
Zariadenie
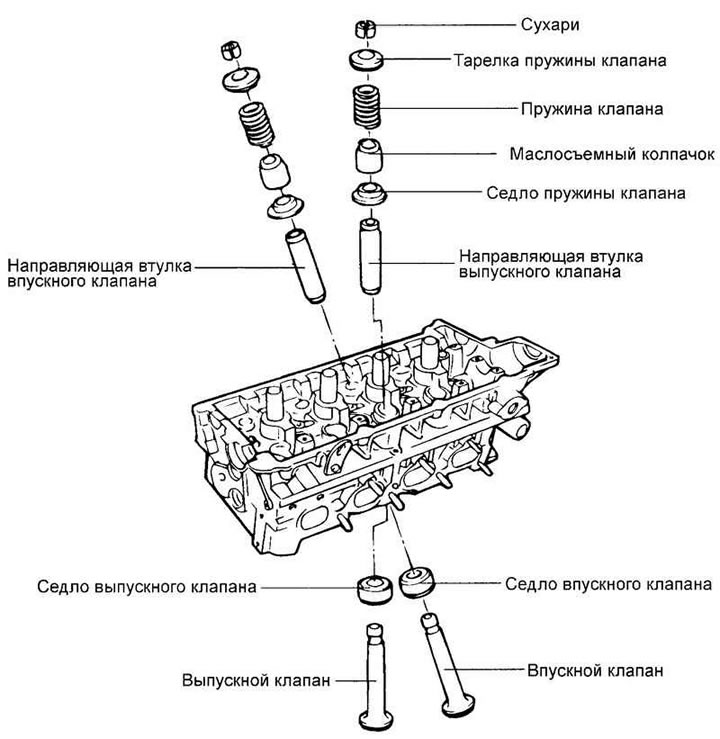
Ryža. 2,140. Hlava valcov a ventilový rozvod
Hlava valcov je z hliníkovej zliatiny s lisovanými liatinovými sedlami a vedením ventilov. Horná časť priechodiek je utesnená gumokovovými olejovými tesneniami.
Ako náhradné diely sú k dispozícii vodiace puzdrá s väčším vonkajším priemerom.
V hornej časti hlavy valcov sú podpery pre čapy vačkového hriadeľa. Podpery sú odnímateľné. Horná polovica je v ložiskových puzdrách a spodná polovica je v hlave valcov. Ložiskové otvory sú opracované kompletne s ložiskovými puzdrami, takže nie sú zameniteľné a hlavu valcov je možné vymeniť len komplet s puzdrami.
Ventily sú ovládané vačkami vačkového hriadeľa cez hydraulické zdvihátka. Nastavenie medzier v mechanizme pohonu ventilov s hydraulickými zdvihátkami sa vykonáva automaticky počas prevádzky motora.
Demontáž
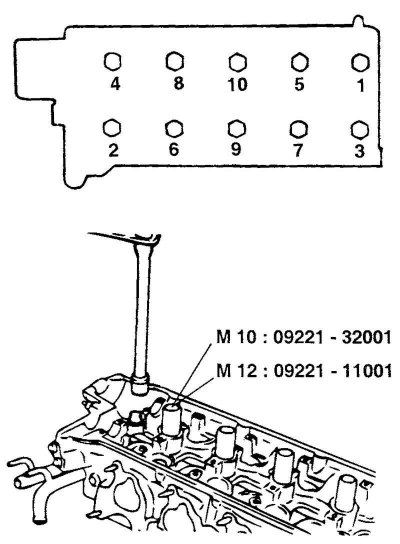
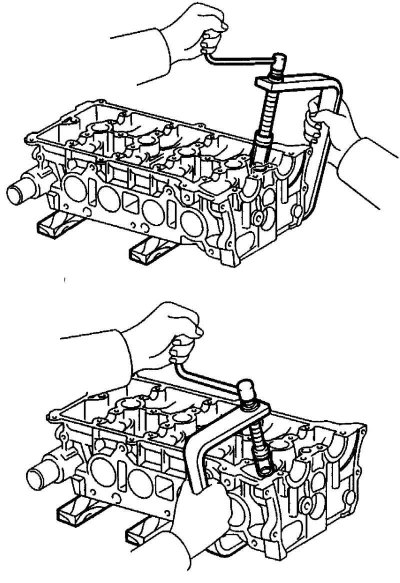
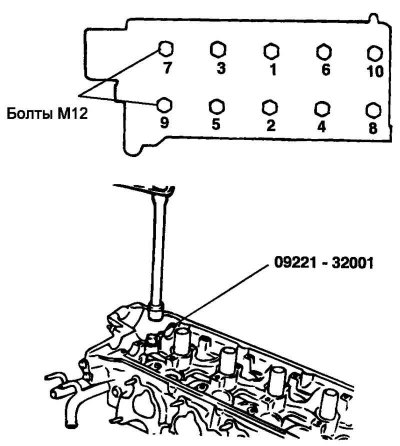
Ryža. 2.141. Postup demontáže skrutiek hlavy valcov
So špeciálnym nástrojom (kľúče na skrutky hlavy valcov 09221-32001, 09221-11000) odskrutkujte skrutky hlavy valcov v poradí znázornenom na obrázku (ryža. 2.141).
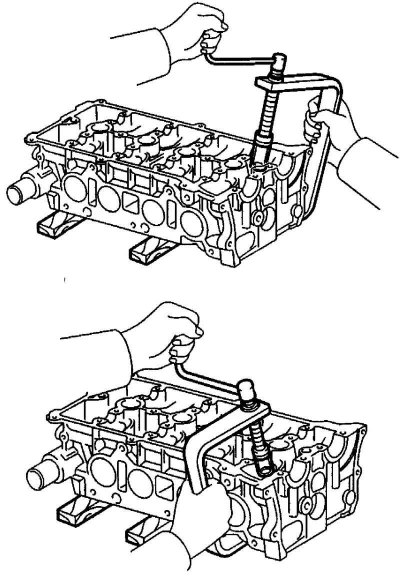
Ryža. 2.142. Odstraňovanie sušienok, pružín, pružín a ventilov pomocou špeciálneho nástroja
So špeciálnym nástrojom (nástroj na stláčanie ventilových pružín 09222-28000 a adaptér 09222-28100) odstráňte sušienky z tanierovej pružiny ventilu. Potom odstráňte uzáver ventilovej pružiny, ventilovú pružinu, sedlo ventilovej pružiny a ventil (ryža. 2.142).
Poznámka. Diely pre každý ventil uchovávajte samostatne ako súpravu, aby ste predišli zámene počas inštalácie.
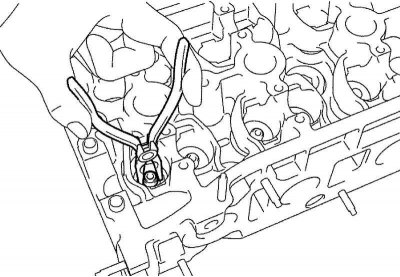
Ryža. 2,143. Odstránenie olejových tesnení
So špeciálnym nástrojom (odstraňovač olejového tesnenia 09222-29000) odstráňte olejové tesnenia (ryža. 2,143).
Poznámka. Tesnenia drieku ventilu sa nesmú znovu použiť.
Kontrola hlavy valcov
Skontrolujte hlavu valca, či nemá praskliny, poškodenie a známky úniku chladiacej kvapaliny. Ak sa zistia praskliny, vymeňte hlavu valca.
Úplne vyčistite hlavu valcov od vodného kameňa, karbónových usadenín a zvyškov starého tmelu a tesnenia. Po vyčistení olejových kanálov ich vyfúknite stlačeným vzduchom, aby ste odstránili prípadné upchatie.
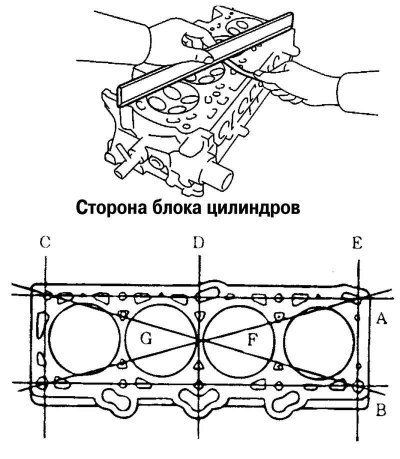
Ryža. 2.144. Kontrola rovinnosti spojovacej plochy hlavy valcov
Skontrolujte rovinnosť spojovacej plochy hlavy valcov v smeroch znázornených na obr. 2.144.
Ak rovinnosť presahuje limit v ktoromkoľvek smere, vymeňte hlavu valca alebo jemne obrúste dosadaciu plochu hlavy valca.
Nerovnosť spojovacej plochy hlavy valcov:
- nominálna hodnota - menej ako 0,03 mm;
- maximálna prípustná hodnota je 0,06 mm.
Časti ventilového rozvodu
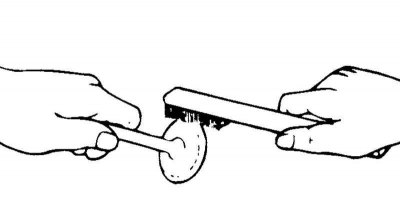
Ryža. 2,145. Čistenie ventilov
Na dôkladné čistenie ventilu použite drôtenú kefu (ryža. 2,145).
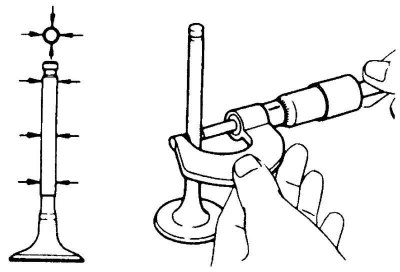
Ryža. 2.146. Kontrola ventilov
Skontrolujte každý ventil a vreteno, či nie sú opotrebované, poškodené alebo deformované (ryža. 2.146).
V prípade potreby vymeňte ventil. Ak sú na konci drieku ventilu preliačiny alebo výrazné opotrebovanie, prerobte koniec drieku ventilu. Hrúbka vrstvy, ktorá sa má odstrániť počas mechanického spracovania konca drieku ventilu, by mala byť minimálna. Okrem toho spracujte pracovné skosenie sedla ventilu.
Vymeňte ventil, ak je hrúbka disku ventilu menšia ako limit.
Hrúbky kotúčov ventilov sú uvedené nižšie.
Menovitá hodnota:
- sací ventil - 1,15 mm;
- výfukový ventil - 1,35 mm.
Maximálna povolená hodnota:
- sací ventil - 0,80 mm;
- výfukový ventil - 1,00 mm.
Ventilové pružiny
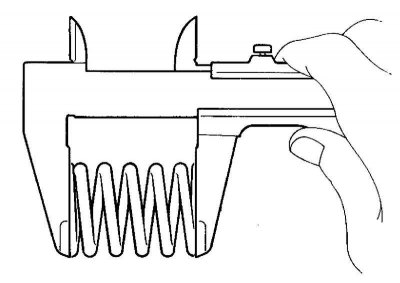
Ryža. 2,147. Meranie dĺžky ventilovej pružiny vo voľnom stave
Skontrolujte voľnú dĺžku každej ventilovej pružiny. Ak je dĺžka pružiny menšia ako limit, vymeňte pružinu ventilu (ryža. 2,147).
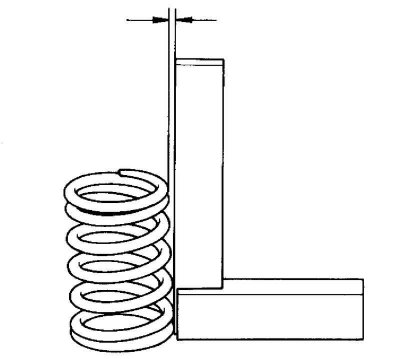
Ryža. 2,148. Kontrola odchýlky osi pružiny
Pomocou štvorca skontrolujte odchýlku osi každej pružiny od kolmice k nosnej ploche (nekolmosť) (ryža. 2,148).
Ak je vychýlenie väčšie ako limit, vymeňte pružinu ventilu.
Ventilová pružina
Nominálna dĺžka voľnej pružiny: 48,86 mm.
- Dĺžka pružiny pri zaťažení 183 N: 39,00 mm.
- Dĺžka pružiny pri zaťažení 400 N: 30,50 mm.
- Vychýlenie osi pružiny (nekolmosť): 1,5°alebo menej.
Maximálna povolená hodnota:
- Dĺžka voľnej pružiny: 47,86 mm.
- Vychýlenie osi pružiny (nekolmosť): 3°.
Vodidlá ventilov
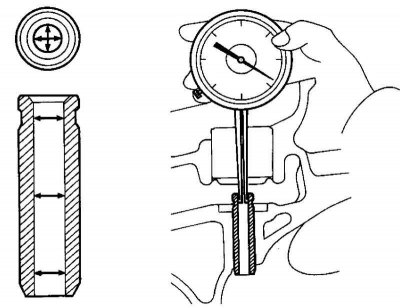
Ryža. 2,149. Kontrola vôle medzi vedením ventilu a driekom ventilu
Skontrolujte vôľu medzi vedením ventilu a driekom ventilu (v niekoľkých bodoch po dĺžke). Ak je vôľa väčšia ako limit, vymeňte vedenie ventilu (ryža. 2,149).
Hodnoty vôle medzi vedením ventilu a driekom ventilu sú uvedené nižšie.
Menovitá hodnota:
- sací ventil - 0,02–0,05 mm;
- výfukový ventil - 0,035–0,065 mm.
Maximálna povolená hodnota:
- sací ventil - 0,10 mm;
- výfukový ventil - 0,13 mm.
Renovácia sedla ventilu
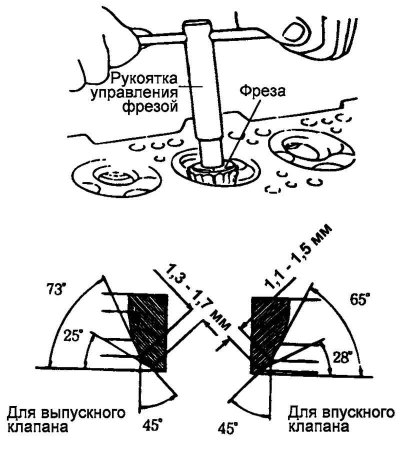
Ryža. 2,150. Schéma opravy sedla ventilu
Skontrolujte sedlo ventilu, či nevykazuje známky prehriatia a nerovnomerného kontaktu s čelom ventilu. V prípade potreby alebo obnoviť (stroj), alebo vymeňte sedlo ventilu. Pred prestavbou sedla ventilu skontrolujte opotrebovanie vedenia ventilu. Ak je vodiace puzdro opotrebované, najskôr ho vymeňte a potom znovu vytvorte sedlo ventilu. Obnova sedla ventilu sa vykonáva pomocou špeciálneho nástroja (frézy alebo na obrábacích strojoch). Šírka kontaktnej plochy sedla ventilu musí zodpovedať nominálnym hodnotám a kontaktná plocha musí byť umiestnená rovnomerne v strede pracovného skosenia kotúča ventilu. Po obnovení sedla by sa mal ventil a sedlo ventilu lapovať pomocou lapovacej pasty.
Výmena sedla ventilu
Stroj (odrezať) vymeniteľné sedlo ventilu zvnútra na zníženie hrúbky jeho stien.
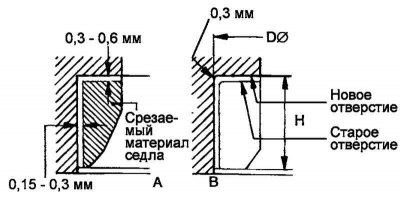
Ryža. 2.151. Schéma vŕtania otvorov v hlave valcov
Vyvŕtajte otvor v hlave valca na inštaláciu sedla ventilu vhodnej veľkosti na opravu (zväčšený priemer) (ryža. 2,151).
Hlavu valca zahrejte na približne 250°C a do otvoru hlavy valca zatlačte nové nadrozmerné sedlo.
Nalepte ventil na nové sedlo pomocou lapovacej pasty.
Šírka kontaktnej plochy sedla ventilu pre vstupný kanál je 1,1-1,5 mm, pre výstupný kanál - 1,3-1,7 mm.
Výmena vodiaceho ventilu
Ryža. 2.152. Vylisovanie starého vodidla ventilu
So špeciálnym nástrojom (tŕň na inštaláciu vodiaceho puzdra 09221-22000А/В) vytlačte staré vedenie ventilu z hlavy valca smerom k povrchu tesnenia (ryža. 2.152).
Vystružte vŕtanie hlavy valcov, aby ste namontovali správne nadmerné vedenie ventilu (zväčšený priemer).
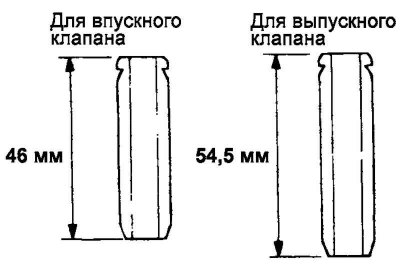
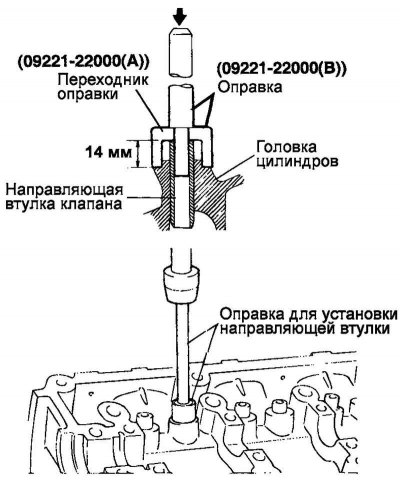
Ryža. 2,153. Rozdiel medzi dĺžkami vodiacich objímok pre sacie a výfukové ventily
So špeciálnym nástrojom (tŕň na inštaláciu vodiaceho puzdra 09221-22000А/В) Zatlačte nové vedenie ventilu z horného povrchu hlavy valcov. Dávajte pozor na rozdiel v dĺžkach vodiacich puzdier pre sacie a výfukové ventily (ryža. 2,153).
Poznámka. Neinštalujte vodidlo ventilu, ak nezodpovedá nadrozmeru.
Po inštalácii vodidla ventilu vložte nový ventil a skontrolujte, či je medzera medzi vodidlom ventilu a driekom ventilu správna.
Po výmene vodidla ventilu skontrolujte, či je ventil správne usadený v sedle. V prípade potreby upravte sedlo ventilu.
Zhromaždenie
Naneste motorový olej na všetky trecie a rotujúce časti.
Nainštalujte sedlá ventilových pružín.
Poznámka. Pred montážou dôkladne očistite všetky diely.
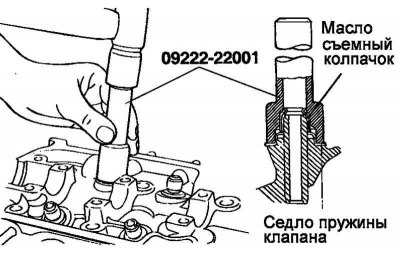
Ryža. 2.154. Inštalácia tesnenia drieku ventilu
So špeciálnym nástrojom (tŕň na montáž tesnenia drieku ventilu 09222-22001) ľahkým úderom nainštalujte uzáver na olejovú škrabku na miesto (ryža. 2.154).
Poznámka. Opätovné použitie tesnení drieku ventilu nie je povolené.
Poznámka. Nesprávna inštalácia tesnenia drieku ventilu môže viesť k úniku oleja cez vedenie ventilu.
Namažte driek ventilu motorovým olejom. Vložte ventil do vodiaceho puzdra.
Pri prechode drieku ventilu cez tesnenie drieku ventilu nevyvíjajte silu. Po inštalácii ventilu skontrolujte plynulosť jeho pohybu.
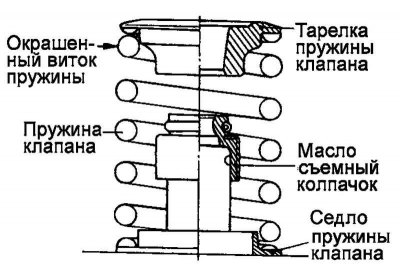
Ryža. 2,155. Schéma inštalácie ventilovej pružiny
Nainštalujte pružinu ventilu tak, aby sa lakovaný závit pružiny nachádzal v blízkosti sedla pružiny (hore), a potom nainštalujte kryt ventilovej pružiny (ryža. 2,155).
Ryža. 2.156. Inštalácia sušienok
So špeciálnym nástrojom (nástroj na stláčanie ventilových pružín 09222-28000 a adaptér 09222-28100) stlačte ventilovú pružinu a nainštalujte sušienky. Pred odstránením špeciálneho nástroja po inštalácii ventilu skontrolujte, či sú matice bezpečne nainštalované (ryža. 2.156).
Poznámka. Pri stláčaní pružiny ventilu sa uistite, že sa tanier pružiny nedotýka tesnenia drieku ventilu.
Vyčistite spojovacie plochy pre tesnenie na hlave a bloku valcov.
Skontrolujte, či identifikačné značky tesnenia hlavy valcov zodpovedajú špecifikáciám.
Nainštalujte tesnenie hlavy valcov na blok valcov identifikačnou značkou smerom nahor (do hlavy valcov).
Ryža. 2,157. Poradie uťahovania skrutiek hlavy valcov
Utiahnite skrutky upevnenia hlavy bloku valcov menovitým momentom v poradí znázornenom na obrázku obr. 2,157.
Uťahovací moment pre skrutky hlavy valcov:
- М10–25 Nm + (60–65°) + (60–65°);
- М12–30 Nm + (60–65°) + (60–65°).