
2. Выкарыстоўваючы скрабок, ачысціць кантактную паверхню галоўкі блока цыліндраў ад рэшткаў пракладкі.
3. Сціснутым паветрам ачысціць адтуліны пад балты ад сажы і змазкі.
4. Выкарыстоўваючы скрабок, ачысціць паверхню кантакту блока цыліндраў рэшткаў пракладкі.
5. Металічнай шчоткай ачысціць паверхні камеры згарання ад нагару.
6. Выкарыстоўваючы мяккую шчотку і растваральнік канчаткова пачысціць галоўку блока цыліндраў.
7. Скрабком выдаліць нагар з галовак клапанаў. Выкарыстоўваючы металічную шчотку, старанна пачысціць клапаны.
8. Выкарыстоўваючы лінейку і мац праверыць галоўку блока цыліндраў на коробление шляхам замераў у паказаных на малюнку кірунках. Стандартная няплоскаснасць кантактнай паверхні галоўкі блока цыліндраў: менш за 0,03 мм, гранічна дапушчальнае значэнне няплоскаснай: 0,06 мм.
9. Праверыць камеры згарання, впускные і выпускныя каналы, кантактную паверхню на наяўнасць расколін. У выпадку выяўлення расколін замяніць галоўку блока цыліндраў.
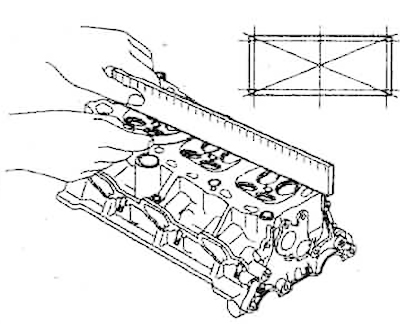
10. Выкарыстоўваючы нутрамер, вымераць унутраны дыяметр накіроўвалых утулак клапанаў у паказаных на малюнку месцах.
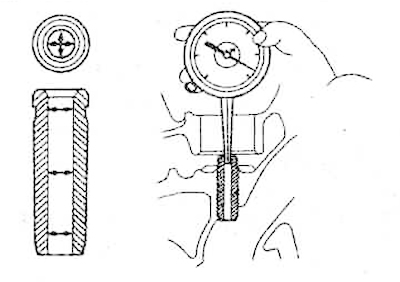
11. Выкарыстоўваючы мікраметр, вымераць дыяметр стрыжня клапана ў паказаных на малюнку месцах.
12. Адніманнем дыяметра стрыжня клапана ў які адпавядае кропцы з унутранага дыяметра накіроўвалай утулкі, вызначыць велічыню зазору паміж накіроўвалай утулкай і клапанам.
Намінальны зазор паміж накіроўвалай утулкай і клапанам:
- Впускным: 0,020-0,050 мм;
- Выпускным: 0,030-0,065 мм.
Лімітава дапушчальны зазор паміж накіроўвалай утулкай і клапанам:
- Впускным: 0,1 мм;
- Выпускным: 0,13 мм.
Калі велічыня зазору перавышае лімітава дапушчальнае значэнне, замяніць клапан і накіроўвалую ўтулку клапана.
13. Вымераць кут фаскі клапана. Праверыць ступень зносу фаскі клапана і ў выпадку неабходнасці замяніць клапан новым.
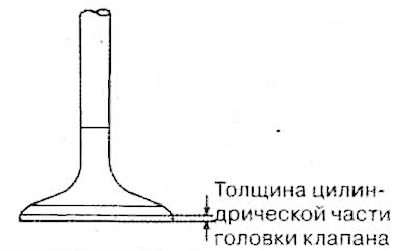
14. Вымераць таўшчыню галоўкі клапана. Стандартная таўшчыня галоўкі клапана:
- Впускнога: 1,0 мм;
- Выпускнога: 1,3 мм.
Лімітава дапушчальная таўшчыня галоўкі клапана:
- Впускнога: 0,5 мм;
- Выпускнога: 0,8 мм.
Калі таўшчыня цыліндрычнай часткі галоўкі клапана меней лімітава дапушчальнай, замяніць клапан новым.
15. Праверыць ступень зносу стрыжня клапана, замяніць у выпадку неабходнасці. -
16. Праверыць сядло клапана на наяўнасць слядоў перагрэву. Праверыць шчыльнасць пасадкі клапана ў сядле. Замяніць сядло клапана ў выпадку неабходнасці.
17. Перад расточваннем сядла клапана праверыць ступень зносу накіроўвалай утулкі клапана. Замяніць накіроўвалую ўтулку ў выпадку неабходнасці. Расточванне сёдлаў клапанаў вырабляцца на шліфавальных станках, а таксама пры дапамозе разгортак. Памеры сядла клапана пры гэтым павінны адпавядаць намінальным і забяспечваць шчыльную пасадку клапана.
18. З дапамогай кутніка праверыць адхіленне ад вертыкалі кожнай затамкавай спружыны. Пры адхіленні ад вертыкалі больш, чым на 3°замяніць спружыну.
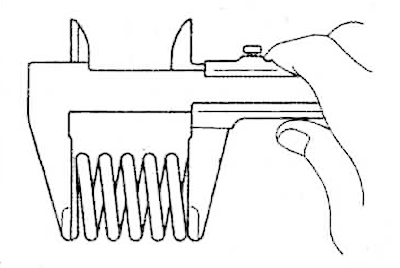
19. Праверыць даўжыню спружыны ў свабодным стане. Замяніць спружыны, даўжыня якіх не адпавядае норме (42,5 мм).
20. Мікраметрам вымераць вышыню впускных і выпускных кулачкоў распредвала. Стандартнае значэнне вышыні як впускнога, так і выпускнога клапанаў: 43,95 - 44,15 мм. Калі вышыня якога-небудзь з кулачкоў менш за мінімальную мяжу, распредвал падлягае замене.
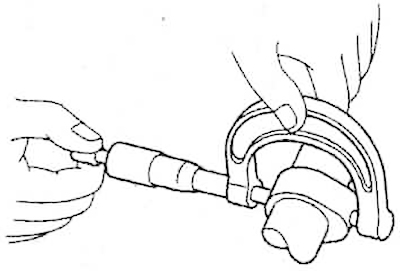
21. Мікраметрам вымераць дыяметры апорных шыек распредвала. Намінальны дыяметр апорных шыек распредвала: 25,964 - 25,980 мм. Калі дыяметр апорных шыек не адпавядае намінальнаму, праверыць зазор паміж апорнымі шыйкамі і падшыпнікамі.
22. Праверыць апорныя падшыпнікі на прадмет расслаення і зносу. У выпадку выяўлення пашкоджанні падшыпніка, вечкі падшыпнікаў замяняюцца ў камплекце з галоўкай блока цыліндраў.
23. Праверыць зазор паміж апорнымі шыйкамі распредвала і падшыпнікамі. Для гэтага:
- 1) Пачысціць вечкі падшыпнікаў і апорныя шыйкі.
- 2) Уставіць распредвал у галоўку блока цыліндраў.
- 3) Змясціць калібраваны пластмасавы дрот для вымярэння зазораў уздоўж апорнай шыйкі распредвала.
4) Усталяваць вечка падшыпніка.

5) Зняць крышку падшыпніка.
6) Вызначыць зазор паміж укладышам падшыпніка і апорнай шыйкай распредвала па шырыні найболей расплясканага ўчастку дрота з дапамогай шкалы нанесенага на пакаванні дрота. Калі велічыня зазору перавышае лімітава дапушчальную, замяніць распредвал. Калі неабходна, замяніць вечкі падшыпнікаў у камплекце з галоўкай блока цыліндраў.
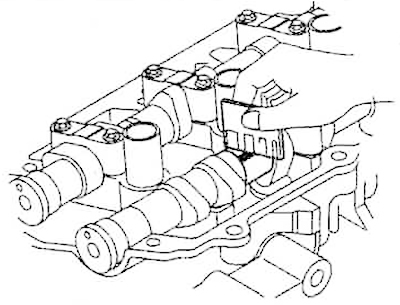
7) Выдаліць рэшткі калібраванага дроту.
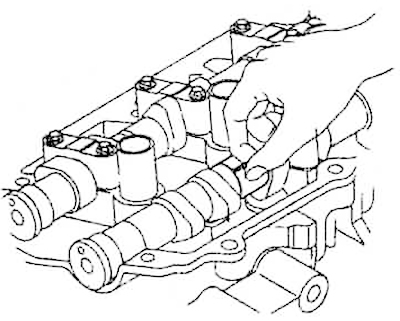
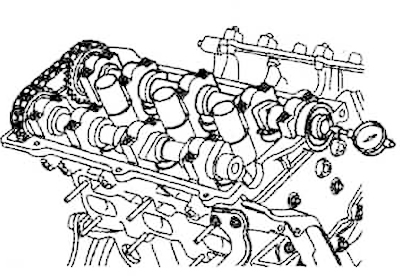
24. Устанавіць індыкатар гадзіннікавага тыпу, як паказана на малюнку. Вымераць восевы зазор распредвала, перамяшчаючы яго наперад-назад уздоўж галоўкі блока цыліндраў. Намінальная велічыня восевага зазору: 0,1-0,15 мм. Калі велічыня восевага зазору перавышае верхнюю мяжу, замяніць распредвал. Калі неабходна, замяніць вечкі падшыпнікаў у камплекце з галоўкай блока цыліндраў.
25. Выняць распредвал з галоўкі блока цыліндраў.