
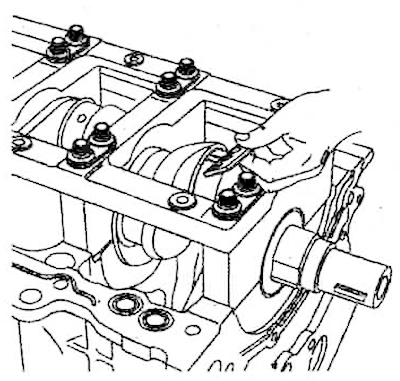
2. Перевірку зазору між вкладишами та шийками валу можна проводити за допомогою каліброваного пластмасового дроту. Для цього очистити шийки валу та вкладиші від олії, мастила та інших забруднень. Покласти на шийки відрізки каліброваного пластмасового дроту довжиною, що дорівнює ширині вкладиша, так, щоб дріт не перекривав мастильні отвори. Встановити колінвал, вкладиші та кришки підшипників. Затягнути болти кріплення кришок необхідним моментом, стежачи за тим, щоб вал не повертався. Зняти кришки підшипників. Визначити зазори між вкладишами підшипника та шийками валу по ширині найбільш сплющеної ділянки дроту за допомогою шкали, нанесеної на упаковці дроту. Якщо величина зазорів перевищує гранично допустиме значення, замініть вкладки підшипників. Якщо заміною вкладишів не вдається отримати нормальні зазори, прошліфувати шийки колінчастого валу до ремонтного розміру та встановити вкладки відповідного ремонтного розміру.
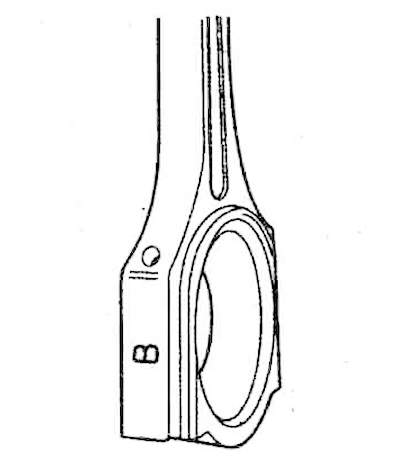
3. Підбір ремонтного розміру шатунно-поршневої групи проводити за мітками на деталях:
1) Положення мітки шатуна.
 |  |
2) Положення мітки колінчастого валу.
 |  |
3) Положення мітки на шатунному вкладиші.
 | 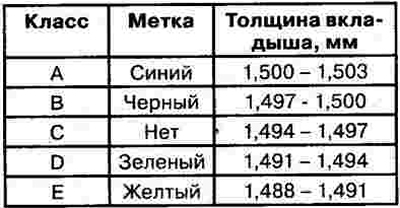 |
4) Підбір деталей по групі ремонтних розмірів провадиться згідно з таблицею.

4. Літери, вибиті на кінці блоку циліндрів, є міткою розміру кожної з чотирьох корінних опор. Використовувати ці мітки, а також мітки на колінчастому валі для вибору шатунних вкладишів. Положення міток для підбору вкладишів корінних підшипників:
1) Положення міток на блоці циліндрів.
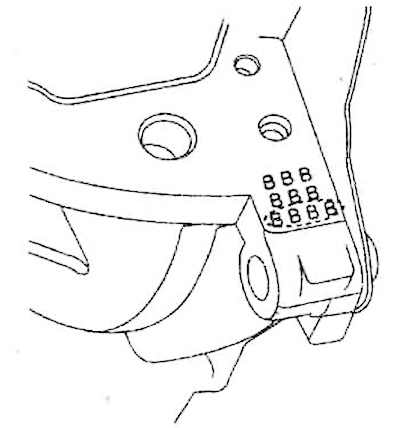 |  |
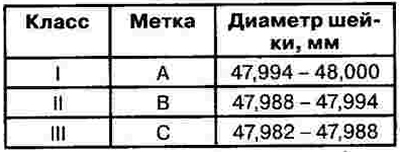
2) Положення міток на колінчастому валі.
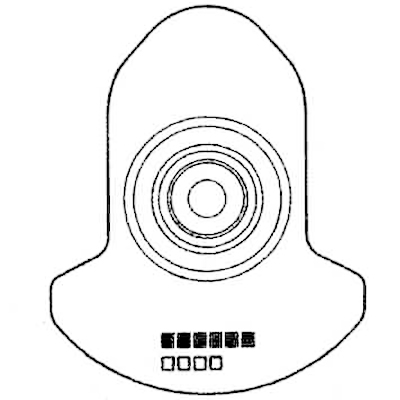 | 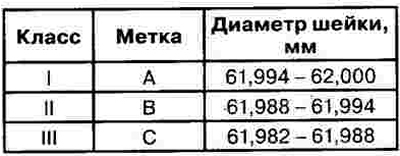 |
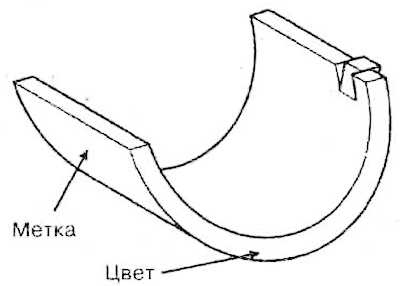
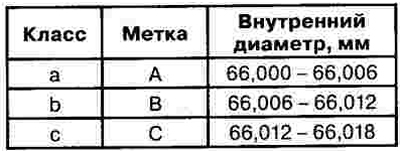
3) Положення позначок на вкладці корінного підшипника.
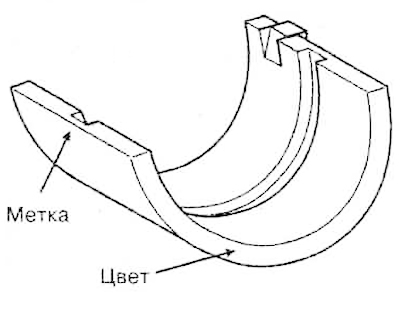 | 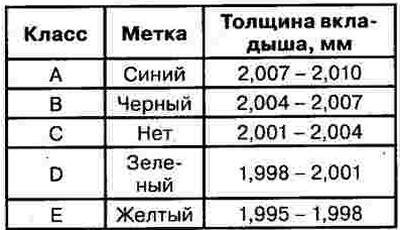 |
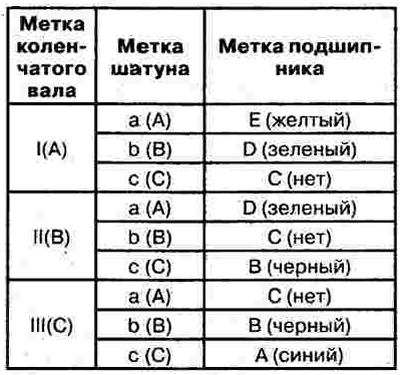
4) Підбір деталей по групі ремонтних розмірів провадиться згідно з таблицею.
5. Якщо шатуни при збиранні встановлюються повторно, переконайтеся, що вони встановлюються в ті ж циліндри, в яких вони перебували до розбирання. Якщо встановлюються нові шатуни -переконатися, що мітка шатуна знаходиться з тієї ж сторони, що й замок вкладиша. Замінювати шатун, якщо виявлені будь-які видимі пошкодження або очевидне надмірне зношування шатуна.
6. Спеціальним пристосуванням перевірити шатуни щодо вигину чи скручування. Допустимий вигин шатуна: 0,05 мм на 100 мм довжини або менше. Допустиме скручування: 0,1 мм на 100 мм або менше. Якщо величина вигину мул скручування шатуна близька до допустимої, але все ж таки перевищує її, допускається правка шатуна пресом. Якщо ж має місце надмірне згинання або скручування — шатун необхідно замінити новим.
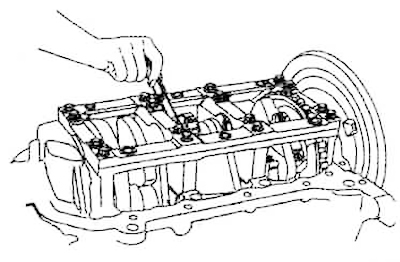
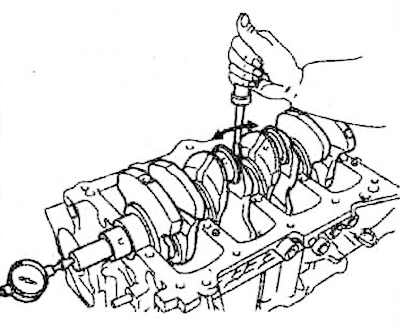
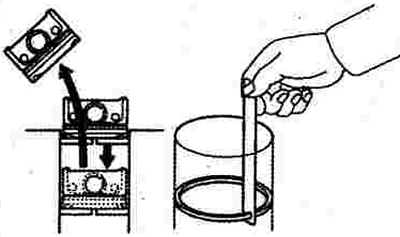
7. Використовуючи індикатор годинного типу, перевірити осьовий зазор колінчастого валу, переміщуючи його викруткою вздовж блока циліндрів. Номінальний осьовий зазор: 0,07 – 0,25 мм. Гранично допустимий осьовий проміжок: 0,30 мм. Якщо величина осьового зазору перевищує гранично допустиму, замініть упорні підшипники в комплекті. Товщина завзятих підшипників: 2,05 - 2,09 мм.
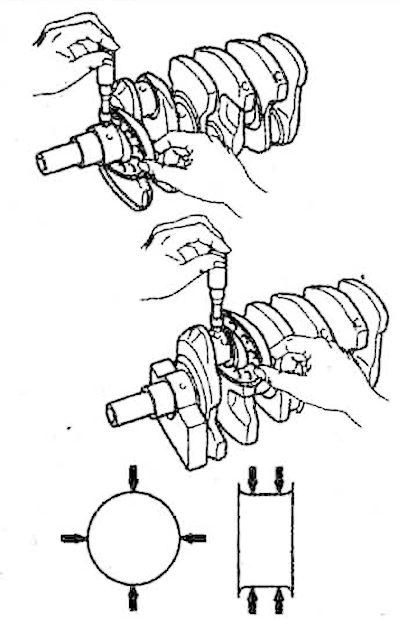
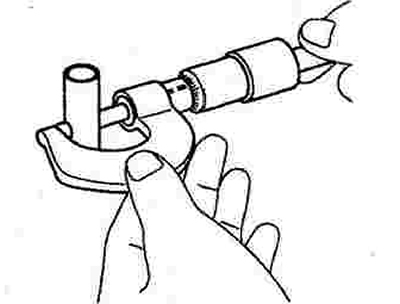
8. Мікрометр виміряти діаметр кожної корінної і шатунної шийки колінчастого валу в місцях, вказаних на малюнку стрілками. Номінальний діаметр корінних шийок: 61,982 – 62,000 мм. Номінальний діаметр шатунних шийок: 47,982 – 48,00 мм.
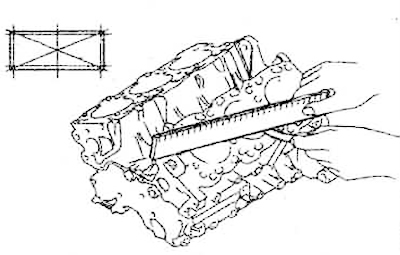
9. Скребком видалити залишки прокладки з поверхні блоку циліндрів, а потім щіткою та розчинником ретельно почистити весь блок циліндрів. Використовуючи лінійку та щуп, перевірити неплощинність поверхні контакту блоку циліндрів у вказаних на малюнку місцях. Стандартне значення неплощинності поверхні контакту: менше 0,03 мм. Гранично допустима неплощинність поверхні: 0,05 мм.
10. Огляд перевірити дзеркало циліндрів на наявність подряпин. Якщо мають місце глибокі подряпини, необхідно замінити чи розточити гільзу циліндра.
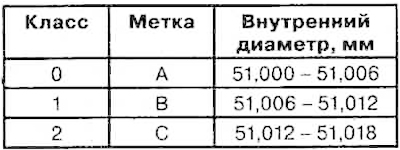
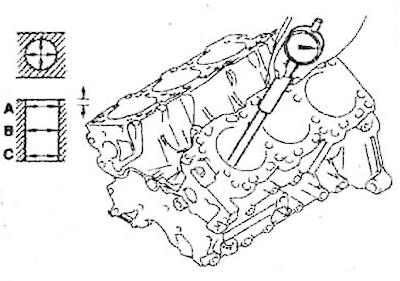
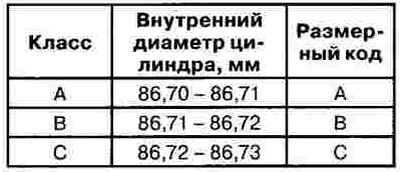
11. Нутромір виміряти діаметр циліндра в точках А, В і С у взаємоперпендикулярних площинах. Номінальний діаметр циліндра: 86,70-86,73 мм.
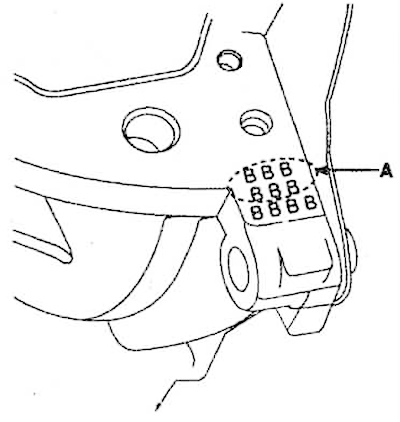
12. Перевірити мітки діаметра циліндрів (А) на поверхні блоку циліндрів.
 |  |
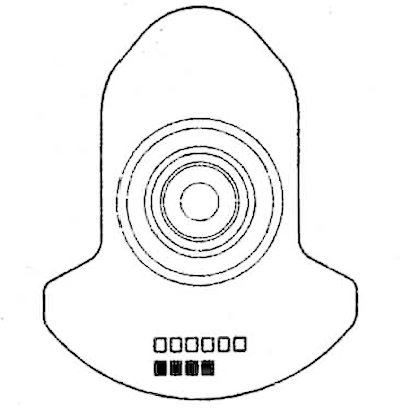
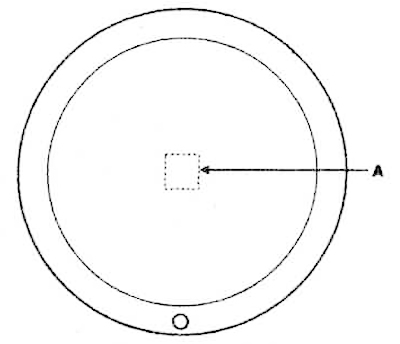
13. Перевірити розмірний код (А) поршня на верхній поверхні.
 |  |
14. Підібрати поршень згідно з ремонтним розміром гільзи циліндра. При цьому враховувати, що проміжок між поршнем і циліндром: 0,01 - 0,03 мм.
15. У разі сильного зносу гільзи циліндрів поршні збільшеного розміру повинні бути підібрані згідно з найбільшим діаметром отвору гільзи циліндра. Ремонтні розміри поршнів збільшено на 0,25 та 0,5 мм, відповідні мітки нанесені на верхню частину поршня.
16. Виміряти діаметр поршня та обчислити новий діаметр циліндра:
Новий діаметр циліндра = діаметр поршня + (0,01 - 0,03 мм, зазор між поршнем та циліндром) - 0,01 мм (допуск на хонінгування).
17. Розточити кожен циліндр до обчисленого діаметра, а потім відхонінгувати.
18. Перевірити зазор між поршнем та клапаном. Він має бути в межах 0,01-0,03 мм.
Примітка. При розточуванні хоча б одного циліндра розточувати до того ж ремонтного розміру та решту циліндрів.
19. Виміряти мікрометром основний діаметр поршня (39 мм від днища). Номінальний діаметр поршня: 86,68-86,71 мм. У разі сильного зношування поршня необхідно замінити його новим.
20. Щупом виміряти зазор між новим поршневим кільцем та канавкою поршня.
Бічний зазор повинен становити:
- Поршневе кільце №1: 0,04 – 0,08 мм;
- Поршневе кільце №2: 0,03 – 0,07 мм.
Гранично допустиме значення бокового зазору 0,1 мм для обох поршневих кілець.
Якщо бічний зазор більший за допустимий, замінити поршень.
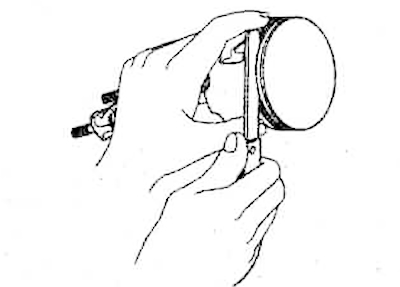
21. Для перевірки зазору кільця в замку вставити кільце в циліндр. Встановити кільце під прямим кутом до стінки циліндра, трохи натиснувши на нього поршнем. Перевірити зазор у замку кільця щупом.
Зазор у замку:
- Поршневе кільце №1: 0,20 – 0,35 мм;
- Поршневе кільце №2: 0,37 – 0,52 мм;
- Олійне кільце: 0,20 - 0,70 мм.
Якщо зазор перевищує величину, гранично допустиму в експлуатації, замінити кільце новим. При заміні кілець без розточування циліндрів зазор у замку перевірити, встановивши в нижній менш зношеній частині циліндра.
22. Мікрометр виміряти діаметр поршневого пальця. Він має становити 21,001-21,007 мм.
23. Виміряти зазор між поршневим пальцем та поршнем. Він має становити 0,007-0,022 мм.
24. Перевірити різницю між діаметром поршня та отвором у верхній частині шатуна. Вона має бути в межах 0,016-0,033 мм.