
Снятие
Снимите головку блока цилиндров, приводные колеса ремня, переднюю крышку, маховик, поршни и коленвал (обращайтесь к соответствующим разделам).
Проверка
Блок цилиндров
1. Визуально проверьте блок цилиндров на наличие царапин и ржавчины. Проверьте также наличие трещин и других дефектов. Исправьте или замените дефектный блок.
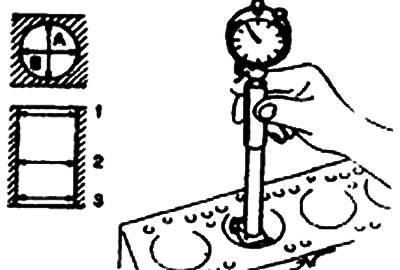
2. С помощью нутромера измерьте диаметр цилиндров на трех уровнях в направлениях А и В.
- Уровень 1: место расположения поршневого кольца № 1 при нахождении поршня в верхней мертвой точке.
- Уровень 2: в центре цилиндра.
- Уровень 3: в нижней части цилиндра
3. Если цилиндры имеют чрезмерное отклонение круглости или конусность, а стенки цилиндров сильно истерты или имеют задиры, блок цилиндров следует подвергнуть расточке и хонингованию, после чего нужно установить поршни и поршневые кольца увеличенного размера.
Номинальные значения:
- Цилиндра — 85,00-85,03 мм
- Некруглость и конусность цилиндра — максимально 0,01 мм
4. Если верхняя часть цилиндра изношена с образованием ступенек, срежьте их разверткой.
5. Поршни увеличенного размера выпускаются четырех размеров.
Размер поршня и маркировка:
- 0,25 О. S — больше на 0,25 мм
- 0,50 О. S — 0,50
- 0,75 О. S — 0,75
- 1,00 О. S — 1,00
6. При расточке цилиндров на больший размер обеспечьте определенный зазор между поршнем увеличенного размера и цилиндром и убедитесь в том, что все используемые поршни имеют одинаковый размер. Стандартное измерение наружного диаметра поршня проводится на расстоянии 2 мм от края юбки поршня на воспринимающих давление поверхностях.
- Зазор между поршнем и стенкой цилиндра — 0,01-0,03 мм
7. Проверьте наличие повреждений и трещин.
8. Проверьте плоскостность верхней поверхности. При наличии чрезмерного отклонения прошлифуйте блок или замените.
Номинальные значения:
- Неплоскостность верхней поверхности блока максимум — 0,05 мм
- Общая высота — 284 мм
Предельные значения:
- Неплоскостность верхней поверхности — блока 0,1 мм
- Общая высота — 0,2 мм
Примечание. Верхнюю поверхность блока цилиндров следует прошлифовать на -0,2 мм, равно как и нижнюю поверхность головки блока цилиндров.
Расточка цилиндров
1. Увеличенный размер используемых поршней должен определяться на основе наибольшего размера цилиндров.
| Идентификационная метка | Размер |
| 0,25 мм О. S | больше на 0,25 мм |
| 0,50 мм О. S | 0,50 |
| 0,75 мм О. S | 0,75 |
| 1,00 мм О. S | 1.00 |
О. S — увеличенный размер
Примечание. Размерная метка наносится на головке поршня.
2. Измерьте наружный диаметр поршня, который будет использоваться.
3. По результатам измерения наружного диаметра поршня рассчитайте диаметр цилиндра после обработки. Диаметр цилиндра после расточки - наружный диаметр поршня + (0,02—0,04) мм (зазор между поршнем и зеркалом цилиндра) — 0,02 мм (допустимый предел хонингования).
4. Расточите каждый цилиндр до расчетного размера.
Примечание. Для предупреждения деформации блока цилиндров вследствие повышения температуры при хонинговании проводите расточку цилиндров в следующем порядке (номер цилиндров): 2-4-1-3.
5. После хонингования цилиндров доведите их до требуемого размера (наружный диаметр поршня + зазор между поршнем и зеркалом цилиндра).
6. Проверьте величину зазора между поршнем и зеркалом цилиндра.
Примечание. При расточке цилиндров доведите все четыре цилиндра до одинакового размера. Не растачивайте на больший диаметр только один цилиндр.
Установка
1. Установите следующие детали, пользуясь указаниями, приведенными в соответствующих разделах:
- 1) Коленчатый вал.
- 2) Маховик.
- 3) Поршни.
- 4) Головка цилиндров.
- 5) Зубчатые колеса зубчатого ремня.
- 6) Передняя крышка.