
Пристрій
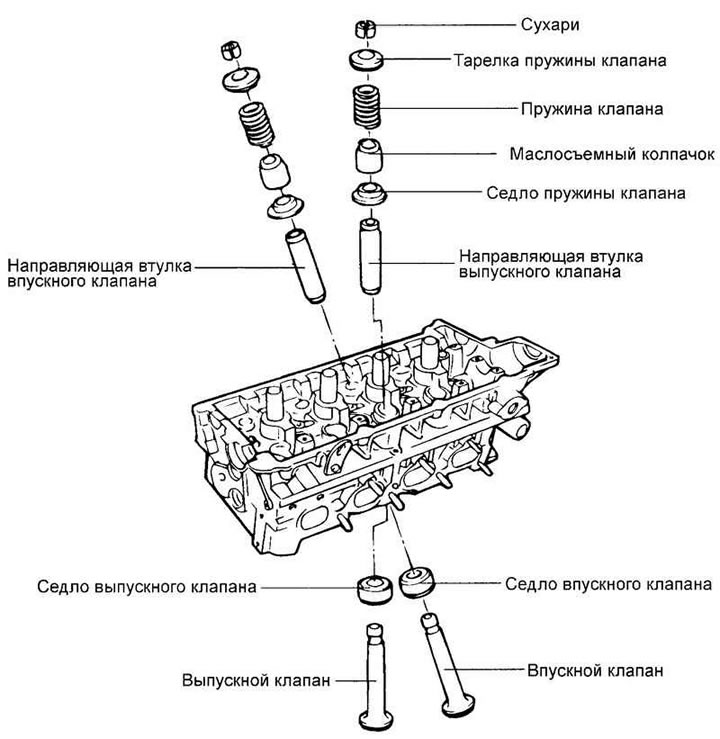
Мал. 2.140. Головка блоку циліндрів та клапанний механізм
Головка блоку циліндрів відлита з алюмінієвого сплаву, має запресовані чавунні сідла та напрямні втулки клапанів. Верхня частина втулок ущільнюється гумометалевими масловідбивними ковпачками.
Як запасні частини поставляються напрямні втулки зі збільшеним зовнішнім діаметром.
У верхній частині головки блоку циліндрів розташовані опори під шийки розподільчого валу. Опори виконані роз'ємними. Верхня половина знаходиться у корпусах підшипників, а нижня – у головці блоку циліндрів. Отвори в опорах обробляються в зборі з корпусами підшипників, тому вони не взаємозамінні і головку блоку циліндрів можна замінити лише у зборі з корпусами.
Клапани приводять у дію кулачками розподільчого валу через гідравлічні штовхачі. Регулювання зазорів у механізмі приводу клапанів з гідравлічними штовхачами виконується під час роботи двигуна автоматично.
Розбирання
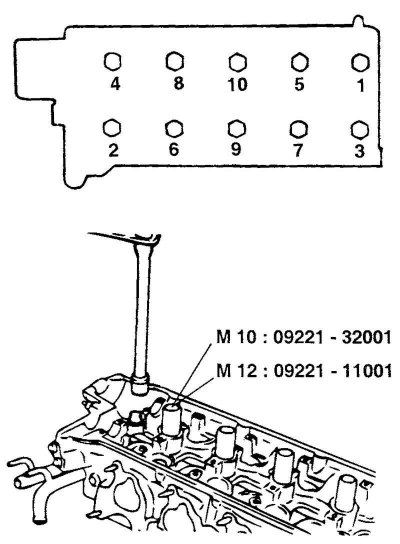
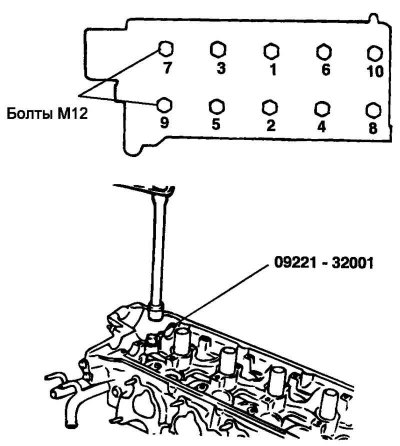
Мал. 2.141. Порядок вивертання болтів кріплення головки блоку циліндрів
За допомогою спеціального інструменту (ключі для болта кріплення головки блока циліндрів 09221-32001, 09221-11000) відверніть болти кріплення головки циліндрів у порядку, вказаному на малюнку (Мал. 2.141).
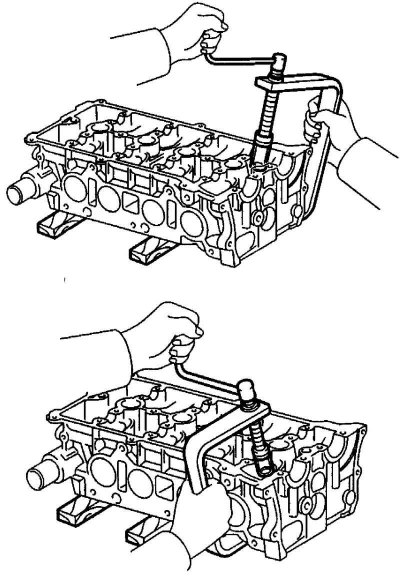
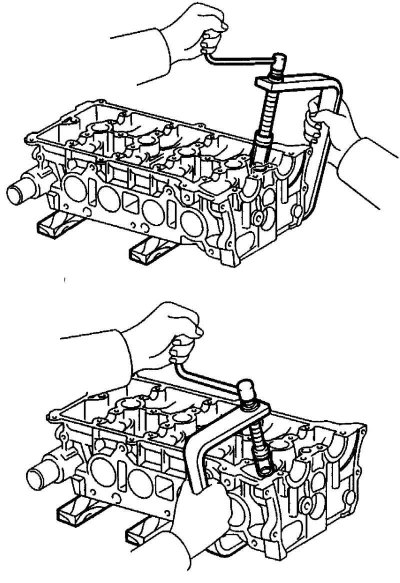
Мал. 2.142. Зняття сухарів, тарілки пружини, пружини та клапана за допомогою спеціального пристрою
За допомогою спеціального інструменту (пристосування для стиснення клапанних пружин 09222-28000 та перехідник 09222-28100) витягніть сухарі з тарілки пружини клапана. Потім зніміть тарілку пружини клапана, пружину клапана, сідло пружини клапана та клапан (Мал. 2.142).
Примітка. Зберігайте деталі для кожного клапана окремо комплектом, щоб не переплутати їх під час встановлення.
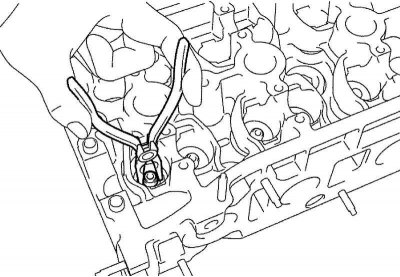
Мал. 2.143. Зняття маслознімних ковпачків
За допомогою спеціального інструменту (знімача маслознімних ковпачків 09222-29000) зніміть маслознімні ковпачки (Мал. 2.143).
Примітка. Не допускається повторне використання олійних ковпачків клапанів.
Перевірка головки блоку циліндрів
Перевірте головку блоку циліндрів на відсутність тріщин, пошкоджень і слідів витоку рідини, що охолоджує. У разі виявлення тріщин замініть головку циліндрів.
Повністю очистіть головку блоку циліндрів від накипу, нагару та залишків старого герметика та прокладки. Після очищення каналів для проходу олії продуйте їх стисненим повітрям, щоб видалити можливе засмічення.
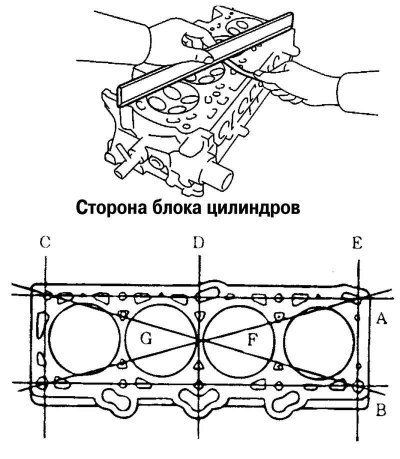
Мал. 2.144. Перевіряє площинність привалкової поверхні головки блоку циліндрів
Перевірте неплощинність привалки головки блоку циліндрів у напрямках, показаних на малюнку рис. 2.144.
Якщо неплощинність перевищує гранично допустиме значення в будь-якому напрямку, або замініть головку циліндрів, або злегка відшліфуйте привалочну поверхню головки циліндрів.
Неплощинність привалки головки циліндрів:
- номінальне значення – менше 0,03 мм;
- гранично допустиме значення – 0,06 мм.
Деталі клапанного механізму
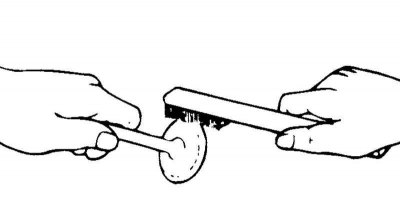
Мал. 2.145. Очищення клапана
За допомогою дротяної щітки ретельно очистіть клапан (Мал. 2.145).
Мал. 2.146. Перевірка клапана
Перевірте кожен клапан та його стрижень на відсутність зносу, пошкоджень та деформації тарілки (Мал. 2.146).
За потреби замініть клапан. Якщо на торці стрижня клапана утворилися вм'ятини або значний знос, обробіть торець стрижня клапана. Товщина шару, що знімається при механічній обробці торця стрижня клапана повинна бути мінімальною. Крім того, обробіть робочу фаску сідла клапана.
Замініть клапан, якщо товщина тарілки клапана менша за гранично допустиме значення.
Значення товщини тарілки клапана наведено нижче.
Номінальне значення:
- впускний клапан – 1,15 мм;
- випускний клапан – 1,35 мм.
Гранично допустиме значення:
- впускний клапан – 0,80 мм;
- випускний клапан – 1,00 мм.
Пружини клапанів
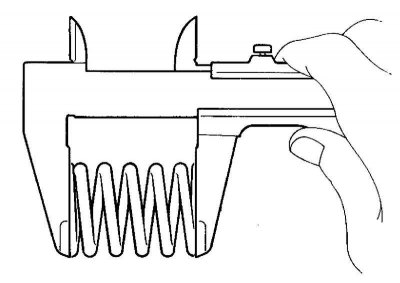
Мал. 2.147. Вимірювання довжини пружини клапана у вільному стані
Перевірте довжину кожної пружини клапана у вільному стані. Якщо довжина пружини менша за гранично допустиме значення, замініть пружину клапана (Мал. 2.147).
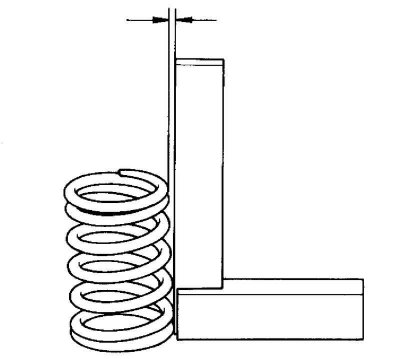
Мал. 2.148. Перевірка відхилення осі пружини
За допомогою косинця перевірте відхилення осі кожної пружини від перпендикуляра до опорної поверхні (неперпендикулярність) (Мал. 2.148).
Якщо неперпендикулярність більша за гранично допустиме значення, замініть пружину клапана.
Пружина клапана
Номінальне значення довжини пружини у вільному стані 48,86 мм.
- Довжина пружини під навантаженням 183 Н: 39,00 мм.
- Довжина пружини під навантаженням 400 Н: 30,50 мм.
- Відхилення осі пружини (неперпендикулярність): 1,5°або менше.
Гранично допустиме значення:
- Довжина пружини у вільному стані: 47,86 мм.
- Відхилення осі пружини (неперпендикулярність): 3°.
Напрямні втулки клапанів
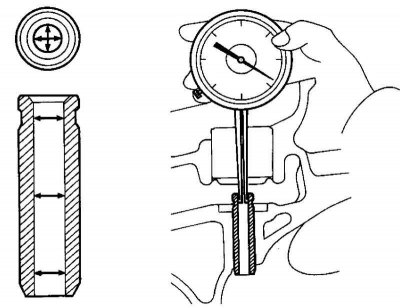
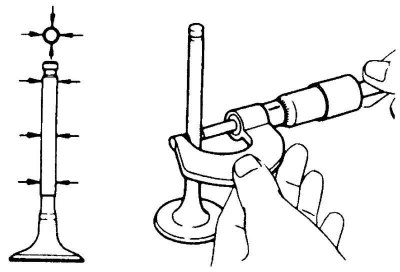
Мал. 2.149. Перевірка зазору між напрямною втулкою та стрижнем клапана
Перевірте зазор між напрямною втулкою клапана та стрижнем клапана (у кількох точках по довжині). Якщо зазор більший за гранично допустиме значення, замініть напрямну втулку клапана (Мал. 2.149).
Значення величини зазору між напрямною втулкою та стрижнем клапана наведені нижче.
Номінальне значення:
- впускний клапан - 0,02-0,05 мм;
- випускний клапан – 0,035–0,065 мм.
Гранично допустиме значення:
- впускний клапан – 0,10 мм;
- випускний клапан – 0,13 мм.
Відновлення сідла клапана
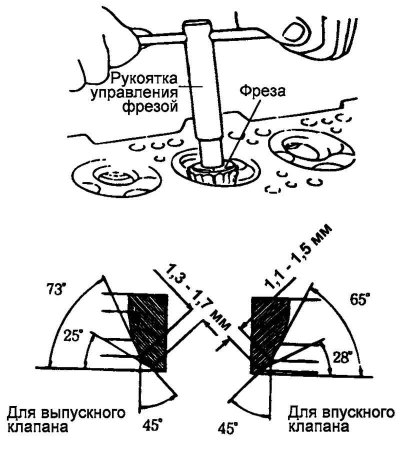
Мал. 2.150. Схема відновлення сідла клапана
Перевірте сідло клапана на відсутність слідів перегріву та нерівномірного контакту з робочою фаскою тарілки клапана. За необхідності або відновіть (механічно обробіть), або замініть сідло клапана. Перед відновленням сідла клапана перевірте спрямовуючу втулку клапана на відсутність зносу. Якщо напрямна втулка зношена, спочатку замініть її, а потім відновіть сідло клапана. Відновлення сідла клапана проводиться спеціальним інструментом (фрезами або на верстатному устаткуванні). Ширина контактної поверхні сідла клапана повинна відповідати номінальним значенням і пляма контакту повинна бути рівномірно розташована по центру робочої фаски тарілки клапана. Після відновлення сідла клапан та сідло клапана слід притерти з використанням притиральної пасти.
Заміна сідла клапана
Механічно обробіть (зріжте) сідло клапана, що замінюється зсередини для зменшення товщини його стінок.
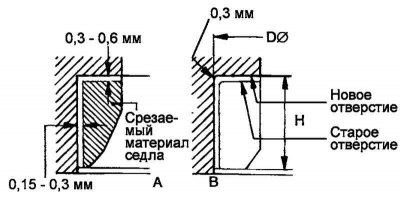
Мал. 2.151. Схема розточування отвору в головці блоку циліндрів
Розточіть отвір у головці блоку циліндрів для встановлення сідла клапана відповідного ремонтного розміру (збільшеного діаметра) (Мал. 2.151).
Нагрійте головку циліндрів до температури приблизно 250°З запресуйте нове сідло ремонтного розміру в отвір головки циліндрів.
Притріть клапан до нового сідла за допомогою притиральної пасти.
Ширина контактної поверхні сідла клапана для впускного каналу – 1,1–1,5 мм, для випускного каналу – 1,3–1,7 мм.
Заміна напрямної втулки клапана
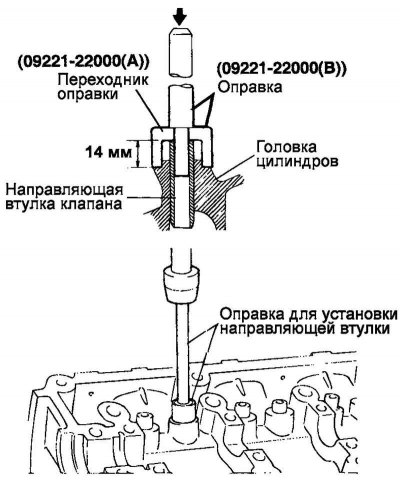
Мал. 2.152. Випресовування старої напрямної втулки клапана
За допомогою спеціального інструменту (оправлення для встановлення напрямної втулки 09221-22000А/В) випресуйте стару напрямну втулку клапана з головки блоку циліндрів у напрямку поверхні під прокладку (Мал. 2.152).
Розточіть отвір головки блоку циліндрів для встановлення напрямної втулки клапана відповідного ремонтного розміру (збільшеного діаметра).
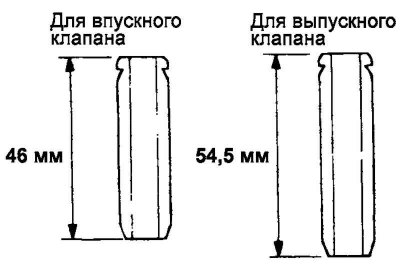
Мал. 2.153. Різниця значень довжини напрямних втулок для впускного та випускного клапанів
За допомогою спеціального інструменту (оправлення для встановлення напрямної втулки 09221-22000А/В) запресуйте нову напрямну втулку клапана з боку верхньої поверхні головки циліндрів. Зверніть увагу на різницю значень довжини напрямних втулок для впускного та випускного клапанів (Мал. 2.153).
Примітка. Не встановлюйте напрямну втулку клапана, якщо вона не відповідає ремонтному розміру.
Після встановлення напрямної втулки клапана вставте новий клапан і перевірте, чи зазор між напрямною втулкою та стрижнем клапана відповідає номінальному значенню.
Після заміни напрямної втулки клапана перевірте правильність посадки клапана на сідло. При необхідності опрацюйте сідло клапана.
Складання
Нанесіть моторне масло на всі деталі, що труться і обертаються.
Встановіть сідла пружин клапанів.
Примітка. Ретельно очистіть усі деталі перед збиранням.
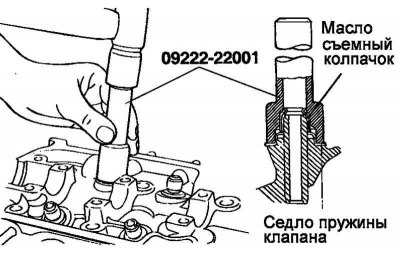
Мал. 2.154. Установка маслознімного ковпачка
За допомогою спеціального інструменту (оправка для установки олійнознімного ковпачка 09222-22001) легким ударом встановіть маслознімний ковпачок на місце (Мал. 2.154).
Примітка. Повторне використання олійних ковпачків не допускається.
Примітка. Неправильне встановлення олійного ковпачка може призвести до появи витоків масла через напрямну втулку клапана.
Змастіть стрижень клапана моторним маслом. Вставте клапан у напрямну втулку.
Не застосовуйте зусиль при проході стрижня клапана через маслознімний ковпачок. Після встановлення клапана перевірте плавність його переміщення.
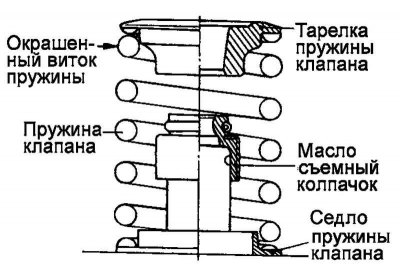
Мал. 2.155. Схема встановлення пружини клапана
Встановіть пружину клапана так, щоб забарвлений виток пружини був розташований біля тарілки пружини (вгорі), а потім встановіть тарілку пружини клапана (Мал. 2.155).
Мал. 2.156. Встановлення сухарів
За допомогою спеціального інструменту (пристосування для стиснення клапанних пружин 09222-28000 та перехідник 09222-28100) стисніть пружину клапана та встановіть сухарі. Перед зняттям спеціального інструменту після встановлення клапана перевірте надійність установки сухарів (Мал. 2.156).
Примітка. При стисканні пружини клапана слідкуйте за тим, щоб тарілка пружини не торкалася олійного ковпачка.
Очистіть привалочні площини під прокладку на головці та блоці циліндрів.
Перевірте відповідність ідентифікаційних міток прокладки головки циліндрів технічним даним.
Встановіть прокладку головки циліндрів на блок циліндрів ідентифікаційною міткою вгору (до голівки циліндрів).
Мал. 2.157. Порядок затягування болтів кріплення головки блоку циліндрів
Затягніть болти кріплення головки блоку циліндрів номінальним моментом у порядку, показаному на рис. 2.157.
Момент затягування болтів кріплення головки блоку циліндрів:
- М10–25 Н·м + (60–65°) + (60–65°);
- М12–30 Н·м + (60–65°) + (60–65°).