
Uređaj
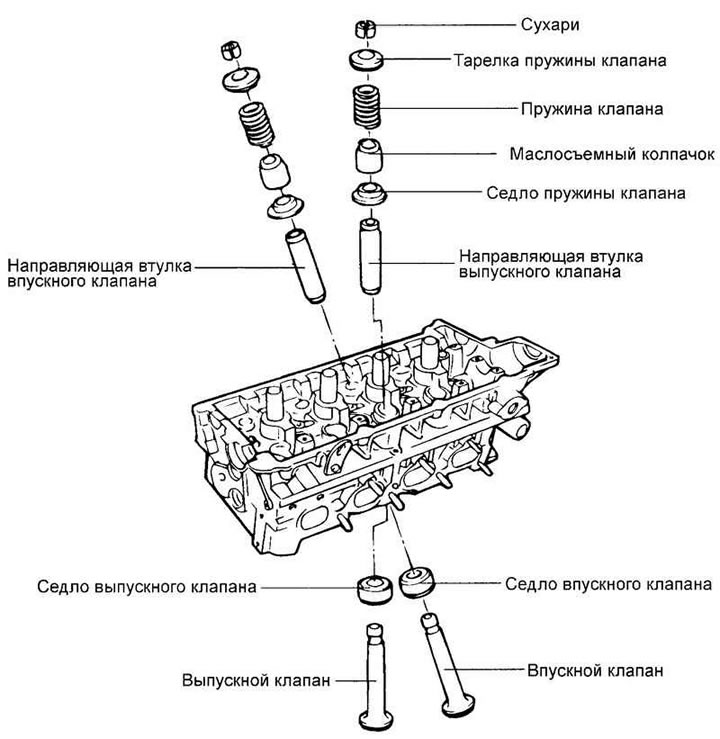
Riža. 2.140. Glava cilindra i sklop ventila
Glava cilindra je od legure lijevanog aluminija sa sjedištima i vodilicama ventila od prešanog lijevanog željeza. Gornji dio čahura zabrtvljen je gumeno-metalnim uljnim brtvama.
Čaure za vođenje s većim vanjskim promjerima dostupne su kao rezervni dijelovi.
U gornjem dijelu glave cilindra nalaze se oslonci za rukavce bregastog vratila. Nosači su odvojivi. Gornja polovica je u kućištima ležajeva, a donja polovica je u glavi cilindra. Rupe za ležajeve su strojno obrađene u kompletu s kućištima ležajeva, tako da nisu međusobno zamjenjive i glava cilindra se može zamijeniti samo u kompletu s kućištima.
Ventile pokreću bregaste osovine preko hidrauličkih podizača. Podešavanje razmaka u pogonskom mehanizmu ventila s hidrauličkim podizačima vrši se automatski tijekom rada motora.
Rastavljanje
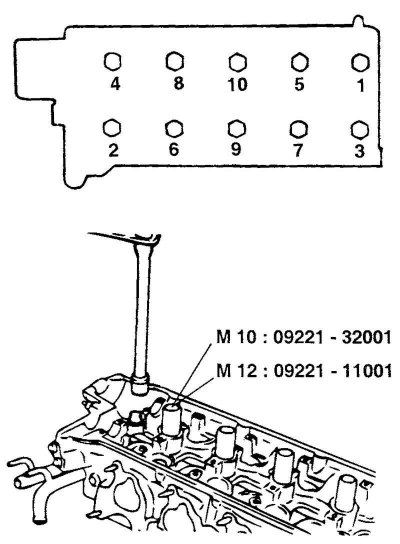
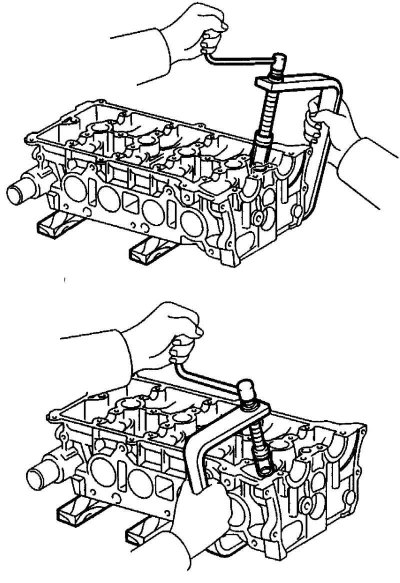
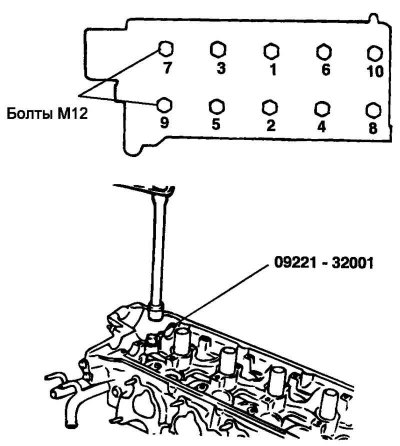
Riža. 2.141. Postupak uklanjanja vijaka glave cilindra
S posebnim alatom (ključevi za vijak glave cilindra 09221-32001, 09221-11000) odvrnite vijke glave cilindra redoslijedom prikazanim na slici (riža. 2.141).
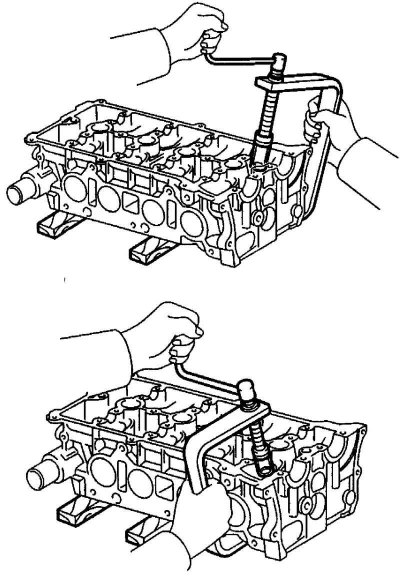
Riža. 2.142. Uklanjanje krekera, opružnih ploča, opruga i ventila pomoću posebnog alata
S posebnim alatom (alat za kompresiju opruge ventila 09222-28000 i adapter 09222-28100) uklonite krekere s ploče opruge ventila. Zatim uklonite poklopac opruge ventila, oprugu ventila, sjedište opruge ventila i ventil (riža. 2.142).
Bilješka. Dijelove za svaki ventil čuvajte zasebno kao set kako biste izbjegli zabunu tijekom instalacije.
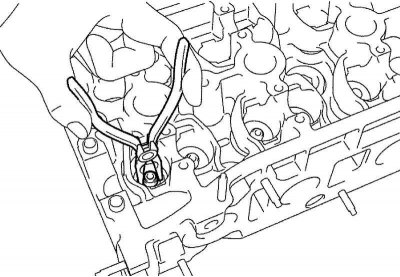
Riža. 2.143. Uklanjanje uljnih brtvi
S posebnim alatom (skidač uljnih brtvila 09222-29000) uklonite uljne brtve (riža. 2.143).
Bilješka. Brtve stabla ventila ne smiju se ponovno koristiti.
Provjera glave cilindra
Provjerite ima li na glavi cilindra pukotina, oštećenja i znakova curenja rashladne tekućine. Ako se pronađu pukotine, zamijenite glavu cilindra.
U potpunosti očistite glavu cilindra od kamenca, naslaga ugljika i ostataka starog brtvila i brtve. Nakon čišćenja kanala za ulje, ispuhajte ih komprimiranim zrakom kako biste uklonili začepljenje.
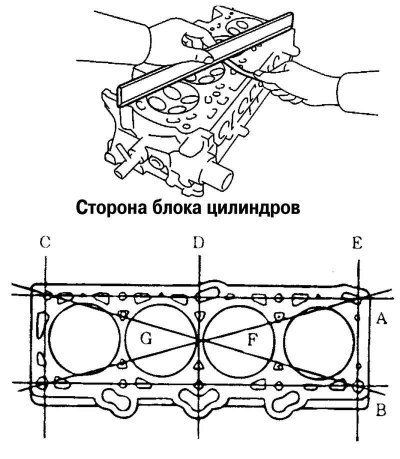
Riža. 2.144. Provjera ravnosti spojne površine glave cilindra
Provjerite ravnost spojne površine glave cilindra u smjerovima prikazanim na sl. 2.144.
Ako ravnost premašuje granicu u bilo kojem smjeru, ili zamijenite glavu cilindra ili lagano izbrusite spojnu površinu glave cilindra.
Neravnina spojene površine glave cilindra:
- nominalna vrijednost - manje od 0,03 mm;
- najveća dopuštena vrijednost je 0,06 mm.
Dijelovi ventilskog sklopa
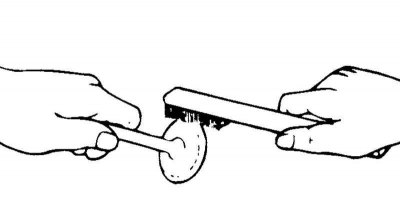
Riža. 2.145. Čišćenje ventila
Za temeljito čišćenje ventila koristite žičanu četku (riža. 2.145).
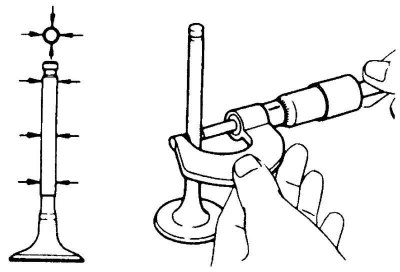
Riža. 2.146. Provjera ventila
Provjerite ima li istrošenosti, oštećenja i izobličenja ventila i osovine (riža. 2.146).
Zamijenite ventil ako je potrebno. Ako postoje udubljenja ili značajna istrošenost na kraju stabla ventila, ponovno napravite kraj stabla ventila. Debljina sloja koji se uklanja tijekom mehaničke obrade kraja stabla ventila treba biti minimalna. Osim toga, obradite radnu ivicu sjedišta ventila.
Zamijenite ventil ako je debljina diska ventila manja od granice.
Debljine diskova ventila prikazane su u nastavku.
Nazivna vrijednost:
- usisni ventil - 1,15 mm;
- ispušni ventil - 1,35 mm.
Najveća dopuštena vrijednost:
- usisni ventil - 0,80 mm;
- ispušni ventil - 1,00 mm.
Opruge ventila
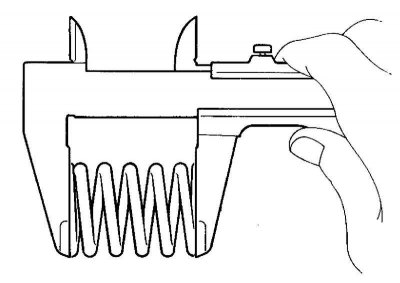
Riža. 2.147. Mjerenje duljine opruge ventila u slobodnom stanju
Provjerite slobodnu duljinu svake opruge ventila. Ako je duljina opruge manja od ograničenja, zamijenite oprugu ventila (riža. 2.147).
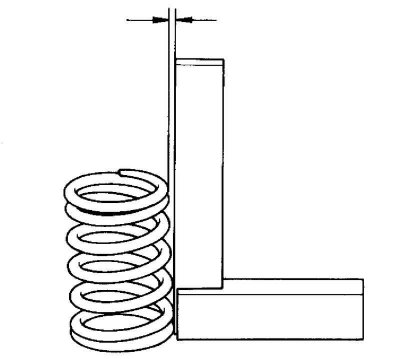
Riža. 2.148. Provjera odstupanja osi opruge
Pomoću kutnika provjerite odstupanje osi svake opruge od okomice na potpornu površinu (neokomitost) (riža. 2.148).
Ako je odstupanje veće od granice, zamijenite oprugu ventila.
Opruga ventila
Nazivna slobodna duljina opruge: 48,86 mm.
- Duljina opruge pod opterećenjem 183 N: 39,00 mm.
- Duljina opruge pod opterećenjem 400 N: 30,50 mm.
- Otklon osi opruge (neokomitost): 1,5°ili manje.
Najveća dopuštena vrijednost:
- Slobodna duljina opruge: 47,86 mm.
- Otklon osi opruge (neokomitost): 3°.
Vodilice ventila
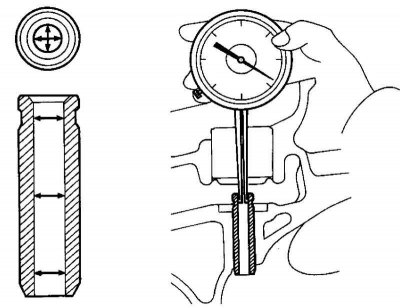
Riža. 2.149. Provjera zazora između vodilice ventila i stabla ventila
Provjerite zazor između vodilice ventila i stabla ventila (na nekoliko točaka po dužini). Ako je zazor veći od ograničenja, zamijenite vodilicu ventila (riža. 2.149).
Vrijednosti zazora između vodilice ventila i stabla ventila navedene su u nastavku.
Nazivna vrijednost:
- usisni ventil - 0,02–0,05 mm;
- ispušni ventil - 0,035–0,065 mm.
Najveća dopuštena vrijednost:
- usisni ventil - 0,10 mm;
- ispušni ventil - 0,13 mm.
Rekonstrukcija sjedišta ventila
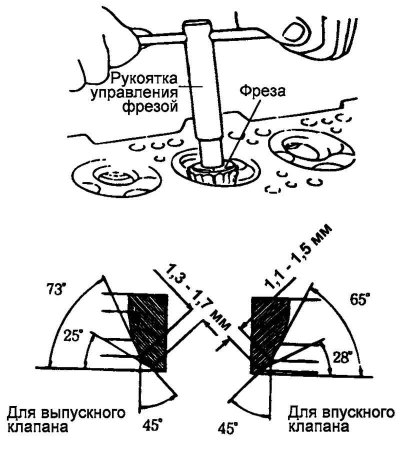
Riža. 2.150. Dijagram popravka sjedišta ventila
Provjerite ima li sjedišta ventila znakova pregrijavanja i neravnomjernog kontakta s površinom ventila. Ako je potrebno, ili vratiti (mašina), ili zamijenite sjedište ventila. Provjerite istrošenost vodilice ventila prije ponovne izrade sjedišta ventila. Ako je čahura vodilice istrošena, prvo je zamijenite, a zatim ponovno izradite sjedište ventila. Obnavljanje sjedišta ventila izvodi se posebnim alatom (rezačima ili na alatnim strojevima). Širina kontaktne površine sjedišta ventila mora odgovarati nominalnim vrijednostima, a kontaktna površina mora biti ravnomjerno smještena u središtu radne ivice diska ventila. Nakon obnavljanja sjedišta, ventil i sjedište ventila treba prelepiti pastom za prianjanje.
Zamjena sjedišta ventila
Mašina (odrezati) zamjenjivo sjedište ventila iznutra kako bi se smanjila debljina njegovih stijenki.
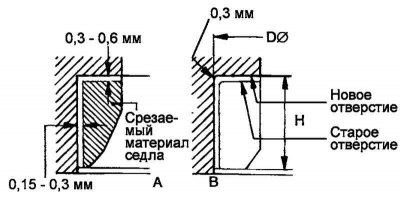
Riža. 2.151. Shema bušenja rupa u glavi cilindra
Izbušite rupu u glavi cilindra za ugradnju sjedišta ventila odgovarajuće veličine za popravak (povećani promjer) (riža. 2.151).
Zagrijte glavu cilindra na otprilike 250°C i utisnite novo veće sjedište u provrt glave cilindra.
Prislonite ventil na novo sjedište pomoću paste za prianjanje.
Širina kontaktne površine sjedišta ventila za ulazni kanal je 1,1-1,5 mm, za izlazni kanal - 1,3-1,7 mm.
Zamjena vodilice ventila
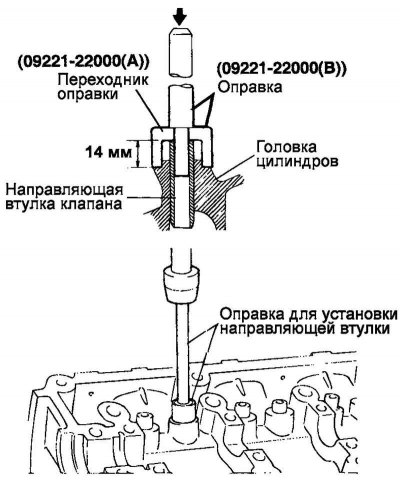
Riža. 2.152. Istiskivanje stare vodilice ventila
S posebnim alatom (trn za ugradnju vodeće čahure 09221-22000A/V) pritisnite staru vodilicu ventila iz glave cilindra prema površini brtve (riža. 2.152).
Izbušite provrt glave motora kako biste ugradili odgovarajuću predimenzioniranu vodilicu ventila (povećani promjer).
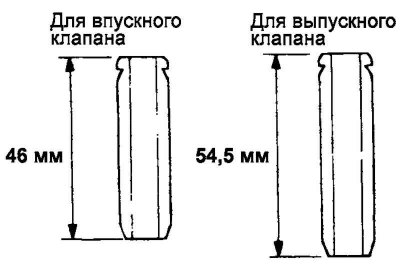
Riža. 2.153. Razlika između duljine vodeće čahure za usisne i ispušne ventile
S posebnim alatom (trn za ugradnju vodeće čahure 09221-22000A/V) Pritisnite novu vodilicu ventila s gornje površine glave cilindra. Obratite pozornost na razliku u duljini čahura za vođenje usisnih i ispušnih ventila (riža. 2.153).
Bilješka. Nemojte postavljati vodilicu ventila ako ne odgovara prevelikoj veličini.
Nakon ugradnje vodilice ventila, umetnite novi ventil i provjerite je li razmak između vodilice ventila i stabla ventila točan.
Nakon zamjene vodilice ventila, provjerite je li ventil ispravno namješten u sjedište. Doradite sjedište ventila ako je potrebno.
Skupština
Nanesite motorno ulje na sve trljajuće i rotirajuće dijelove.
Ugradite sjedišta opruge ventila.
Bilješka. Prije sastavljanja temeljito očistite sve dijelove.
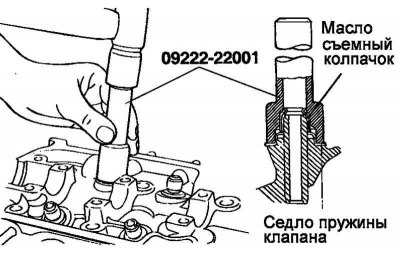
Riža. 2.154. Ugradnja brtve stabla ventila
S posebnim alatom (trn za ugradnju brtve ventila 09222-22001) laganim udarcem postavite čep za struganje ulja na mjesto (riža. 2.154).
Bilješka. Ponovna uporaba brtvi ventila nije dopuštena.
Bilješka. Neispravna ugradnja brtve ventila može rezultirati curenjem ulja kroz vodilicu ventila.
Podmažite vreteno ventila motornim uljem. Umetnite ventil u vodilicu.
Nemojte primjenjivati silu kada provlačite vreteno ventila kroz brtvu vretena ventila. Nakon ugradnje ventila provjerite glatkoću njegovog kretanja.
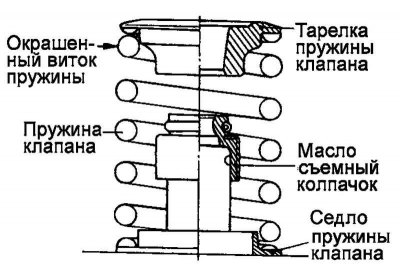
Riža. 2.155. Dijagram ugradnje opruge ventila
Ugradite oprugu ventila tako da se obojeni svitak opruge nalazi blizu sjedišta opruge (gore), a zatim postavite poklopac opruge ventila (riža. 2.155).
Riža. 2.156. Ugradnja krekera
S posebnim alatom (alat za kompresiju opruge ventila 09222-28000 i adapter 09222-28100) stisnite oprugu ventila i ugradite krekere. Prije uklanjanja specijalnog alata nakon ugradnje ventila, provjerite jesu li matice čvrsto postavljene (riža. 2.156).
Bilješka. Prilikom stiskanja opruge ventila, pazite da ploča opruge ne dodiruje brtvu stabla ventila.
Očistite spojne površine za brtvu na glavi i bloku cilindra.
Provjerite odgovaraju li identifikacijske oznake brtve glave cilindra specifikacijama.
Ugradite brtvu glave cilindra na blok cilindra tako da identifikacijska oznaka bude okrenuta prema gore (na glavu cilindra).
Riža. 2.157. Redoslijed zatezanja vijaka glave cilindra
Zategnite vijke pričvršćivanja glave bloka cilindara nominalnim momentom redoslijedom prikazanim na crtežu sl. 2.157.
Moment pritezanja za vijke glave cilindra:
- M10–25 Nm + (60–65°) + (60–65°);
- M12–30 Nm + (60–65°) + (60–65°).