
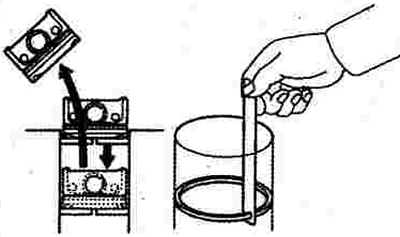
2. Проверку зазора между вкладышами и шейками вала можно производить с помощью калиброванной пластмассовой проволоки. Для этого очистить шейки вала и вкладыши от масла, смазки и других загрязнений. Положить на шейки отрезки калиброванной пластмассовой проволоки длиной, равной ширине вкладыша, так, чтобы проволока не перекрывала смазочные отверстия. Установить коленвал, вкладыши и крышки подшипников. Затянуть болты крепления крышек требуемым моментом, следя за тем, чтобы вал не поворачивался. Снять крышки подшипников. Определить зазоры между вкладышами подшипника и шейками вала по ширине наиболее сплющенного участка проволоки с помощью шкалы, нанесенной на упаковке проволоки. Если величина зазоров превышает предельно допустимое значение, заменить вкладыши подшипников. Если заменой вкладышей не удается получить нормальные зазоры, прошлифовать шейки коленчатого вала до ремонтного размера и установить вкладыши соответствующего ремонтного размера.
3. Подбор ремонтного размера шатунно-поршневой группы производить по меткам на деталях:
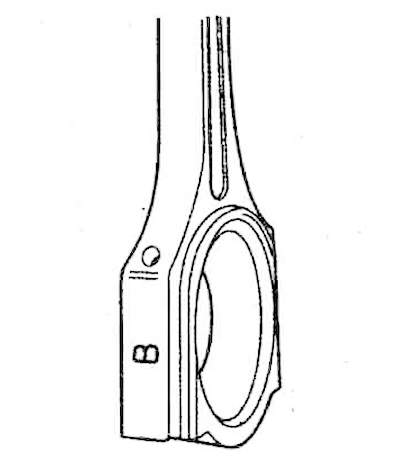
1) Положение метки шатуна.
 |  |
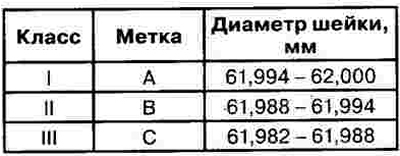
2) Положение метки коленчатого вала.
 |  |
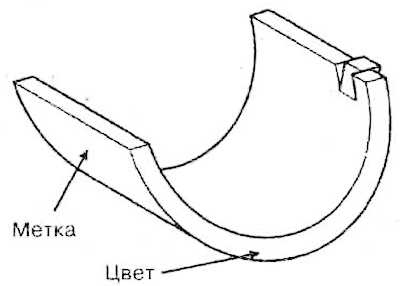
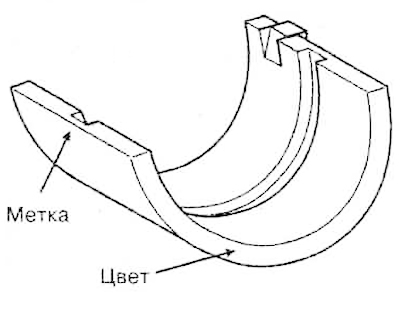
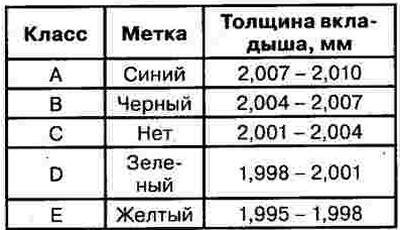
3) Положение метки на шатунном вкладыше.
 | 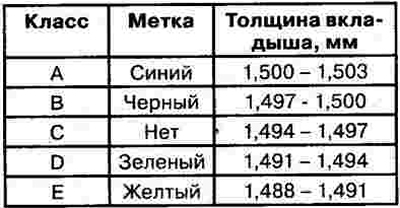 |
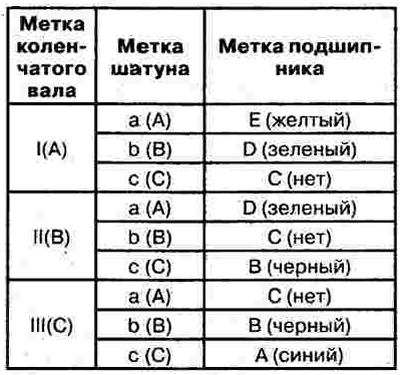
4) Подбор деталей по группе ремонтных размеров производится согласно таблице.

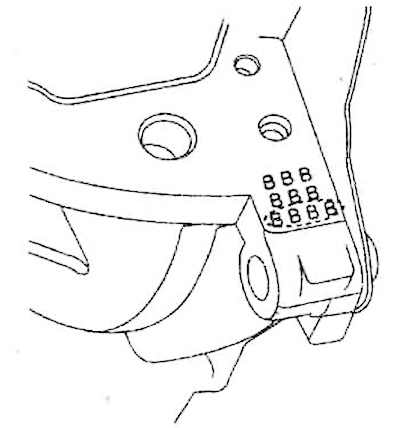
4. Буквы, выбитые на конце блока цилиндров, являются меткой размера каждой из четырех коренных опор. Использовать эти метки, а также метки на коленчатом вале для выбора шатунных вкладышей. Положение меток для подбора вкладышей коренных подшипников:
1) Положение меток на блоке цилиндров.
 |  |
2) Положение меток на коленчатом вале.
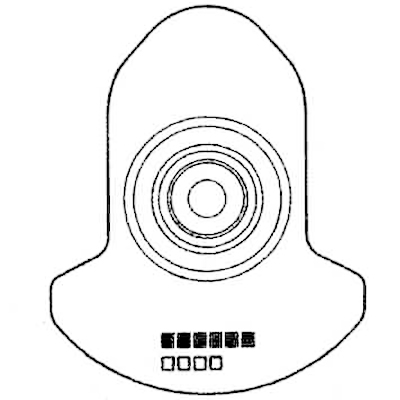 |  |
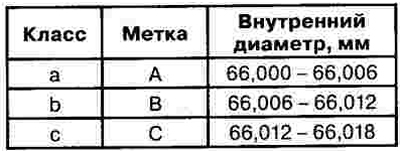
3) Положение меток на вкладыше коренного подшипника.
 |  |
4) Подбор деталей по группе ремонтных размеров производится согласно таблице.
5. Если шатуны при сборке устанавливаются повторно, убедиться, что они устанавливаются в те же цилиндры, в которых они находились до разборки. Если устанавливаются новые шатуны -убедиться, что метка шатуна находится с той же стороны, что и замок вкладыша. Заменять шатун, если обнаружены любые видимые повреждения либо очевиден чрезмерный износ шатуна.
6. Специальным приспособлением проверить шатуны на предмет изгиба или скручивания. Допустимый изгиб шатуна: 0,05 мм на 100 мм длины или менее. Допустимое скручивание: 0,1 мм на 100 мм или менее. Если величина изгиба ил скручивания шатуна близка к допустимой, но все же превышает её, допускается правка шатуна прессом. Если же имеет место чрезмерные изгиб или скручивание — шатун необходимо заменить новым.
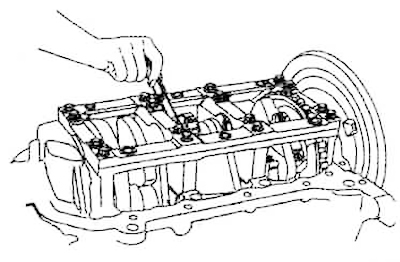
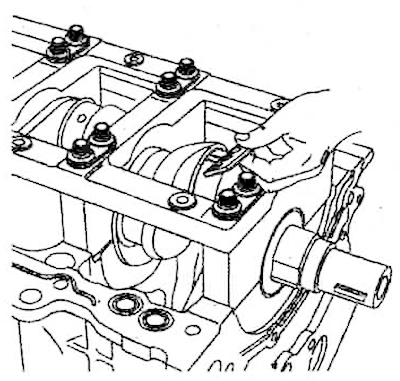
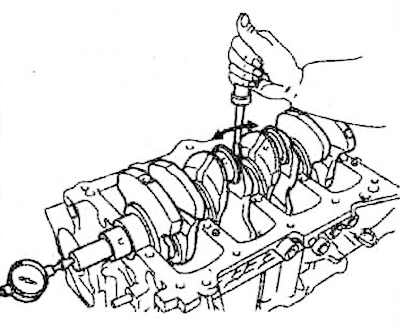
7. Используя индикатор часового типа, проверить осевой зазор коленчатого вала, перемещая его отверткой вдоль блока цилиндров. Номинальный осевой зазор: 0,07 - 0,25 мм. Предельно допустимый осевой зазор: 0,30 мм. Если величина осевого зазора превышает предельно допустимую, заменить упорные подшипники в комплекте. Толщина упорных подшипников: 2,05 - 2,09 мм.
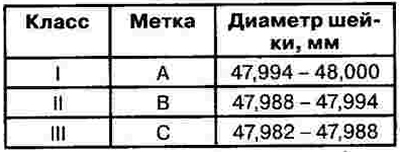
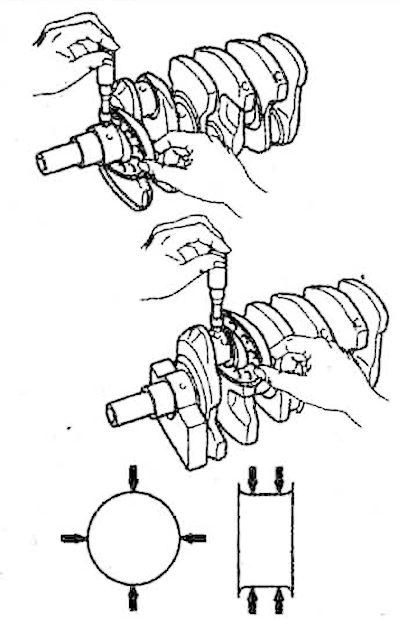
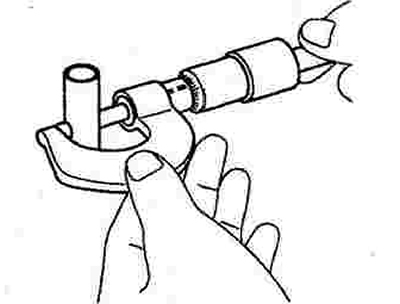
8. Микрометром измерить диаметр каждой коренной и шатунной шейки коленчатого вала в местах, указанных на рисунке стрелками. Номинальный диаметр коренных шеек: 61,982 - 62,000 мм. Номинальный диаметр шатунных шеек: 47,982 - 48,00 мм.
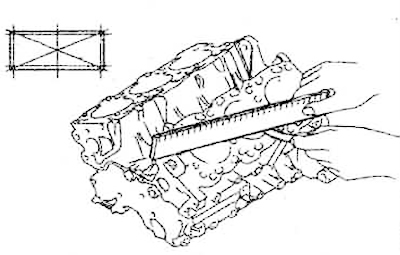
9. Скребком удалить остатки прокладки с поверхности блока цилиндров, а затем щеткой и растворителем тщательно почистить весь блок цилиндров. Используя линейку и щуп, проверить неплоскостность поверхности контакта блока цилиндров в указанных на рисунке местах. Стандартное значение не-плоскостности поверхности контакта: менее 0,03 мм. Предельно допустимая неплоскостность поверхности: 0,05 мм.
10. Осмотром проверить зеркало цилиндров на наличие царапин. Если имеют место глубокие царапины, необходимо заменить или расточить гильзу цилиндра.
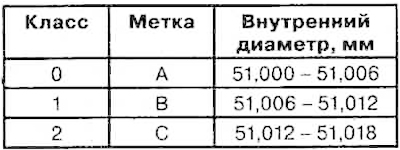
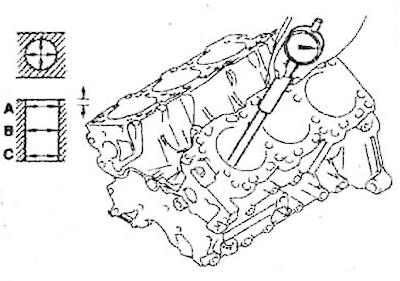
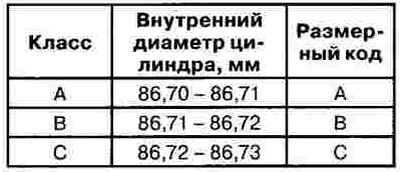
11. Нутромером измерить диаметр цилиндра в точках А, В и С во взаимоперпендикулярных плоскостях. Номинальный диаметр цилиндра: 86,70 -86,73 мм.
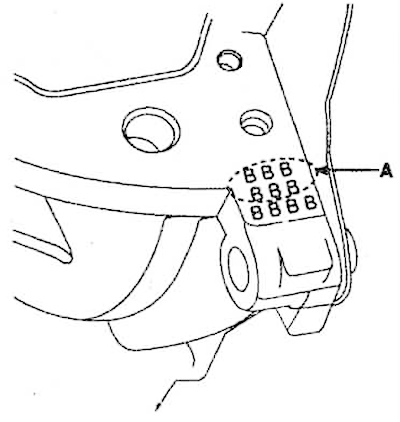
12. Проверить метки диаметра цилиндров (А) на поверхности блока цилиндров.
 |  |
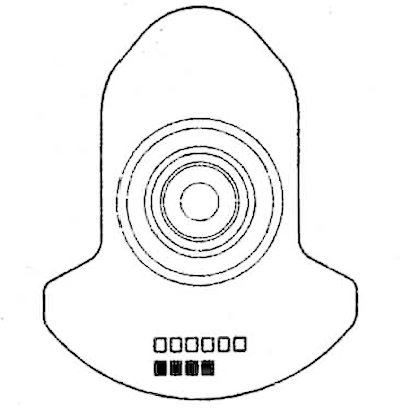
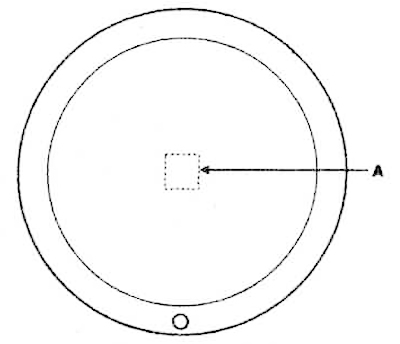
13. Проверить размерный код (А) поршня на его верхней поверхности.
 |  |
14. Подобрать поршень согласно ремонтному размеру гильзы цилиндра. При этом учитывать, что зазор между поршнем и цилиндром: 0,01 - 0,03 мм.
15. В случае сильного износа гильзы цилиндров, поршни увеличенного размера должны быть подобраны согласно наибольшему диаметру отверстия гильзы цилиндра. Ремонтные размеры поршней увеличены на 0,25 и 0,5 мм, соответствующие метки нанесены на верхнюю часть поршня.
16. Измерить диаметр поршня и вычислить новый диаметр цилиндра:
Новый диаметр цилиндра = диаметр поршня + (0,01 - 0,03 мм, зазор между поршнем и цилиндром) - 0,01 мм (допуск на хонингование).
17. Расточить каждый цилиндр до вычисленного диаметра, а затем отхонинговать.
18. Проверить зазор между поршнем и клапаном. Он должен быть в пределах 0,01-0,03 мм.
Примечание. При расточке хотя бы одного цилиндра растачивать до того же ремонтного размера и все остальные цилиндры.
19. Измерить микрометром основной диаметр поршня (39 мм от днища). Номинальный диаметр поршня: 86,68 -86,71 мм. В случае сильного износа поршня необходимо заменить его новым.
20. Щупом измерить зазор между новым поршневым кольцом и канавкой поршня.
Боковой зазор должен составлять:
- Поршневое кольцо №1: 0,04 - 0,08 мм;
- Поршневое кольцо №2: 0,03 - 0,07 мм.
Предельно допустимое значение бокового зазора 0,1 мм для обоих поршневых колец.
Если боковой зазор больше допустимого, заменить поршень.
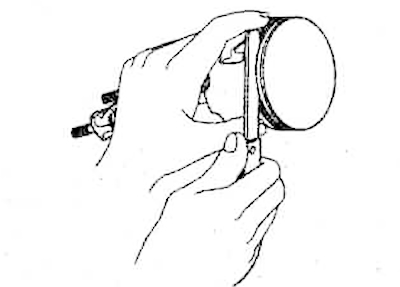
21. Для проверки зазора кольца в замке вставить кольцо в цилиндр. Установить кольцо под прямым углом к стенке цилиндра, слегка нажав на него поршнем. Проверить зазор в замке кольца щупом.
Зазор в замке:
- Поршневое кольцо №1: 0,20 - 0,35 мм;
- Поршневое кольцо №2: 0,37 - 0,52 мм;
- Маслосъемное кольцо: 0,20 - 0,70 мм.
Если зазор превышает величину, предельно допустимую в эксплуатации, заменить кольцо новым. При замене колец без расточки цилиндров зазор в замке проверить, установив в нижней, менее изнощенной части цилиндра.
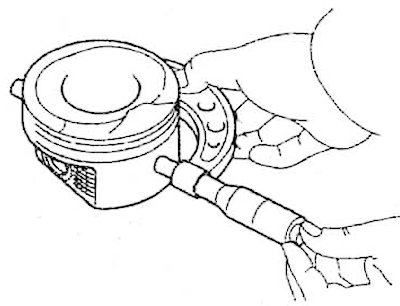
22. Микрометром измерить диаметр поршневого пальца. Он должен составлять 21,001-21,007 мм.
23. Измерить зазор между поршневым пальцем и поршнем. Он должен составлять 0,007-0,022 мм.
24. Проверить разность между диаметром поршня и отверстием в верхней части шатуна. Она должна быть в пределах 0,016-0,033 мм.