
Lapos ceruza
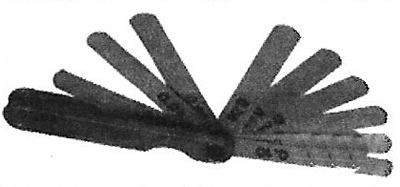
lapos ceruza (Lásd a képen) meghatározott vastagságú, megfelelő jelöléssel ellátott lemezkészlet, amelyet különféle rések mérésére használnak. Lapos tapintók is használhatók, például a végjáték mérésére, ahol mérőórát használnak (lásd alább) nehéz.

A lapos ceruzakészletet védeni kell a túlzott erőtől és ütéstől, hogy a ceruza pengéi ne hajlítsanak meg vagy sérüljenek meg. A lapos szondák felületét tisztán kell tartani, és a legvékonyabb olajréteggel kell bevonni a korróziós folyamatok megelőzése érdekében.
A rés mérésekor lapos hézagmérőt kell választani, amely kis ellenállással lép be a két rész közé. Javasoljuk, hogy két lapos szondával rendelkezzen a pontos mérések érdekében.
Mikrométerek
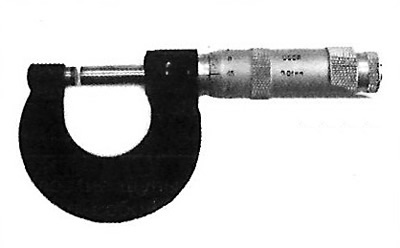
Mikrométer - lineáris méretek abszolút érintkezési módszerrel történő mérésére tervezett eszköz kis méretek tartományában nagy pontossággal (0,01 és 0,001 mm között), melynek átalakító mechanizmusa csavar-anya mikropár.
A mikrométert tisztán kell tartani. Ügyeljen arra, hogy ne ejtse le a mikrométert, mert a tartója deformálódhat, ami pontatlan méréseket eredményezhet.
A mikrométer működése a csavar tengely mentén történő mozgásán alapul, amikor egy rögzített anyában elforgatják. A mozgás arányos a csavar tengely körüli elfordulási szögével. A teljes fordulatszámot a mikrométer szárára nyomtatott skálán, a fordulat törtrészeit pedig a dobra nyomtatott körskálán számolják. Optimális, ha az anyában lévő csavart legfeljebb 25 mm-re mozgatja, mivel a pontos menetemelkedésű csavart hosszabb hosszon nehéz előállítani. Ezért a mikrométer többféle méretben készül 0-tól 25 mm-ig, 25-50 mm-ig stb. A 0 és 25 mm közötti mérési határértékekkel rendelkező mikrométereknél a sarok és a mikrométercsavar zárt mérősíkjainál a dob skála nulla löketének pontosan meg kell egyeznie a szár hosszirányú löketével, és a dob ferde élének egybe kell esnie a nullával. a szár pikkelyének vonása. A 25 mm-nél nagyobb hosszúság mérésére cserélhető sarkú mikrométert kell használni; az ilyen mikrométerek nullára állítása a mikrométerre alkalmazott beállítási mértékkel vagy végmértékekkel történik. A mért terméket a mikrométer mérősíkjai közé szorítjuk. Általában a csavar osztásköze 0,5 vagy 1 mm, és ennek megfelelően a száron lévő skála osztásértéke 0,5 vagy 1 mm, és a dobon 50 vagy 100 osztást alkalmaznak a 0,01 mm-es leolvasás eléréséhez. Ez a leolvasás a leggyakoribb, de vannak 0,005, 0,002 és 0,001 mm-es mikrométerek. A csavar és az alkatrész érintkezésekor állandó axiális erőt egy súrlódó eszköz - egy racsnis - biztosít. Amikor a mikrométer mérőfelületei szorosan érintkeznek a mért alkatrész felületével, a racsnis enyhe recsegéssel forogni kezd, míg a mikrocsavar forgását három kattintás után le kell állítani.
Körző
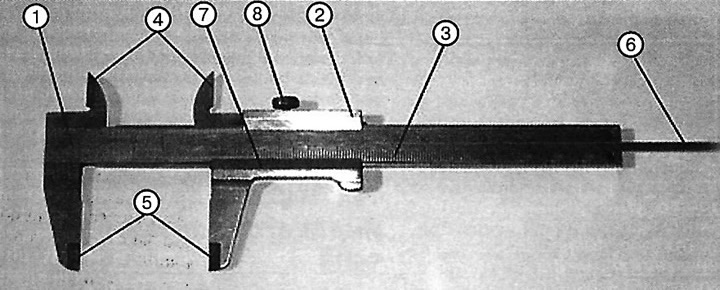
1. Rúd.
2. Mozgatható keret.
3. Súlyzómérleg.
4. Szivacsok belső mérésekhez.
5. Szivacsok külső mérésekhez.
6. Mélységmérő vonalzó.
7. Nonius.
8. Keretszorító csavar
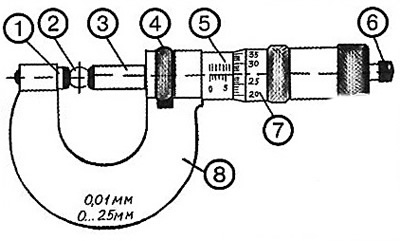
1. Sarok. 2. A mérés tárgya. 3. Orsó. 4. Kerék. 5. Mérőskála (mm-ben). 6. Racsnis.
7. Nonius dob. 8. Tűző.
A mérések során az alany (2) a sarok és a mikrométeres csavar közé szorítva (3). A szár felületén két, egymáshoz képest 0,5 mm-rel eltolt, 1 mm-es osztásértékkel szaggatott pikkely található. Dob (7) egy kör alakú skála körül forog, amely szintén a dob ferdén található. A mikrométeres csavar bármilyen pozícióban rögzíthető. A csavar egy racsnis mechanizmussal van felszerelve, amely biztosítja az állandó mérési nyomást.
1. A tárgyat a sarok és a mikrométeres csavar közé helyezzük, miközben a dobot forgatjuk, állítsuk az orsót a tárgy hozzávetőleges méretére.
2. Óvatosan közelítse meg az orsót, amíg meg nem érinti a mérendő tárgyat.
3. A mm-ben megadott méretet a dob nóniuszával határozzuk meg, amely megfelel a szárskála vízszintes indexlöketének.
4. Meghatározzuk a mért objektum teljes méretét.
Jegyzet. Ha érintkezik a mért tárggyal, ne nyomja meg az orsót a dob hüvelyének kézzel történő forgatásával, mert ez a mikrométer töréséhez vezethet. A pontosabb méretezés érdekében meg kell győződnie arról, hogy az elem jól rögzítve van.
A tolómérő egy sokoldalú eszköz, amelyet külső és belső méretek nagy pontosságú mérésére terveztek. Ezenkívül a féknyereg meghatározhatja a lyukak és a kiemelkedések mélységét.
A féknyereg mérőpofáival a munkadarabok oldalainak párhuzamossága is mérhető. Kiadó «Monolit»
A féknyergek mérési határa 0-125 mm (ShTs-1) , 0-160 mm (ShTs-2) és 0-400 mm (ShTs-3).
A leggyakrabban használt ShTs-1 tolómérő.
A külső méretek mérésére és a párhuzamosság ellenőrzésére a szerszám fő mérőpofáit, a belső méretek mérésére és jelölésére a segédpofákat használjuk.
Mélységmérő segítségével határozza meg a lyukak és a kiemelkedések mélységét.
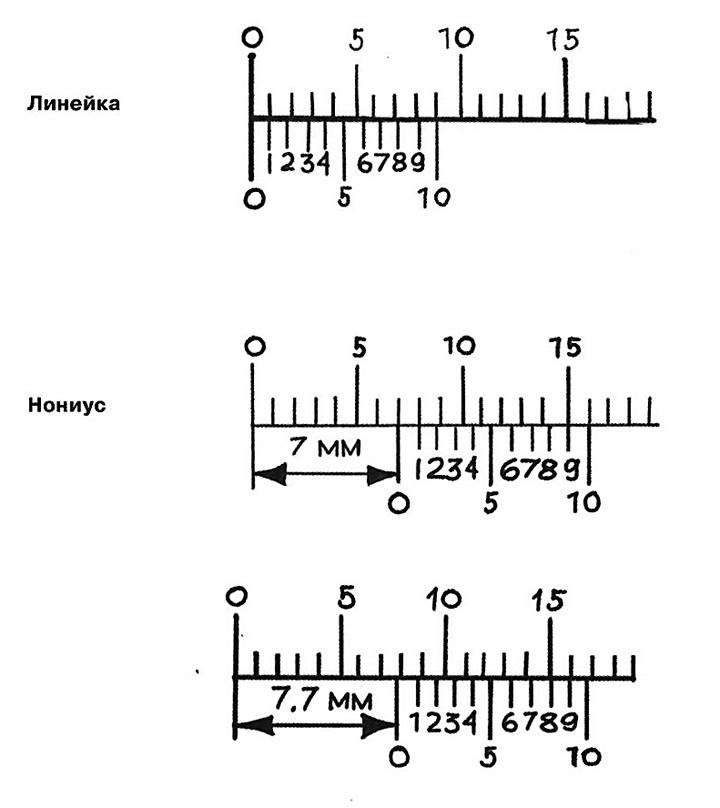
A tolómérő eszköz egy osztásokkal ellátott vonalzón alapul (súlyzó) és egy segédmérleg-nóniusz, amely a fő vonalzó-rúd mentén mozog. A segédskála segítségével megszámolhatja a főskála osztási törtrészeit.
A nóniusz működési elve a főskála és a nóniuszskála osztásközei közötti különbségen alapul. Ez a különbség megegyezik a nóniusz felosztási árával, a felosztások száma pedig a felosztási ártól függ.
Ha a skálaosztás 1 mm, és a nóniusz osztásköze 0,9 mm, akkor a nóniusz osztásértéke 0,1 mm.
Így ha a nóniusz nulla osztását összevonjuk a féknyereg főskálájának nulla osztásával, akkor a nóniusz első osztása «lemaradni» a főskála első osztásától a skálák intervallumainak különbségével, azaz 0,1 mm-rel, a második osztástól 0,2 mm-rel stb.
A nóniusz 1 mm-rel eltolt tizedik osztása egybeesik a rúd főskálájának kilencedik osztásával, vagyis ha az 1 mm-es osztásértéket elosztjuk a nóniusz osztásainak számával (10-én), 0,1 mm-t kapunk (lásd az ábrát.)
Példa:
Ha a nóniusz nulla vonása egybeesik a vonalzó bármely vonásával, akkor ez a/osztás a méretet egész milliméterben jelzi.
Ha a nóniusz nulla vonása nem esett egybe a főskála ütésével, akkor a balhoz legközelebbi vonalzón lévő osztás egész millimétert mutat, és a tizedeket a nóniusz szerint számoljuk.
Egész számú milliméterhez annyi tizedmillimétert adunk, ahány nóniuszvonást számolunk, amíg a nóniusz bármely vonása egybe nem esik a vonalzó egyik vonásával. Az ábrán 7 mm és 7,7 mm leolvasási példa látható.
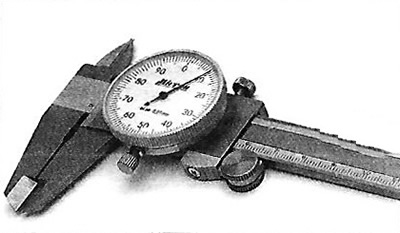
Egyes féknyergek számlapjelzővel vannak felszerelve. A jelzőskála lehetővé teszi a nulla beállítás, a tűréshatárok beállítását.
A munka során és annak végén a féknyereget vizes-lúgos oldattal átitatott ruhával le kell törölni, majd tiszta ruhával meg kell szárítani. A munka végén fedje be a féknyereg felületét egy vékony réteg műszaki olajjal, és tegye tokba. Üzem közben kerülje a durva ütközéseket vagy leeséseket, hogy elkerülje a rúd elhajlását és egyéb sérüléseket, a mérőfelületek karcolódását, a mérőfelületek súrlódását a vezérelt részen.
Tárcsajelző
A tárcsamutató a lineáris méretek abszolút és relatív módszerekkel történő mérésére, az adott geometriai alakzattól való eltérések nagyságának és a felületek egymáshoz viszonyított helyzetének meghatározására szolgál. A 0-2 mm-es mérési tartományú mutatók két változatban kaphatók:
- ICH - a mérőrúd mozgásával párhuzamosan a skálával;
- IT - a mérőrúd skálára merőleges mozgásával.
A jelzőket vagy egy 8h7 átmérőjű összekötő karmantyúval, vagy egy 5 mm vastag füllel, 5 mm átmérőjű összekötő furattal szerelik fel.
A számlapjelző használata meglehetősen változatos, ezért itt nem ismertetjük. A készülék használatának konkrét eseteit a javítási kézikönyv írja le (például motor főtengelyének végjátékának mérése, féktárcsa kifutásának mérése stb.).
Nutrométer

A furatmérő az alkatrészek belső méreteinek mérésére szolgál (például a hengerfurat átmérője, a horony szélessége stb.).
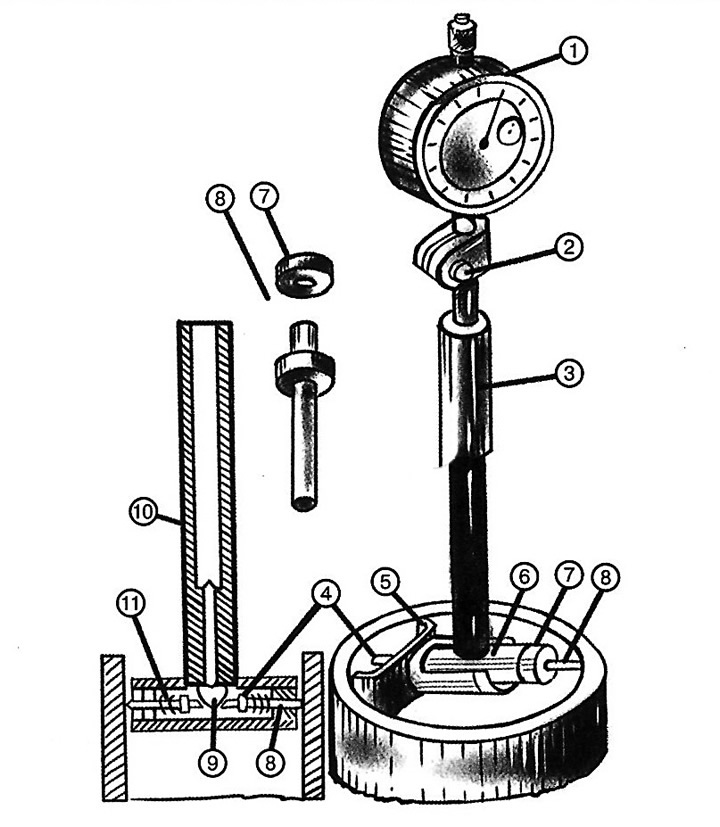
1. Tárcsajelző.
2. Csavar.
3. Fogantyú.
4. Motor.
5. Központosító híd.
6. Pó.
7. Dió.
8. Mérőrúd.
9. Gomba.
10. Rúd.
11. Tekercsrugó.
A készülék vezetőperselyes (5), melynek felső részébe egy számlapjelző van beépítve (1), csavar rögzítve (2). A hüvely belsejében egy hosszú rúd található, amely egy rövid rúddal érintkezik (10), nyugszik a gomba (9) póló (6) féknyereg fejek. A motor a pólóban található (4) és cserélhető mérőpálca (8), anyával rögzítve a pólóban (7). A pólón lévő mozgatható csap oldalán egy 5 központosító híd van felszerelve, amely a jelzőfej felszerelésére szolgál a furat átmérője mentén. A furatok mérésekor a csúszka (4) tekercsrugóval (11) összetöri a gombát (9) és a rúdon keresztül (10) átviszi a mozgást egy hosszú rúdra az indikátorra.
A méret eltérését a jelzőnyíl mozgása határozza meg. Mérés előtt a belső mérőeszközt a névleges méretre kell beállítani a gyűrű vagy a csempetömb mentén.
Az irányjelző féknyergeket mérési határértékekkel gyártják: 6-10; 10-18; 18-35; 35-50; 50-100; 100-160; 160-250; 250-450 mm. A méréshez a belső idomszerre cserélhető alátéteket és rudakat rögzítenek, amelyek 1 vagy 5 mm-rel különböznek egymástól (mérési határtól függően). Az alátéteket a fej pólójának furatába kell beszerelni.