
Флат стили
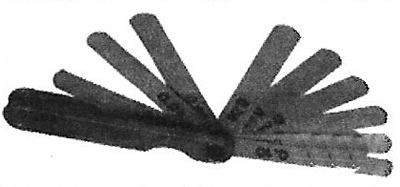
Плоснати мерачи (види слику) су скуп плоча одређене дебљине са одговарајућим ознакама који се користе за мерење различитих зазора. Такође, плоснати мерачи се могу користити, на пример, за мерење аксијалног зазора где је тешко коришћење индикатора бројчаника (види доле).

Равни сет оловке мора бити заштићен од претеране силе и удара како би се спречило савијање или оштећење плоча оловке. Површина равних сонди мора бити чиста и премазана танким слојем уља како би се спречили процеси корозије.
Приликом мерења зазора потребно је одабрати равни мерач који ће стати између два дела са малим отпором. Препоручује се да имате два сета равних сонди да бисте обезбедили тачна мерења.
Микрометри
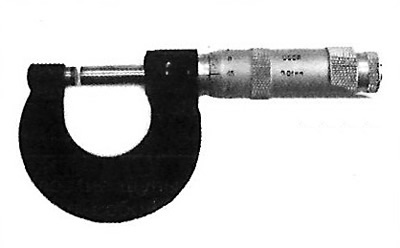
Микрометар је уређај дизајниран за мерење линеарних димензија методом апсолутног контакта у области малих величина са високом прецизношћу (од 0,01 до 0,001 мм), чији је механизам конверзије микропар навртка.
Микрометар се мора одржавати чистим. Пазите да не испустите микрометар јер се носач може деформисати, узрокујући нетачна мерења.
Деловање микрометра се заснива на кретању завртња дуж осе док се окреће у непокретној навртци. Кретање је пропорционално углу ротације завртња око осе. Пуни обртаји се броје на скали означеној на стабљици микрометра, а делићи обртаја се броје на кружној скали означеној на бубњу. Оптимално је да се завртањ у навртци помери само за дужину не већу од 25 мм због потешкоћа у производњи завртња са прецизним кораком на већој дужини. Због тога се микрометар израђује у неколико стандардних величина за мерење дужине од 0 до 25 мм, од 25 до 50 мм итд. За микрометре са границама мерења од 0 до 25 мм, са затвореним мерним равнима пете и микрометарским завртњем, нулти ход скале бубња мора се тачно поклапати са уздужним ходом на дршци, а закошена ивица бубња мора поклапају се са нултим потезом скале стабљике. За мерење дужине веће од 25 мм користите микрометар са заменљивим наковњима; подешавање таквих микрометара на нулу се врши помоћу мере подешавања која се примењује на микрометар, или крајњих мера. Производ који се мери је стегнут између мерних равни микрометра. Типично, корак завртња је 0,5 или 1 мм и, сходно томе, скала на стабљици има вредност поделе од 0,5 или 1 мм, а на бубњу се примењује 50 или 100 подела да би се добило очитавање од 0,01 мм. Ова вредност очитавања је најчешћа, али постоје микрометри са очитањима од 0,005, 0,002 и 0,001 мм. Константна аксијална сила када завртањ додирује део обезбеђује уређај за трење - чегртаљ. Када су мерне површине микрометра у блиском контакту са површином дела који се мери, чегртаљка почиње да се окреће уз благи напук, а ротација микрозавртња треба да престане након три клика.
Чељусти
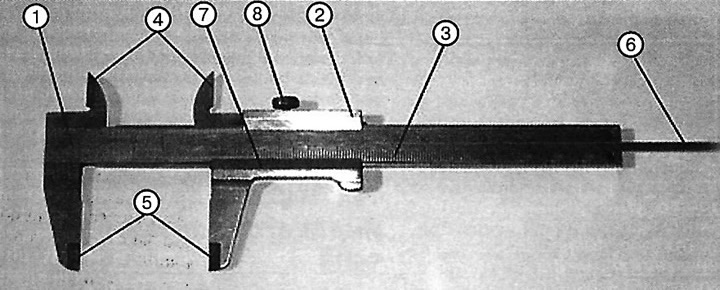
1. Мрена.
2. Покретни оквир.
3. Барска скала.
4. Сунђери за унутрашња мерења.
5. Сунђери за спољна мерења.
6. Лењир за мерење дубине.
7. Верниер.
8. Вијак за стезање оквира
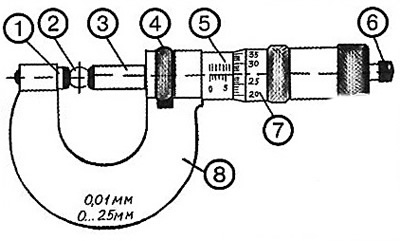
1. Пета. 2. Предмет мерења. 3. Вретено. 4. Вхеел. 5. Мерна скала (у мм). 6. Ратцхет.
7. Нониус бубањ. 8. Носач.
Приликом мерења предмет (2) је стегнут између пете и микрометарског завртња (3). На површини стабљике налазе се две испрекидане скале, померене једна од друге за 0,5 мм, и имају вредност поделе од 1 мм. Бубањ (7) ротира око кружне скале, која се такође налази на косини бубња. Микрометарски вијак се може фиксирати у било ком положају. Вијак је опремљен механизмом за зачепљење како би се обезбедио константан мерни притисак.
(Оригинални текст се налази на порталу: hyundaibook.ru)
1. Предмет се инсталира између пете и микрометарског завртња, док ротирате бубањ, поставите вретено на приближну величину предмета.
2. Вретено пажљиво прилази предмету који се мери.
3. Величина у мм се одређује помоћу нониуса бубња, који одговара хоризонталној индексној линији скале стабљике.
4. Одређује се укупна величина мереног објекта.
Напомена. Када сте у контакту са предметом који се мери, немојте притискати вретено окретањем чахуре бубња руком, то може довести до лома микрометра. Да бисте прецизније одредили димензије, потребно је да се уверите да је предмет добро обезбеђен.
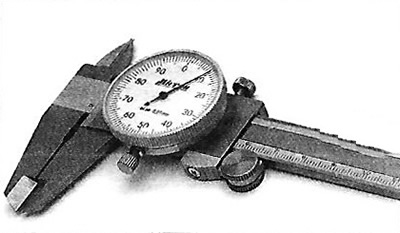
Нониус калибра су универзални алат дизајниран за високо прецизна мерења спољашњих и унутрашњих димензија. Поред тога, чељусти се могу користити за одређивање дубине рупа и избочина.
Мерне чељусти калипера се такође могу користити за мерење паралелизма страна обрадака. Издавачка кућа "Монолит"
Чељусти имају границе мерења од 0-125 мм (СхТс-1), 0-160 мм (СхТс-2) и 0-400 мм (СхТс-3).
Најчешће коришћена калипер је СхТс-1.
За мерење спољашњих димензија и контролу паралелизма користе се главне мерне чељусти алата, а помоћне зашиљене чељусти за мерење унутрашњих димензија и ознака.
Користећи мерач дубине, одредите дубину рупа и избочина.
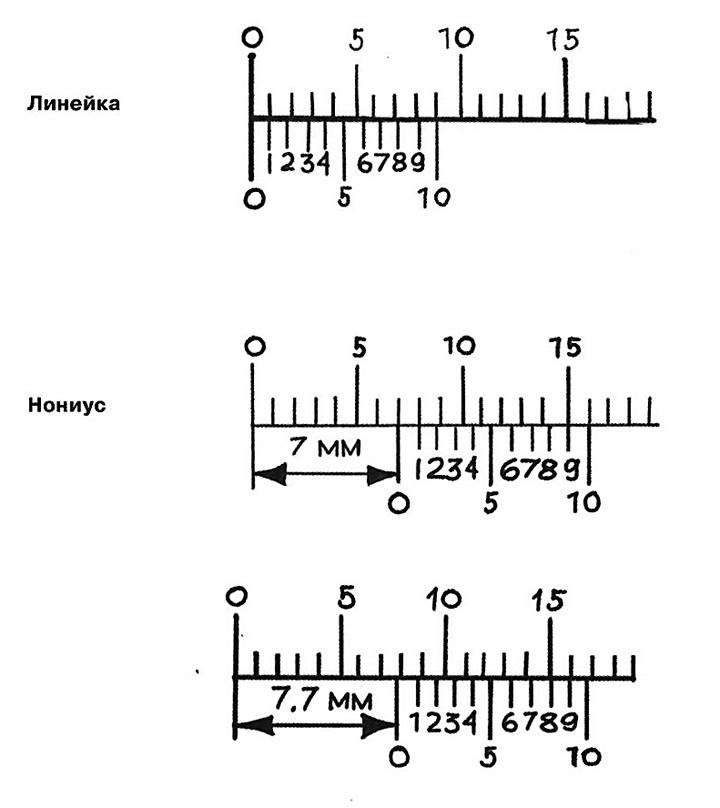
Дизајн нониус чељусти је заснован на градуисаном лењиру (шипки) и помоћној нониус скали, која се креће дуж главног лењира-шипке. Користећи ову помоћну скалу, можете пребројати разломке поделе главне скале.
Принцип рада нонија заснива се на разлици у интервалима поделе главне скале и скале нонија. Ова разлика је једнака цени дељења нонија, а број подела зависи од цене поделе.
Ако је интервал дељења скале 1 мм, а интервал поделе скале 0,9 мм, онда је вредност поделе скале 0,1 мм.
Дакле, ако комбинујете нулту поделу нонијаса са нултом поделом главне скале калипера, онда ће прва подела нонија "заостајати" за првом дељењем главне скале за разлику у интервалима скале, тј. за 0,1 мм, друга подела за 0,2 мм итд.
Десета подела нонија, померена за 1 мм, поклапа се са деветом поделом главне скале штапа, односно ако се вредност поделе од 1 мм подели са бројем подела нонија (са 10), добијамо 0,1 мм (види слику)
Пример:
Ако се нулта линија нонија поклапа са било којом линијом на лењиру, онда ово/подела означава величину у целим милиметрима.
Ако се нулта линија нонија не поклапа са линијом на главној скали, онда подела на лењиру најближа лењиру показује цео број милиметара, а десетине се рачунају према нонијусу.
Целом броју милиметара додајте онолико десетих делова милиметра колико има потеза нонија све док се било који потез нонија у потпуности не поклопи са једним од потеза лењира. На слици је приказан пример очитавања од 7 мм и 7,7 мм.
Неке чељусти су опремљене индикатором бројчаника. Индикаторска скала вам омогућава да подесите нулту поставку и контролишете одступања толеранције.
У току рада и по завршетку потребно је обрисати чељуст крпом натопљеном водено-алкалним раствором, а затим осушити чистом крпом. На крају рада прекријте површине чељусти танким слојем било ког техничког уља и ставите га у кутију. Избегавајте оштре ударе или падове током рада да бисте избегли савијање шипке и друга оштећења, огреботине на мерним површинама и трење мерних површина о део који се тестира.
Индикатор бирања
Индикатор бројчаника је дизајниран за мерење линеарних димензија коришћењем апсолутних и релативних метода, одређивање величине одступања од датог геометријског облика и релативног положаја површина. Индикатори са опсегом мерења од 0-2 мм доступни су у две верзије:
- ИЦХ - са мерним штапом који се креће паралелно са скалом;
- ИТ - са кретањем мерне шипке окомито на скалу.
Индикатори су причвршћени или на спојну чауру пречника од 8h7, или иза уха дебљине 5 мм са спојном рупом пречника 5 мм.
Употреба индикатора бројчаника је веома разнолика и стога овде није описана. Специфични случајеви коришћења уређаја описани су у упутству за поправку (на пример, мерење аксијалног зазора радилице мотора, мерење отпуштања кочионог диска итд.).
Мерач отвора

Мерач проврта је дизајниран за мерење унутрашњих димензија делова (на пример, пречник отвора цилиндра, ширина жлебова итд.).
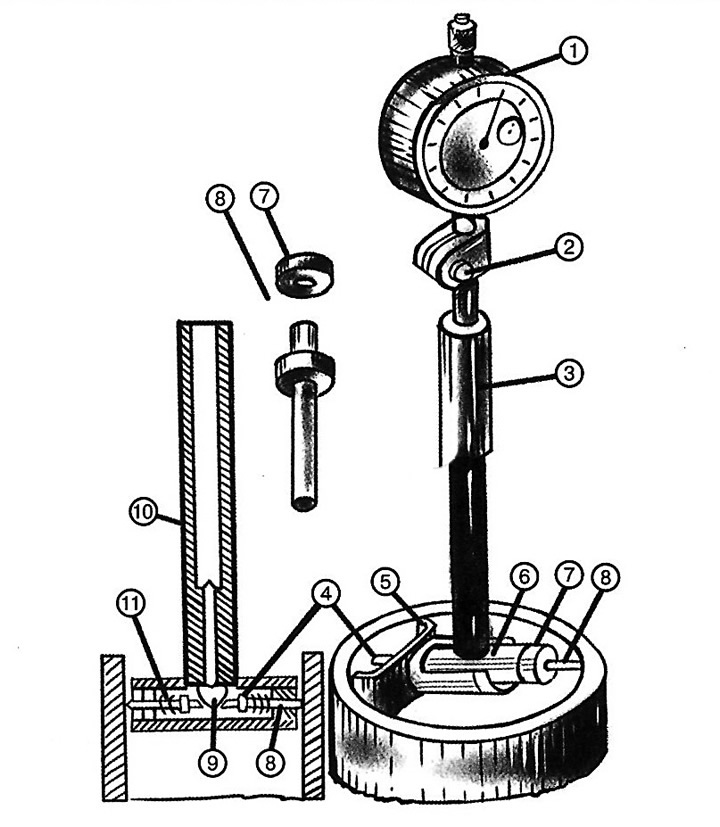
1. Индикатор бирања.
2. Сцрев.
3. Дршка.
4. Мотор.
5. Мост за центрирање.
6. Тее.
7. Нут.
8. Мерна шипка.
9. Гљивице.
10. Род.
11. Спирална опруга.
Уређај има водећу чахуру (5), у чијем је горњем делу уграђен показивач (1), причвршћен завртњем (2). Унутар чахуре налази се дугачка шипка, која је у контакту са кратком шипком (10), која се наслања на гљивицу (9) тројнице (6) главе мерача проврта. Т-прикључак садржи клизач (4) и заменљиву мерну шипку (8), причвршћену у Т-у навртком (7). На бочној страни покретног клина је постављен мост за центрирање 5, који служи за уградњу индикаторске главе дуж пречника отвора. Приликом мерења рупа, клизач (4) са спиралном опругом (11) притиска на гљивицу (9) и преко шипке (10) преноси кретање на дугачку шипку до индикатора.
Померање стрелице индикатора одређује одступање величине. Пре мерења, унутрашњи мерач се поставља на номиналну величину дуж прстена или блока плочица.
Индикаторска мерила отвора се производе са границама мерења: 6-10; 10-18; 18-35; 35-50; 50-100; 100- 160; 160-250; 250-450 мм. За мерења, заменљиве подлошке и шипке су причвршћене за мерач бушотине, које се разликују једна од друге за 1 или 5 мм (у зависности од границе мерења). Подлошке се уграђују у отвор на глави Т-а.