Зняцце
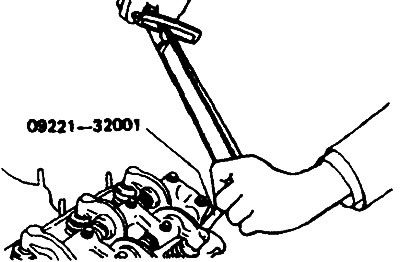
1. Карыстаючыся спецыяльным ключом (09221-32001), прыслабце балты мацавання галоўкі блока цыліндраў.

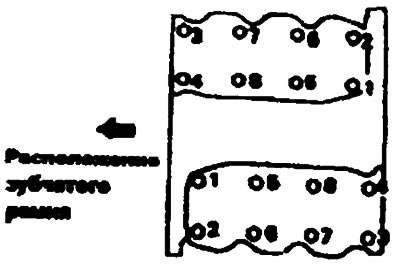
2. Паступова адварочвайце балты галоўкі блока цыліндраў ва ўказанай на мал. паслядоўнасці.
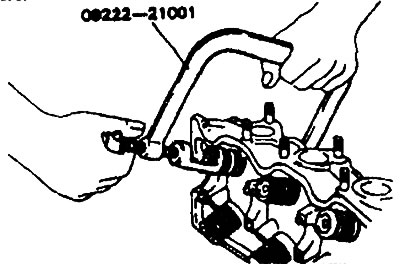
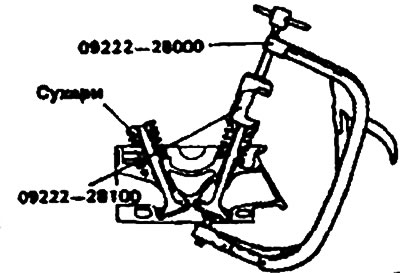
3. Карыстаючыся спецінструментам (09222-21001), прыладай для сціску затамкавых спружын, зніміце сухары.
4. Раскладзіце гэтыя дэталі ў такім парадку, каб пры зборцы яны ўсталі на свае месцы.
 |
 |
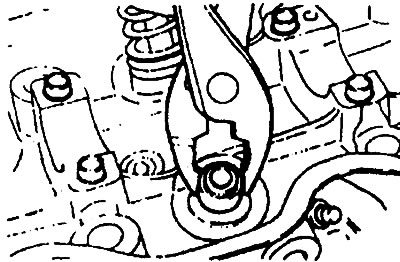
5. Карыстаючыся абцугамі, зніміце ўшчыльняльныя каўпачкі клапанаў.
Заўвага. Не выкарыстоўвайце паўторна ўшчыльняльныя каўпачкі.
Праверка
Галоўка блока цыліндраў
1. Цалкам выдаліце накіп, які ўшчыльняе матэрыял і картэр. Пасля прачысткі алейных каналаў прадуйце іх сціснутым паветрам.
2. Візуальна праверце галоўку блока цыліндраў на наяўнасць расколін, пашкоджанняў і ўцечак астуджальнай вадкасці.
3. Карыстаючыся лінейкай з вострым рабром і мацам, праверце няплоскаснасць ніжняй паверхні галоўкі цыліндраў, як паказана на малюнку.
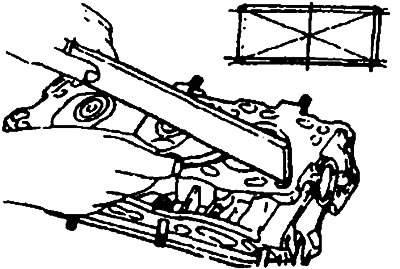
Адхіленне ад плоскаснасці галоўкі цыліндраў:
- Намінальнае значэнне - макс. 0,05 мм
- Лімітавае значэнне - 0,20 мм
Утулкі клапанаў
Праверце зазор паміж стрыжнем клапана і ўтулкай. Калі зазор перавышае дапушчальны, заменіце ўтулку клапана.
Зазор паміж стрыжнем клапана і ўтулкай:
- Намінальнае значэнне:
- Впускной клапан - 0,03-0,06 мм
- Выпускны клапан - 0,05-0,09 мм
- Лімітавае значэнне:
- Впускной клапан - 0,10 мм
- Выпускны клапан - 0,15 мм
Клапан
1. Заменіце клапан, калі яго стрыжань зношаны (знос або пашкоджанне). Таксама заменіце клапан, калі канец стрыжня (паверхня, якая кантактуе з аўтаматычным рэгулятарам зазору) мае паглыбленні.
2. Праверце кантактную палоску працоўнай фаскі клапана і пры неабходнасці прашліфуйце яе ці заменіце клапан.
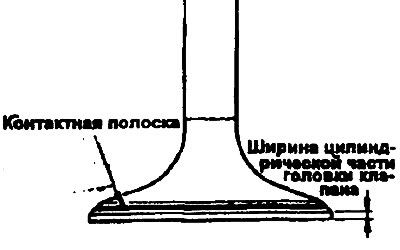
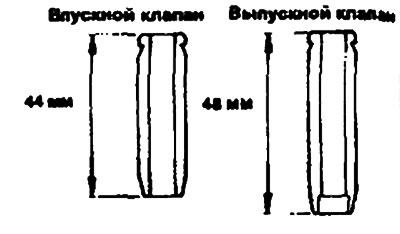
3. Заменіце клапан, калі памер цыліндрычнай часткі яго галоўкі меншы за мінімальнае значэнне.
Памер цыліндрычнай часткі галоўкі клапана:
- Намінальнае значэнне:
- Впускной клапан - 1,2 мм
- Выпускны клапан - 2,0 мм
- Лімітавае значэнне:
- Впускной клапан - 0,7 мм
- Выпускны клапан - 1,5 мм
Клапанныя спружыны
1. Праверце вышыню кожнай спружыны ў свабодным стане, пры неабходнасці заменіце яе.
2. Карыстаючыся кутнікам, вымерайце адхіленне кожнай спружыны ад вертыкальнасці. Пры значным адхіленні спружыны ад вертыкальнасці заменіце яе.
Клапанная спружына:
- Намінальнае значэнне:
- Вышыня ў вольным стане - 50,5 мм
- Высілак - 32,9 кгс/40,4 мм
- Адхіленне ад вертыкальнасці - макс. 2°
- Лімітавыя значэнні:
- Вышыня ў вольным стане - 49,5 мм
- Высілак - 32,9 кгс/41,4 мм
- Адхіленне ад вертыкальнасці - макс. 4°
Аднаўленне сёдлаў клапанаў
1. Перад аднаўленнем сёдлаў праверце ўтулкі на знос. Пры неабходнасці заменіце зношаныя ўтулкі, пасля чаго адновіце сядла клапанаў.
2. Пасля аднаўлення сёдлаў клапанаў выкарыстоўвайце фрэзу для сёдлаў клапанаў і падаўжальнік.
3. Пасля аднаўлення клапан і яго сядла варта злёгку прыцерці з выкарыстаннем притирочной пасты.
4. Праверце сядла клапана на наяўнасць ракавін. Калі памеры ракавін перавышаюць дапушчальныя, заменіце сядло новым.
5. Пасля ўстаноўкі ніжняй талеркі, затамкавай спружыны, верхняй талеркі і сухароў вымерайце вышыню затамкавай спружыны ва ўсталяваным становішчы. Вынікі вымярэння дазваляюць вызначыць памер ракавін сядла клапана.
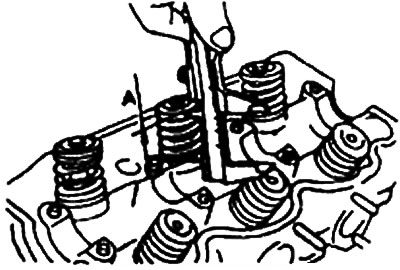
Вышыня А затамкавай спружыны ва ўсталяваным становішчы (для впускных і выпускных клапанаў):
- Намінальнае значэнне - 40,4 мм
- Лімітавае значэнне - 41,4 мм
Замена сядла клапана
1. Зрэжце ўнутраную паверхню сядла клапана для памяншэння таўшчыні яго, пасля чаго выдаліце сядло.
Зыходны матэрыял ляжыць на сайце www.hyundaibook.ru
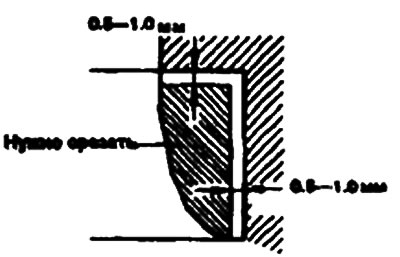
2. Падгоніце дыяметр адтуліны пад сёдлы клапана ў галоўцы цыліндраў да дыяметра сядла павялічанага памеру для яго ўсталёўкі па прэсавай пасадцы.
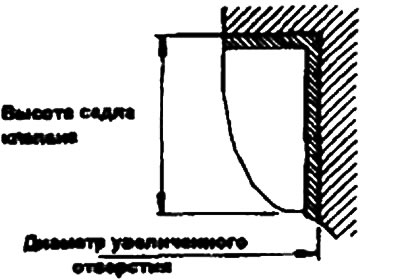
3. Нагрэйце галоўку цыліндраў прыкладна да 250°C і запрасуйце сядло павялічанага дыяметра ў адтуліну галоўкі цыліндраў пры нармальнай тэмпературы.
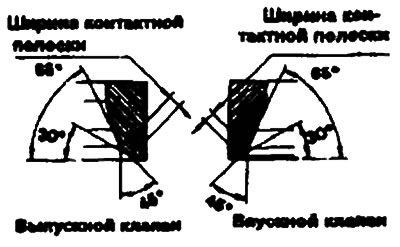
4. Апрацуйце сядло клапана як паказана на рысунку.
5. З выкарыстаннем притирочной пасты прытрыце клапан.
Памеры рамонтных сёдлаў клапанаў
| Найменне | Памер, мм | Памерная пазнака | Вышыня Н сядла клапана, мм | Унутраны дыяметр адтуліны ў галоўцы цыліндраў, мм |
| Сядло ўпускнога клапана | 0,3 O.S.
0,6 O.S. | 30
60 | 7,9-8,1
8,2-8,4 | 44,300-44,325
44,625-44,625 |
| Сядло выпускнога клапана | 0,3 O.S.
0,6 O.S. | 30
60 | 7,9-8,1
8,2-8,4 | 38,300-38,325
38,625-38,625 |
Шырыня кантактнай палоскі сядла клапана:
- Впускной клапан - 0,9-1,3 мм
- Выпускны клапан - 0,9-1,3 мм
 |
 |
Замена ўтулак клапанаў
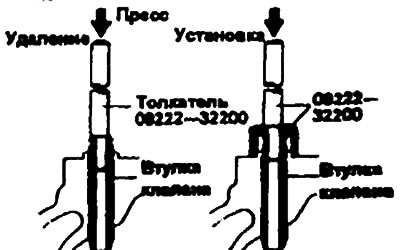
1. Карыстаючыся спецінструментам (09222-32200), выпрасуйце старую ўтулку клапана ў напрамку ніжняй частцы галоўкі цыліндраў.
2. Разгарніце адтуліну для ўтулкі клапанаў так, каб яно адпавядала прэсавай пасадцы новай утулкі павялічанага памеру.
Рамонтныя ўтулкі клапанаў
| Памер, мм | Памерная пазнака | Дыяметр адтуліны ў галоўцы цыліндраў, мм |
| 0,05 O.S. | 5 | 13,050-13,068 |
| 0,25 O.S. | 25 | 13,250-13,268 |
| 0,50 O.S. | 50 | 13,500-13,518 |
3. Карыстаючыся спецінструментам (09222-32200), запрасуйце ўтулку клапана. Утулку клапана трэба запрасаваць з верхняга боку галоўкі блока цыліндраў. Памятайце аб тым, што ўтулкі клапанаў маюць розную даўжыню.
4. Пасля запрэсоўкі ўтулак устаўце ў іх новыя клапаны і праверце зазор.
5. Пасля замены ўтулак клапанаў праверце правільнасць кантакту працоўнай фаскі клапана і сядла.
Заўвага. Не ўстанаўлівайце пры змене ўтулкі таго ж памеру.
 |
 |
Ўстаноўка
1. Усталюйце ніжнія талеркі затамкавых спружын.
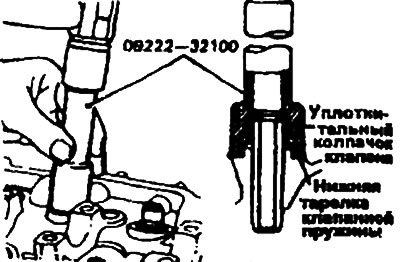
2. Карыстаючыся спецінструментам (09222-32100) абсадзіце ўшчыльняльныя каўпачкі на месца.
Заўвага:
- Не выкарыстоўвайце паўторна старыя ўшчыльняльныя каўпачкі.
- Няправільная ўстаноўка ўшчыльняльнага каўпачка можа прывесці да ўцечкі алею ўніз па затамкавай утулцы.
3. Вырабіце маторнае масла на кожны клапан. Устаўце клапана ва ўтулкі: Не ўжывайце сілы устаўляючы клапаны ва ўшчыльняльныя каўпачкі.
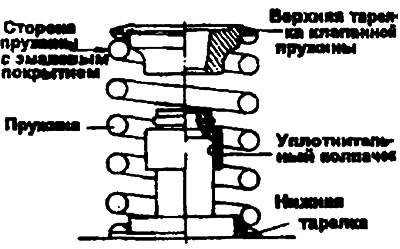
4. Клапанныя спружыны варта ўсталёўваць бокам з пакрыццём у напрамку верхняй талеркі.
5. Карыстаючыся спецпрыстасаваннем (09222- 21001), сцісніце спружыну і ўсталюеце сухары. Пасля ўсталёўкі клапанаў да вызвалення спружыны іх прынады праверце правільнасць усталёўкі сухароў.
 |
 |
Заўвага. Пры сціску спружыны пераканайцеся ў тым, што ўшчыльняльны каўпачок не прыціснуты да ніжняй часткі верхняй талеркі спружыны.
6. Ачысціце ніжнюю паверхню галоўкі блока цыліндраў і верхнюю паверхню самога блока.
7. Праверце ідэнтыфікацыйныя пазнакі на пракладцы галоўкі блока цыліндраў.
8. Размясціце пракладку так, каб паверхня яе з ідэнтыфікацыйнай пазнакай была звернутая да галоўкі блока цыліндраў.
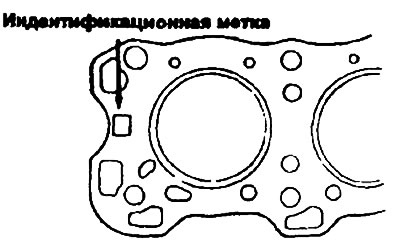
Заўвага. Не наносіце на гэтую паверхню які ўшчыльняе матэрыял.
9. Карыстаючыся спецінструментам (09221-32001) і дынамаметрычным ключом, зацягніце балты галоўкі блока цыліндраў у паказанай на малюнку паслядоўнасці.
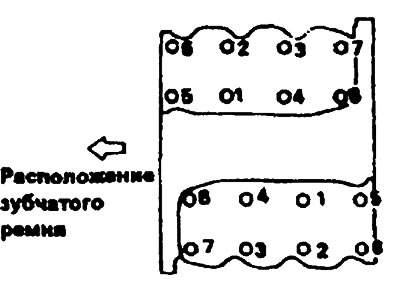
10. Пры зацяжцы нітаў галоўкі паўторыце паслядоўна зацяжку 2 ці 3 разы, кожны раз павялічваючы момант зацяжкі, да дасягнення патрабаванага моманту.
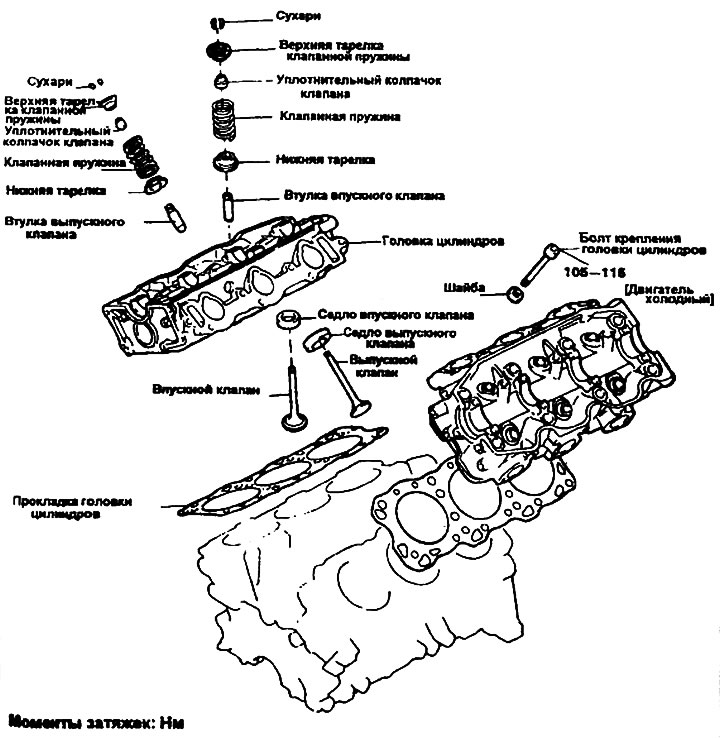
- Момант зацяжкі: Ніты мацавання галоўкі блока цыліндраў Халодны рухавік (тэмпература астуджальнай вадкасці рухавіка каля 20°C) - 105-115 Нм.