо виміряне значення наближено до ремонтної межі, відновіть належний стан шатуна за допомогою преса. Будь-який сильно вигнутий чи деформований шатун підлягає заміні.
Примітка:
- Допустимий прогин шатуна: не більше 0,05 мм/100 мм.
- Допустиме скручування шатуна: не більше 0,1 мм/100 мм.
Колінчастий вал
1. Виміряйте зазор у підшипниках колінчастого валу. Для цього:
Відкрутіть болти кріплення та зніміть кришки корінних опор разом із вкладишами підшипників.
Очистіть усі корінні опори та вкладки підшипників.
Укладіть на кожну корінну шийку колінчастого валу спеціальний пластиковий калібр.
Встановіть усі кришки корінних опор та затягніть болти кріплення з моментом затягування 49,0 Нм.
Увага. Не провертайте колінчастий вал.
Знову зніміть кришку та підшипник, виміряйте товщину пластикового калібру (шкала додається до набору).
Примітка: Стандартна величина: 0,026 – 0,044 мм.
Якщо величина вимірювань занадто велика або маленька, зніміть верхній і нижній вкладки підшипника, встановіть нові, підберіть за кольором мітки підшипник, перевірте ще раз зазор.
Увага. Не шліфуйте та не дряпайте підшипники або кришки, щоб відрегулювати зазор.
Якщо пристрій показує, що зазор ще не стандартний, встановіть більший або менший підшипник і перевірте зазор знову.
Примітка: Якщо підбором вкладишів зазор у підшипниках відрегулювати неможливо, необхідно замінити колінчастий вал у зборі та повторити регулювання.
Увага. Якщо на вкладці з-за нагару не видно ідентифікаційної мітки, необхідно промити його в розчиннику. Забороняється чистити вкладку скребком або металевою щіткою.
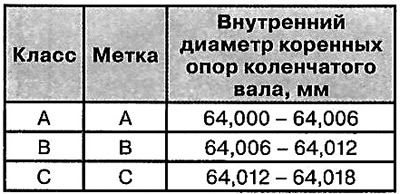
2. Розташування міток, що характеризують внутрішній діаметр корінних опор колінчастого валу.
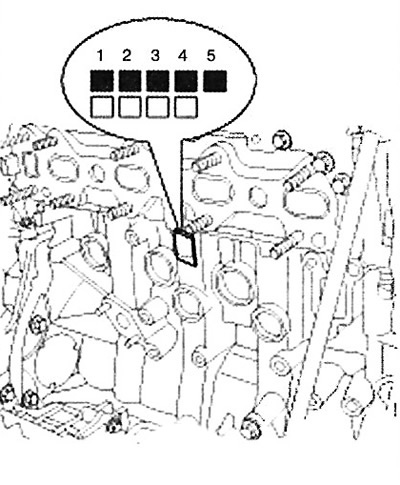
Блок циліндрів
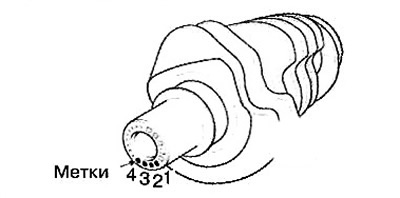
3. Розташування міток на колінчастому валу.
Примітка: Читайте порядок розташування міток згідно зі стрілкою на малюнку нижче.
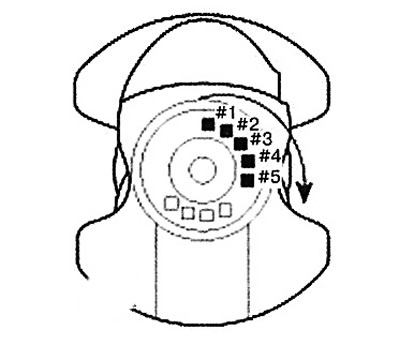
Розміри колінчастого валу (корінні шийки)
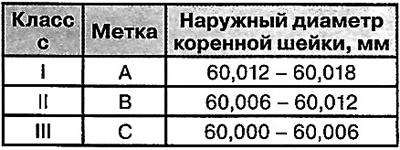
4. Розташування ідентифікаційних міток на вкладці корінної опори.
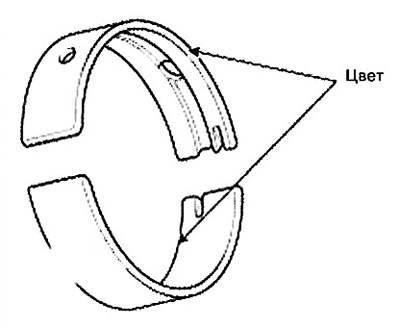
Розміри вкладишів корінних опор
Підбір вкладишів корінних опор

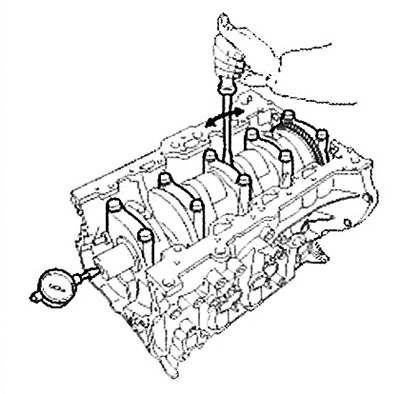
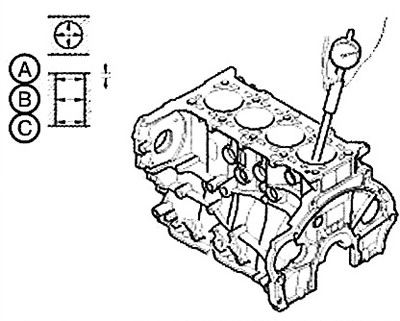
5. Перевірте осьовий зазор колінчастого валу:
Використовуючи індикатор годинного типу, виміряйте осьовий зазор колінчастого валу, переміщуючи його викруткою вперед/назад.
Примітка:
- Стандартна величина осьового зазору: 0,07 – 0,25 мм.
- Гранично допустима величина 0,30 мм.
Якщо величина осьового зазору перевищує допустиму межу, необхідно замінити завзяті підшипники.
Примітка: Товщина підшипників: 1,925 - 1,965 мм.
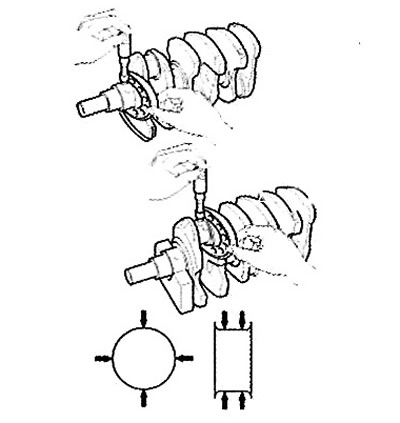
Використовуючи мікрометр, виміряйте зовнішній діаметр корінних та шатунних шийок колінчастого валу. Вимірюйте у двох взаємно перпендикулярних площинах, як показано на малюнку.
Примітка:
- Діаметр корінних шийок колінчастого валу: 60,000-60,018 мм.
- Діаметр шийок шатунних колінчастого валу: 48,000 - 48,018 мм.
Блок циліндрів
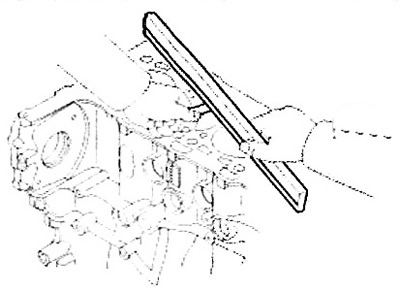
1. Видаліть з поверхні роз'єму блока циліндрів із головкою залишки герметика, використовуючи скребок.
2. Використовуючи м'яку щітку та розчинник, очистіть блок циліндрів.
3. Використовуючи спеціальну лінійку і набір щупів, виміряйте неплощинність поверхні контакту блоку циліндрів з головкою.
Примітка: Стандартна величина неплощинності: менше ніж 0,05 мм.
4. Візуально перевірте дзеркало циліндра на наявність глибоких подряпин та задир. При виявленні дефектів замініть блок циліндрів у зборі.
5. Використовуючи нутромір, виміряйте внутрішній діаметр циліндрів у двох перпендикулярних площинах у трьох місцях.
Примітка:
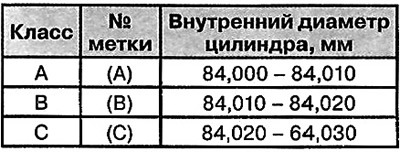
- Місце вимірів (від верхньої частини блоку циліндрів): 10 мм (А); 80мм (У); 150 мм (З).
- Стандартна величина внутрішнього діаметра: 84,000 – 84,030 мм.
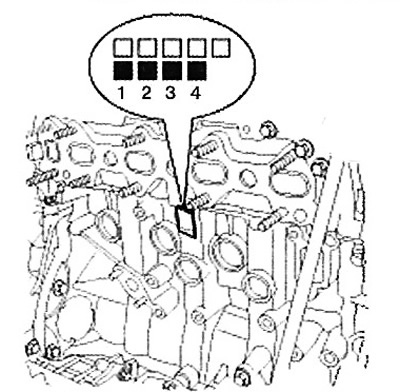
6. Перевірте код розміру циліндра на нижній частині блоку циліндрів.
 |  |
7. Перевірте код розміру поршня, на його днище (вказано на малюнку).
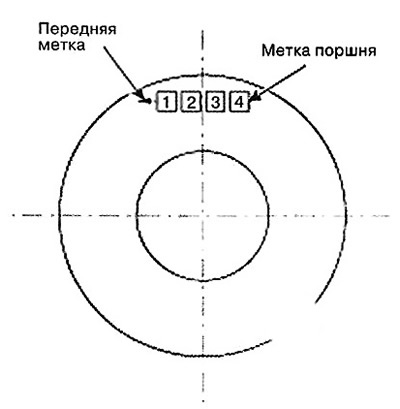 | 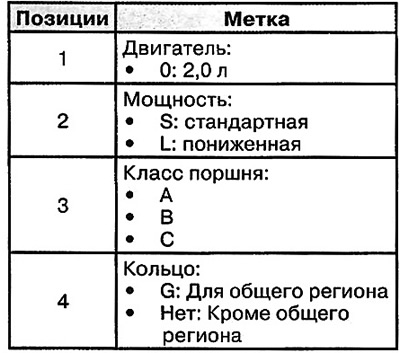 |
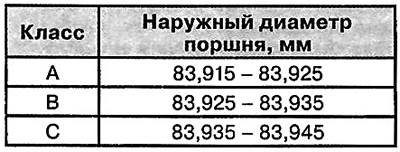
8. Підберіть поршень по відношенню до внутрішнього діаметра блоку циліндрів. Зазор між поршнем та циліндром повинен становити 0,075 -0,095 мм.
Поршні та поршневі кільця
1. Очистіть поршневі кільця.
Використовуючи спеціальний скребок, видаліть з поверхні кілець нагар.
Використовуючи спеціальний інструмент або поламане кільце, очистіть вибірки під кільця в поршні.
Використовуючи розчинник і щітку, промийте і очистіть поршень.
Примітка: Під час очищення не використовуйте щітку з металевою щетиною.
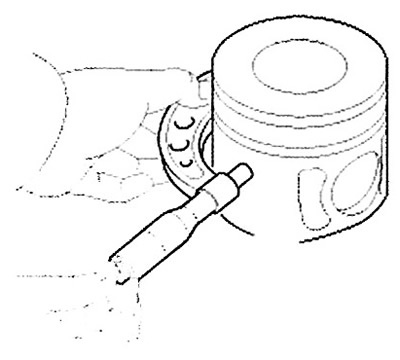
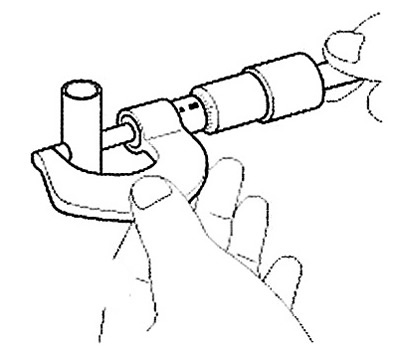
2. Використовуючи мікрометр, виміряйте зовнішній діаметр поршня у площині поперечної осі поршневого пальця та на відстані 10 мм від його верхньої поверхні, як показано на малюнку.
Примітка: Стандартний діаметр поршня: 83915-83945 мм.
3. Різниця між зовнішнім діаметром поршня та внутрішнім діаметром циліндра - зазор.
Примітка: Стандартне значення: 0,075 – 0,095 мм.
4. Виміряйте бічний зазор поршневих кілець:
Використовуючи набір щупів, виміряйте зазор між новими кільцями поршневими і вибіркою в поршні. Якщо зазор поршневих кілець перевищує допустиму величину, необхідно замінити поршень у зборі.
Стандартна величина бічного зазору: 0,102 - 0,146 мм (компресійне №1), 0,070-0,110 мм (компресійне №2) та 0,030 -0,070 мм (маслознімне).
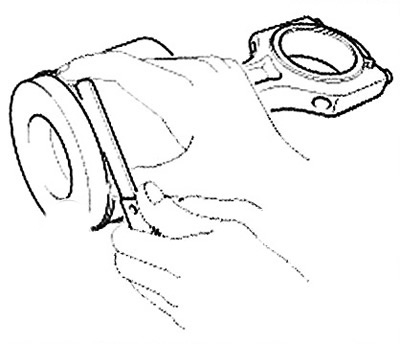
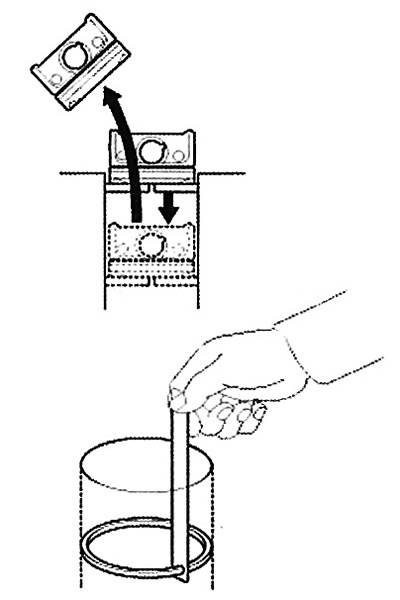
5. Перевірте зазор у замках поршневих кілець. Для цього:
Встановіть поршневе кільце в циліндр. Потім перемістіть кільце всередину циліндра, використовуючи поршень, як показано на малюнку. Виміряйте зазор у замку, використовуючи набір щупів. Якщо зазор у замку перевищує допустиму межу, необхідно замінити кільце новим. Якщо зазор у замку занадто великий, необхідно провести вимірювання внутрішнього діаметра циліндра. Якщо діаметр циліндра перевищує допустимі норми, необхідно замінити блок циліндрів у збиранні.
Стандартна величина зазору в замку кільця: 0,18 - 0,33 мм (компресійне №1), 0,35 – 0,50 мм (компресійне №2), 0,25 – 0,50 мм (маслознімне).
Поршневі пальці
1. Використовуючи мікрометр, виміряйте зовнішній діаметр поршневого пальця.
Стандартна величина: 33,991-33,997 мм.
2. Виміряйте зазор між поршневим пальцем та отвором у поршні.
Стандартна величина зазору: 0,007 - 0,019 мм.
3. Виміряйте різницю між зовнішнім діаметром поршневого пальця і внутрішнім діаметром втулки головки шатуна.
Примітка: Стандартна величина: 0,023 – 0,041 мм.