
Головка блока цилиндров
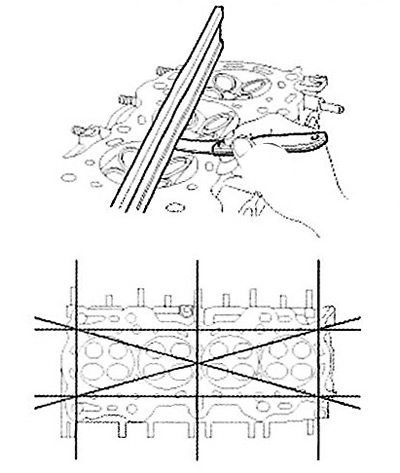
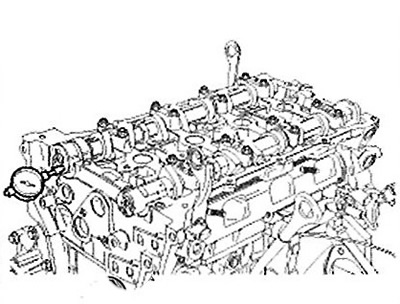
1. Проверьте неплоскостность поверхности разъема головки блока цилиндров с блоком. Для этого необходимо использовать специальную линейку и набор щупов. Размещая линейку в плоскостях, указанных на рисунке, измерьте щупами неплоскостность поверхности разъема.
Примечание: Стандартная величина не-плоскостности поверхности: менее чем 0.05 мм.
2. Проверьте камеры сгорания, впускные и выпускные каналы и поверхность разъема с блоком цилиндров на наличие повреждений. При обнаружении каких-либо дефектов, замените головку блока цилиндров в сборе.
Клапаны, толкатели, направляющие втулки и клапанные пружины
1. Проверьте техническое состояние направляющих втулок и клапанов.
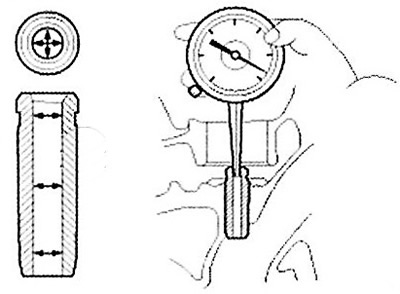
Используя нутромер, измерьте внутренний диаметр направляющей втулки клапана, как показано на рисунке.
Примечание: Стандартная величина внутреннего диаметра: 5.500-5.512 мм
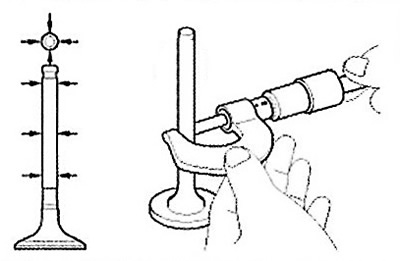
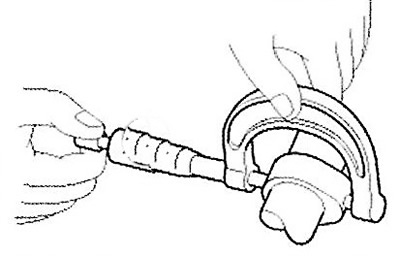
Используя микрометр, измерьте наружный диаметр стержня клапана, как показано на рисунке.
Примечание: Стандартная величина наружного диаметра клапана: 5.465 ~ 5.480 мм (впускной), 5.458 ~ 5.470 мм (выпускной).
Разность между внутренним диаметром направляющей втулки и наружным диаметром стержня клапана - это зазор между клапаном и втулкой.
Примечание:
Стандартное значение:
- Впускной: 0.020 - 0.047 мм.
- Выпускной: 0.030 - 0.054 мм.
Предельно-допустимое значение:
- Впускной: 0.07 мм.
- Выпускной: 0.09 мм.
Если величина зазора больше, чем предельно допустимое значение, необходимо заменить клапан в сборе с втулкой.
2. Проверьте техническое состояние клапанов.
Проверьте угол заточки рабочей фаски головки клапана.
Проверьте поверхность клапана на наличие повышенного износа. При обнаружении каких-либо дефектов, замените клапан новым.
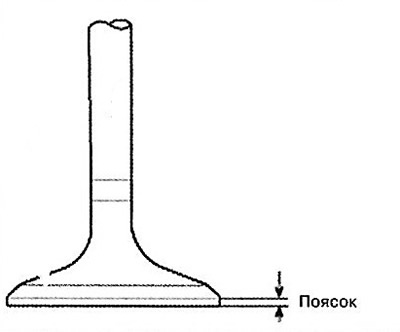
Проверьте толщину пояска головки клапана. Если толщина пояска головки клапана менее предельно допустимой, необходимо заменить клапан новым.
Примечание: Стандартная величина толщины пояска: 1.02 (впускной), 1.09 (выпускной).
Измерьте общую длину клапана.
Примечание:
- Стандартная величина длины клапана: 113.18 мм (впускной), 105.84 мм (выпускной).
- Предельно-допустимая величина длины клапана: 112.93 мм (впускной), 105.59 мм (выпускной).
3. Проверьте техническое состояние седел клапанов.
Проверьте, чтобы клапан прилегал к седлу плотно, по всей его окружности. При необходимости, замените седла клапанов,
Перед восстановлением седел клапанов, необходимо проверить техническое состояние направляющих втулок клапанов. При обнаружении каких-либо дефектов, необходимо заменить втулку, а затем проводить восстановление седла. Толщина рабочей поверхности контакта седла с клапаном должна соответствовать стандартному значению.
4. Проверьте техническое состояние клапанных пружин.
Используя стальной угольник, измерьте величину отклонения от вертикальной оси пружины.
Примечание:
- Допустимая величина отклонения от вертикальной оси: 1.5°.
- Предельно-допустимая величина отклонения: 3°.
Используя штангенциркуль, измерьте длину пружины в свободном состоянии.
Примечание: Стандартная величина длины пружины: 47.44 мм.
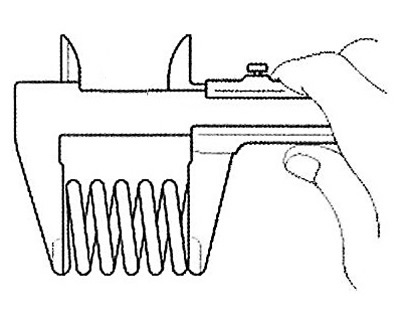
Примечание: Если длина пружины в свободном состоянии не соответствует стандартной величине, необходимо заменить пружину новой.
5. Используя микрометр, измерьте внешний диаметр толкателя.
Примечание: Стандартное значение: 31.964 - 31.980 мм.
6. Используя циркуль, измерьте внутренний диаметр отверстия под толкатель в головке блока цилиндров.
Примечание: Внутренний диаметр отверстия: 32.000 - 32.025 мм.
7. Вычтите из значения внутреннего диаметра под толкатель значение измерения внешнего диаметра, чтобы определить зазор.
Примечание:
- Стандартное значение: 0.020 - 0.061 мм.
- Предельное значение: 0.07 мм.
Распределительный вал
1. Используя микрометр, измерьте высоту кулачков распределительного вала.
Примечание: Стандартная величина высоты кулачков: 44.10 - 44.30 мм (впускной), 44.90 - 45.10 мм (выпускной).
Примечание: Если высота кулачка распределительного вала менее, чем минимально допустимая, необходимо заменить распределительный вал в сборе.
2. Проверьте зазор в подшипниках распределительного вала.
Очистите и промойте крышки подшипников и шейки распределительного вала.
Установите распределительные валы в головку блока цилиндров.
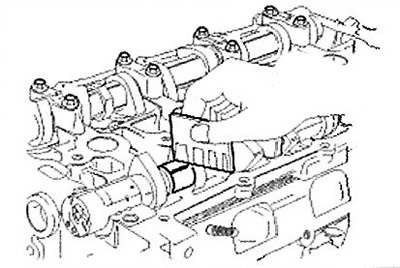
Уложите на шейки распределительного вала специальные пластиковые калибры, как показано на рисунке.
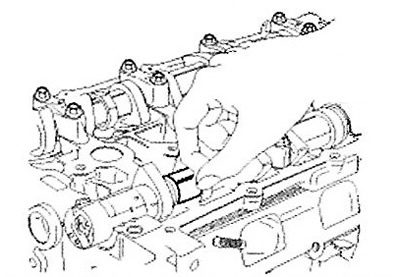
Установите крышки подшипников распределительного вала.
Внимание. Не проворачивайте распределительный вал.
Снимите крышки подшипников распределительного вала.
Измерьте толщину пластикового калибра (к набору пластикового калибра прилагается шкала). Из этого, определите величину зазора в подшипниках.
Примечание:
- Стандартная величина зазора вкладыша №1: 0.022 - 0.057 мм, №2, 3, 4, 5: 0.045 - 0.082 (впуск), №1: 0 -0.032 мм, №2,3,4,5: 0.045 - 0.082 (выпуск).
- Предельно допустимая: №1: 0.09 мм, №2,3,4,5: 0.12 мм (впуск); 0,12 (выпуск).
Примечание: Если зазор в подшипниках превышает допустимый предел, необходимо заменить распределительный вал. При необходимости, замените крышки подшипников или головку блока цилиндров в сборе.
Удалите полностью пластиковые калибры.
Снимите распределительные валы.
3. Измерьте осевой зазор распределительного вала.
Установите распределительные валы.
Используя индикатор часового типа, измерьте осевой зазор, перемещая распределительный вал вперед/назад.
Примечание:
- Стандартная величина осевого зазора распределительного вала: 0.04 ~ 0.16 мм.
- Предельно допустимая величина: 0,20 мм.
Если осевой зазор превышает предельно допустимую величину, необходимо заменить распределительный вал. При необходимости, замените крышки подшипников распределительного вала и головку блока цилиндров в сборе.
Снимите распределительные валы.
Подшипник выпускного распределительного вала
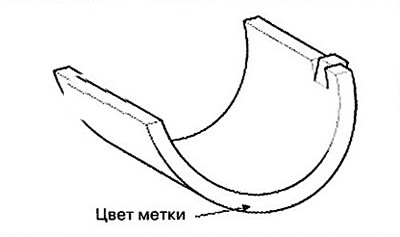
1. Проверьте метку отверстия головки блока цилиндров.
Расположение метки:

2. Выберите класс подшипника такой, как и головки блока цилиндров как показано в таблице.
Расположение метки:
 | 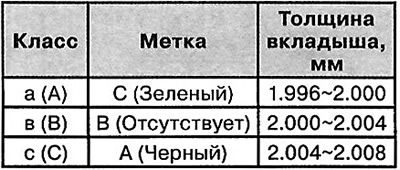 |
Примечание: Масляный зазор: 0 - 0.032 мм.
Механизм изменения фаз газораспределения в сборе (фазовращатель)
1. Проверьте техническое состояние механизма изменения фаз газораспределения в сборе.
Проверьте и убедитесь в том, что механизм не вращается.
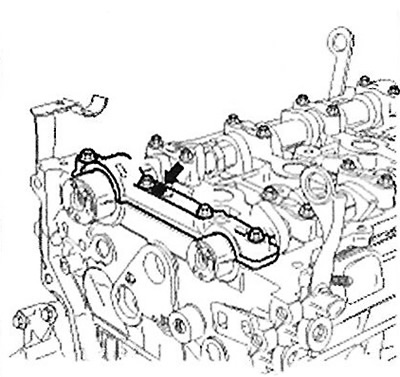
Обмотайте виниловой лентой все части механизма, кроме одной, указанной на рисунке ниже.

Впуск
Выпуск
Обмотайте специальный воздушный пистолет, затем подведите давление 150 кПа к отверстию на распределительном валу(при выполнении данной операции, извлеките стопорный палец).
Примечание: После разбрызгивания моторного масла, протрите поверхности ветошью.
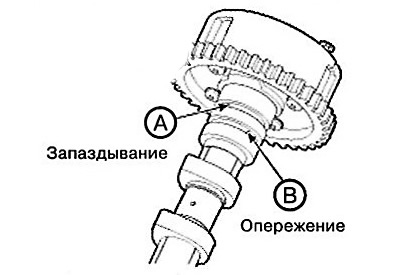
Во время выполнения выше описанной операции, проверните усилием руки фазовращатель в сборе в сторону опережения (направление указано на рисунке стрелкой). При подводе сжатого воздуха перемещение фазовращателя в сторону опережения должно производиться без усилия, от руки, кроме положения при достижении стопорного пальца максимального отклонения в сторону опаздывания.
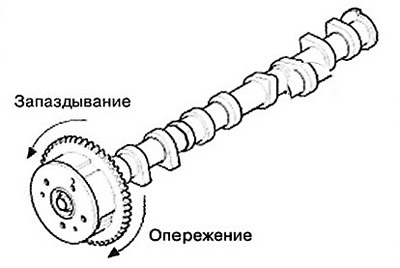
После этого, проверните фазовращатель обратно. Проверьте плавность его перемещения, исключающее заедание.
Примечание: Диапазон перемещения фазовращателя составляет 22,5° (впуск), 20° (выпуск).
Проверните фазовращатель в сборе от усилия руки и зафиксируйте его в предельном положении запаздывания.