Зняття
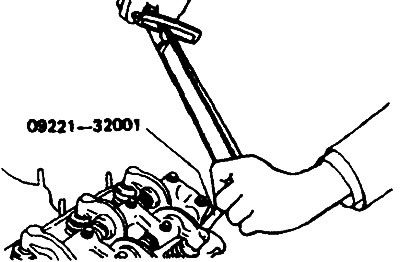
1. Користуючись спеціальним ключем (09221-32001), послабте болти кріплення головки блоку циліндрів.

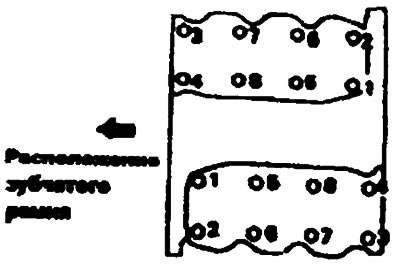
2. Поступово відвертайте болти головки блоку циліндрів у вказаній на рис. послідовності.
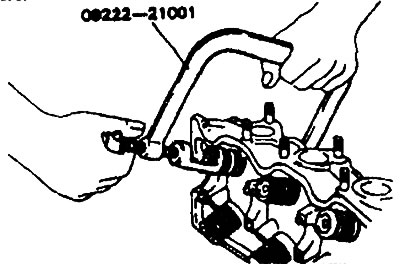
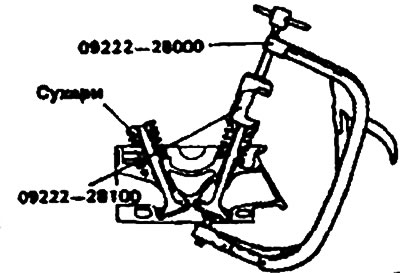
3. Користуючись спецінструментом (09222-21001), пристроєм для стиснення клапанних пружин, зніміть сухарі.
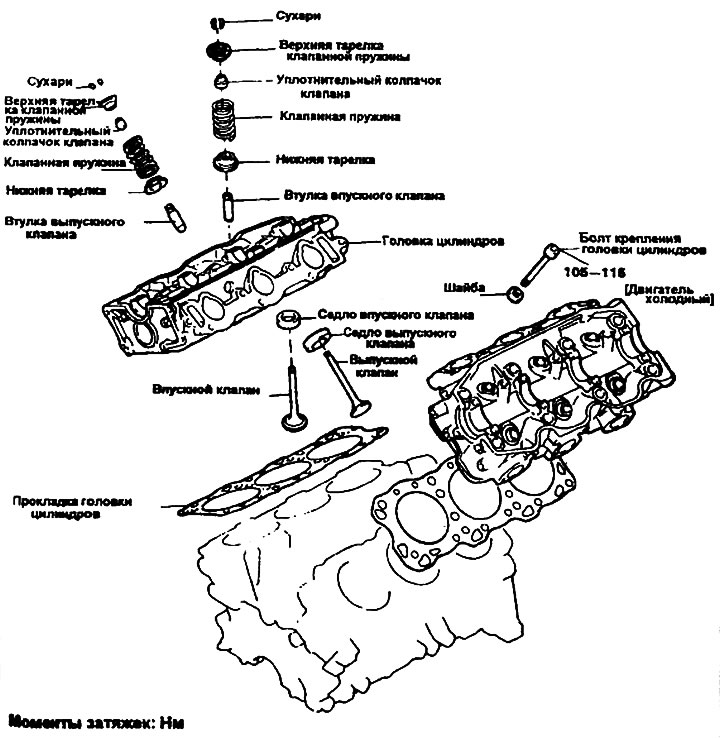
4. Розкладіть ці деталі в такому порядку, щоб під час збирання вони стали на свої місця.
 |
 |
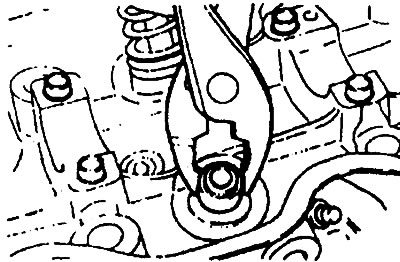
5. Користуючись плоскогубцями, зніміть ущільнювальні ковпачки клапанів.
Примітка. Не використовуйте повторно ущільнювальні ковпачки.
Перевірка
Головка блоку циліндрів
1. Повністю видаліть накип, ущільнюючий матеріал та картер. Після чищення масляних каналів продуйте їх стисненим повітрям.
2. Візуально перевірте головку блоку циліндрів на наявність тріщин, пошкоджень та витоків рідини, що охолоджує.
3. Користуючись лінійкою з гострим ребром і щупом, перевірте неплощинність нижньої поверхні головки циліндрів, як показано на малюнку.
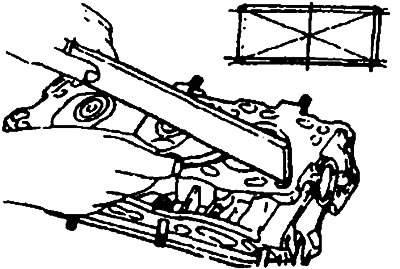
Відхилення від площинності головки циліндрів:
- Номінальне значення – макс. 0,05 мм
- Граничне значення - 0,20 мм
Втулки клапанів
Перевірте зазор між стрижнем клапана та втулкою. Якщо зазор перевищує допустимий, замініть втулку клапана.
Зазор між стрижнем клапана та втулкою:
- Номінальне значення:
- Впускний клапан - 0,03-0,06 мм
- Випускний клапан - 0,05-0,09 мм
- Граничне значення:
- Впускний клапан - 0,10 мм
- Випускний клапан - 0,15 мм
Клапан
1. Замініть клапан, якщо його стрижень зношений (знос або пошкодження). Також замініть клапан, якщо кінець стрижня (поверхня, що контактує з автоматичним регулятором зазору) має поглиблення.
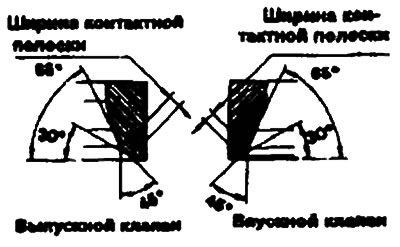
2. Перевірте контактну смужку робочої фаски клапана та за потреби прошліфуйте її або замініть клапан.
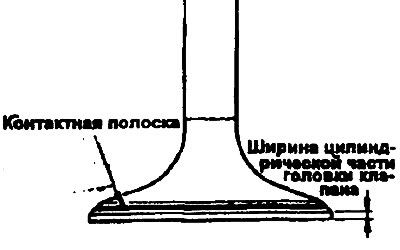
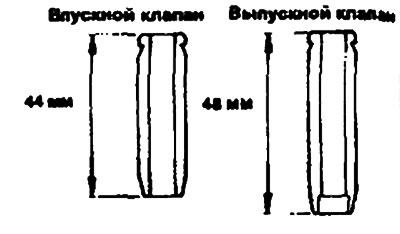
3. Замініть клапан, якщо розмір циліндричної частини головки менше мінімального значення.
Розмір циліндричної частини головки клапана:
- Номінальне значення:
- Впускний клапан - 1,2 мм
- Випускний клапан - 2,0 мм
- Граничне значення:
- Впускний клапан - 0,7 мм
- Випускний клапан - 1,5 мм
Клапані пружини
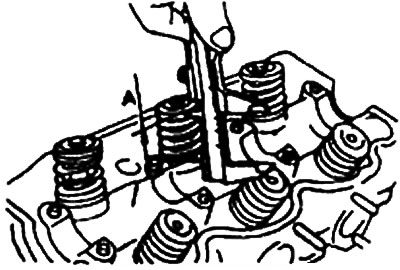
1. Перевірте висоту кожної пружини у вільному стані, за потреби замініть її.
2. Користуючись косинцем, виміряйте відхилення кожної пружини від вертикальності. У разі значного відхилення пружини від вертикальності замініть її.
Клапанна пружина:
- Номінальне значення:
- Висота у вільному стані - 50,5 мм
- Зусилля - 32,9 кгс/40,4 мм
- Відхилення від вертикальності – макс. 2°
- Граничні значення:
- Висота у вільному стані - 49,5 мм
- Зусилля - 32,9 кгс/41,4 мм
- Відхилення від вертикальності – макс. 4°
Відновлення сідел клапанів
1. Перед відновленням сідел перевірте втулки на знос. За потреби замініть зношені втулки, після чого відновіть сідла клапанів.
2. Після відновлення сідел клапанів використовуйте фрезу для сідел клапанів та подовжувач.
3. Після відновлення клапан та його сідла слід злегка притерти з використанням пасти для притирання.
4. Перевірте сідла клапана на наявність раковин. Якщо розміри раковин перевищують допустимі, замініть сідло на нове.
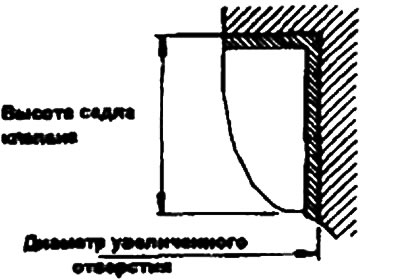
5. Після встановлення нижньої тарілки, клапанної пружини, верхньої тарілки та сухарів виміряйте висоту клапанної пружини у встановленому положенні. Результати виміру дозволяють визначити розмір раковин сідла клапана.
Висота А клапанної пружини у встановленому положенні (для впускних та випускних клапанів):
- Номінальне значення - 40,4 мм
- Граничне значення - 41,4 мм
Заміна сідла клапана
1. Зріжте внутрішню поверхню сідла клапана для зменшення його товщини, після чого видаліть сідло.
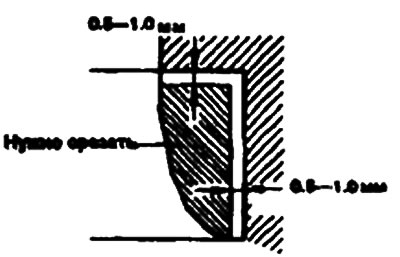
2. Підгоніть діаметр отвору під сідла клапана в головці циліндрів до діаметра сідла збільшеного розміру для його встановлення пресової посадки.
3. Нагрійте головку циліндрів приблизно до 250°З запресуйте сідло збільшеного діаметра в отвір головки циліндрів за нормальної температури.
4. Обробіть сідло клапана, як показано на малюнку.
5. За допомогою притиральної пасти притріть клапан.
Розміри ремонтних сідел клапанів
| Найменування | Розмір, мм | Розмірна мітка | Висота Н сідла клапана, мм | Внутрішній діаметр отвору в головці циліндрів, мм |
| Сідло впускного клапана | 0,3 O.S.
0,6 O.S. | 30
60 | 7,9-8,1
8,2-8,4 | 44,300-44,325
44,625-44,625 |
| Сідло випускного клапана | 0,3 O.S.
0,6 O.S. | 30
60 | 7,9-8,1
8,2-8,4 | 38,300-38,325
38,625-38,625 |
Ширина контактної смужки сідла клапана:
- Впускний клапан - 0,9-1,3 мм
- Випускний клапан - 0,9-1,3 мм
 |
 |
Заміна втулок клапанів
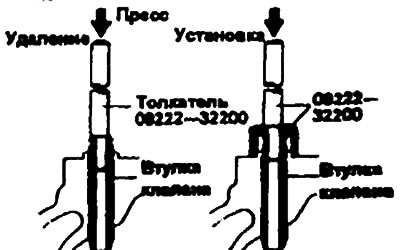
1. Користуючись спецінструментом (09222-32200), випресуйте стару втулку клапана у напрямку нижньої частини головки циліндрів.
2. Розверніть отвір для втулки клапанів так, щоб він відповідав пресовій посадці нової втулки збільшеного розміру.
Ремонтні втулки клапанів
| Розмір, мм | Розмірна мітка | Діаметр отвору в головці циліндрів, мм |
| 0,05 O.S. | 5 | 13,050-13,068 |
| 0,25 O.S. | 25 | 13,250-13,268 |
| 0,50 O.S. | 50 | 13,500-13,518 |
3. Користуючись спецінструментом (09222-32200), запресуйте втулку клапана. Втулку клапана слід запресувати з верхнього боку головки блоку циліндрів. Пам'ятайте, що втулки клапанів мають різну довжину.
4. Після запресування втулок вставте нові клапани і перевірте зазор.
5. Після заміни втулок клапанів перевірте правильність контакту робочої фаски клапана та сідла.
Примітка. Не встановлюйте при зміні втулки того самого розміру.
 |
 |
Встановлення
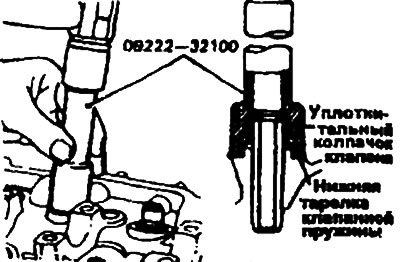
1. Встановіть нижні пластини клапанних пружин.
2. Користуючись спецінструментом (09222-32100) обкладіть ущільнювальні ковпачки на місце.
Примітка:
- Не використовуйте повторно старі ущільнювальні ковпачки.
- Неправильне встановлення ковпачка ущільнювача може призвести до витоку масла вниз по клапанній втулці.
3. Нанесіть моторне масло на кожен клапан. Вставте клапани у втулки: Не застосовуйте сили, вставляючи клапани в ущільнювальні ковпачки.
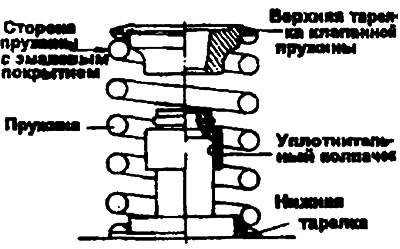
4. Клапанні пружини слід встановлювати стороною із покриттям у напрямку верхньої тарілки.
5. Користуючись спецпристроєм (09222- 21001), стисніть пружину та встановіть сухарі. Після встановлення клапанів до звільнення пружини їхнього пристрою перевірте правильність установки сухарів.
 |
 |
Примітка. Під час стиснення пружини переконайтеся, що ущільнювальний ковпачок не притиснутий до нижньої частини верхньої тарілки пружини.
6. Очистіть нижню поверхню головки блоку циліндрів та верхню поверхню самого блоку.
7. Перевірте ідентифікаційні позначки на прокладці головки блоку циліндрів.
8. Розташуйте прокладку так, щоб поверхня її з ідентифікаційною міткою була звернена до головки блоку циліндрів.
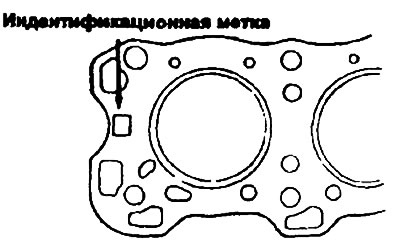
Примітка. Не наносьте на цю поверхню матеріал, що ущільнює.
9. Користуючись спецінструментом (09221-32001) та динамометричним ключем, затягніть болти головки блоку циліндрів у вказаній на малюнку послідовності.
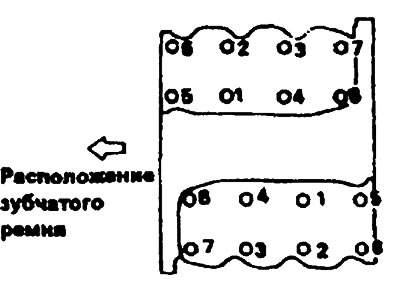
10. При затягуванні болтів головки повторіть затяжку 2 або 3 рази, щоразу збільшуючи момент затяжки, до досягнення потрібного моменту.
- Момент затяжки: Болти кріплення головки блоку циліндрів Холодний двигун (температура рідини двигуна, що охолоджує, близько 20°C) - 105-115 Нм.