
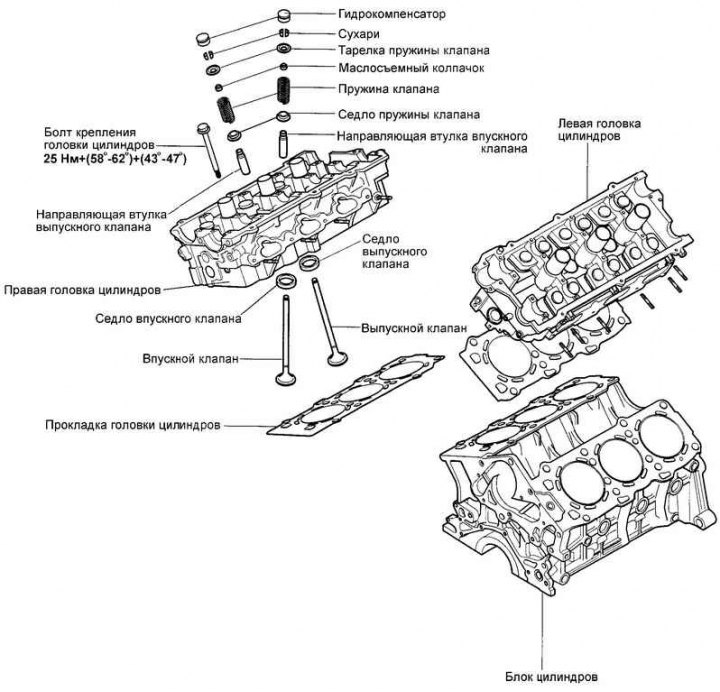
Мал. 2.249. Головка циліндрів, клапани та пружини клапанів
Зняття
Злийте рідину, що охолоджує, і від'єднайте верхній шланг радіатора.
Від'єднайте повітропроводи та шланг вентиляції картера.
Від'єднайте вакуумні, паливні та водяні шланги.
Зніміть впускний колектор.
Від'єднайте від свічок запалювання високовольтні дроти. Тягніть за захисний ковпак, а не за самі дроти.
Зніміть котушку запалювання.
Зніміть кришки приводу ГРМ.
Зніміть ремінь приводу ГРМ та зірочки розподільних валів.
Зніміть захисні кожухи випускних колекторів та самі випускні колектори.
Зніміть шків насоса охолоджувальної рідини та клапанні кришки.
Зніміть розподільні вали.
У два-три прийоми відверніть болти кріплення головки циліндрів (інструментальна головка 12 мм). Зніміть головку циліндрів.
Видаліть залишки старої прокладки з привалювальних поверхонь головки та блоку циліндрів.
Примітка. Вживіть заходів до того, щоб не допустити попадання бруду в картер двигуна.
Перевірка головки циліндрів
Перевірте головку циліндрів на відсутність тріщин, пошкоджень і слідів витоку рідини, що охолоджує. У разі виявлення тріщин замініть головку циліндрів.
Повністю очистіть головку циліндрів від накипу, нагару та залишків старого герметика та прокладки. Очистіть канали для проходу олії, продуйте їх стисненим повітрям.
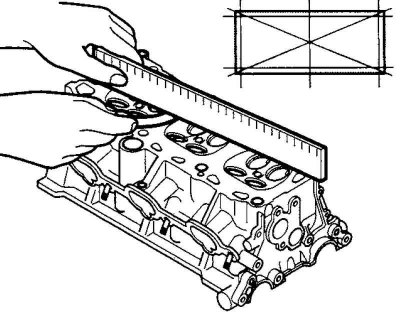
Мал. 2.250. Перевіряє площинність привалкової поверхні головки блоку циліндрів
Перевірте неплощинність привалки головки циліндрів у напрямках, показаних на малюнку 2.250.
Неплощинність привалки головки циліндрів:
Номінальне значення: менше 0,03 мм.
Гранично допустиме значення: 0,05 мм.
Перевірка напрямних клапанів

Мал. 2.251. Перевірка зазору між напрямною клапана та стрижнем клапана
Перевірте зазор між напрямною клапана та стрижнем клапана (у кількох точках по довжині). Якщо зазор більше гранично допустимого значення, замініть напрямну клапана (Мал. 2.251).
Зазор між напрямною та стрижнем клапана.
Номінальне значення:
- впускний клапан: 0,02-0,05 мм;
- випускний клапан: 0,035-0,065 мм.
Гранично допустиме значення:
- впускний клапан: 0,10 мм;
- випускний клапан: 0,15 мм.
Перевірка клапанів
Перевірте кожен клапан на відсутність зносу, пошкоджень та деформації тарілки та зони «B» стрижня клапана. За потреби замініть клапан. Якщо на торці «A» стрижня клапана утворилися вм'ятини або є значний знос, замініть клапан.
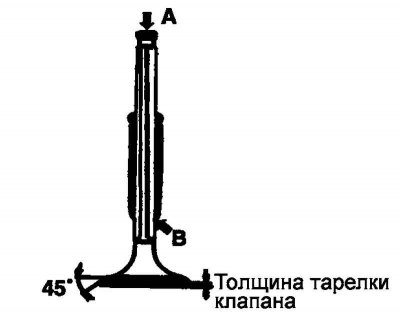
Мал. 2.252. Схема перевірки клапана
Перевірте стан запірної фаски клапана, відновіть за необхідності (Мал. 2.252).
Замініть клапан, якщо товщина тарілки клапана менша за гранично допустиме значення
Товщина тарілки клапана.
Номінальне значення:
- Впускний клапан – 1,0 мм;
- Випускний клапан – 1,3 мм.
Гранично допустиме значення:
- Впускний клапан – 0,5 мм;
- Випускний клапан – 0,8 мм.
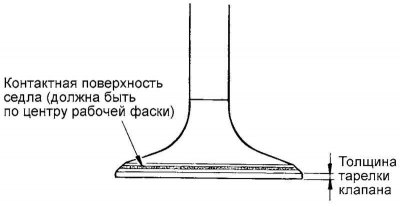
Мал. 2.253. Контактна перевірка сідла клапана
Перевірка пружин клапанів
Перевірте довжину пружини клапана у вільному стані. Якщо довжина пружини менша за гранично допустиме значення, замініть пружину клапана.
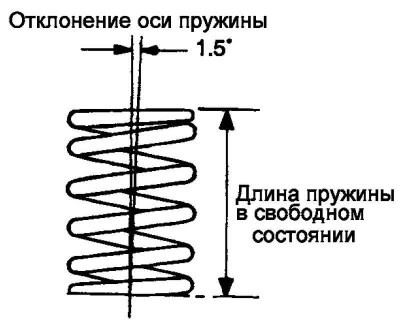
Мал. 2.254. Схема перевірки пружини клапана
За допомогою косинця перевірте відхилення осі пружини від перпендикуляра до опорної поверхні (неперпендикулярність). Якщо неперпендикулярність більша за гранично допустиме значення, замініть пружину клапана (Мал. 2.254).
Пружина клапана.
Номінальне значення:
- довжина пружини у вільному стані – 42,5 мм;
- довжина пружини під навантаженням 21,9 кг – 35,0 мм;
- відхилення осі пружини (неперпендикулярність) - 1,5°або менше.
Гранично допустиме значення:
- довжина пружини у вільному стані – 41,5 мм;
- довжина пружини під навантаженням 21,9 кг – 34,0 мм;
- відхилення осі пружини (неперпендикулярність) - 3°.
Відновлення сідла клапана
Перевірте сідло клапана на відсутність слідів перегріву та нерівномірного контакту із запірною фаскою тарілки клапана. За необхідності або відновіть або замініть сідло клапана.
Перед відновленням сідла клапана перевірте спрямовуючу втулку клапана на відсутність зносу. Якщо напрямна втулка зношена, спочатку замініть її, а потім відновіть сідло клапана.
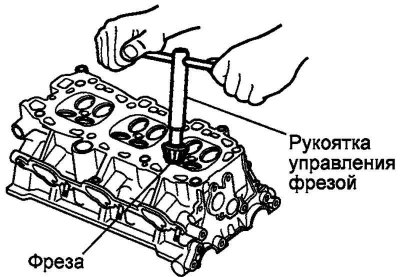
Мал. 2.255. Відновлення сідла клапана
Відновлення сідла клапана проводиться спеціальним інструментом (фрезами або на верстатному устаткуванні). Після відновлення сідла клапана клапан та сідло клапана повинні бути притерті з використанням притиральної пасти (Мал. 2.255).
Заміна напрямної втулки клапана
За допомогою спеціального інструменту (оправлення для встановлення напрямної втулки 09221-29000) випресуйте стару напрямну втулку клапана з головки циліндрів у напрямку поверхні під прокладку.
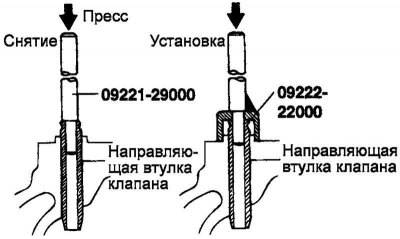
Мал. 2.256. Схема заміни напрямної втулки клапана
Розточіть отвір головки циліндрів для встановлення напрямної втулки клапана відповідного ремонтного розміру (збільшеного діаметра) (Мал. 2.256).
За допомогою спеціального інструменту (оправлення для встановлення напрямної втулки 09221-29000 (А), 09222-22000 (У)) запресуйте нову напрямну втулку клапана.
Направляючу втулку слід запресовувати з боку ліжка розподільчого валу. Зверніть увагу на різницю у довжині напрямних втулок для впускного та випускного клапанів.
Після встановлення напрямної втулки клапана вставте новий клапан і перевірте, чи зазор між напрямною втулкою та стрижнем клапана відповідає номінальному значенню.
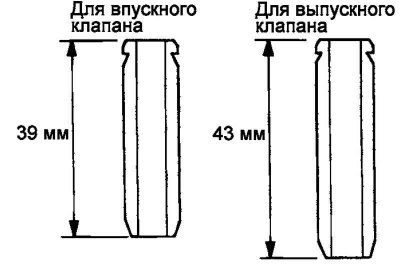
Мал. 2.257. Довжина напрямних втулок клапанів
Після заміни напрямної втулки клапана перевірте правильність посадки клапана на сідло. При необхідності обробіть сідло клапана (Мал. 2.257).
Примітка. Не встановлюйте напрямну старого розміру, завжди розточуйте головку під наступний ремонтний розмір напрямної.
Заміна сідла клапана
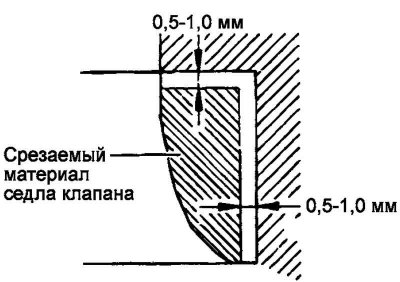
Мал. 2.258. Схема заміни сідла клапана
Виріжте сідло клапана, що замінюється, залишкова кількість металу вказана на малюнку 2.258.
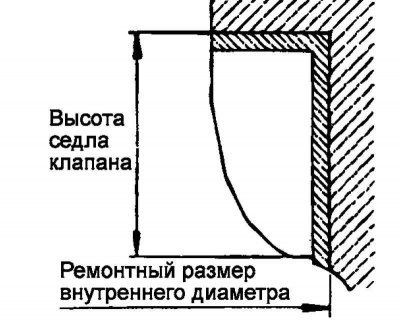
Мал. 2.259. Схема розточування отвору в головці циліндрів
Розточіть отвір у головці циліндрів для встановлення сідла клапана відповідного ремонтного розміру (збільшеного діаметра) (Мал. 2.259).
Нагрійте головку циліндрів до температури приблизно 250°З запресуйте сідло ремонтного розміру головку циліндрів.
Притріть клапан до нового сідла за допомогою притиральної пасти.
Ширина запірної фаски сідла клапана:
- впуск - 1,1-1,5 мм;
- випуск – 1,3–1,7 мм.
Складання
Встановіть сідла пружин клапанів.
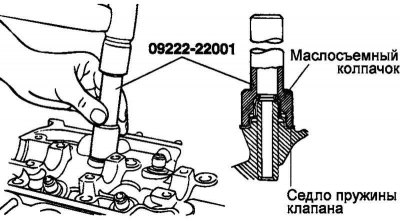
Мал. 2.260. Схема установки маслознімного ковпачка
За допомогою спеціального інструменту (оправка для установки олійнознімного ковпачка 09222-22001) легким ударом встановіть маслознімний ковпачок на місце (Мал. 2.260).
Примітка. Повторне використання олійних ковпачків не допускається.
Примітка. Неправильне встановлення олійного ковпачка може призвести до появи витоків масла через напрямну втулку клапана.
Змастіть стрижень клапана моторним маслом. Вставте клапан у напрямну втулку клапана. Не застосовуйте зусиль при проході стрижня клапана через маслознімний ковпачок. Після встановлення клапана перевірте плавність його переміщення.
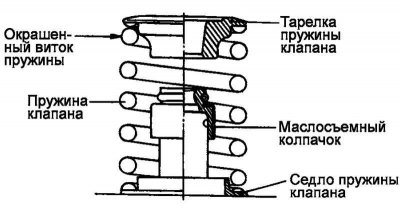
Мал. 2.261. Схема встановлення пружини клапана
Встановіть пружину клапана так, щоб забарвлений виток пружини був розташований біля тарілки пружини (вгорі), а потім встановіть тарілку пружини клапана (Мал. 2.261).
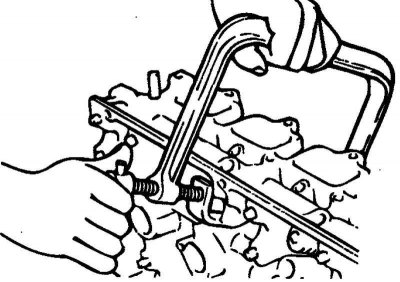
Мал. 2.262. Встановлення сухарів
За допомогою спеціального інструменту (пристосування для стиснення клапанних пружин 09222-28000 та перехідник 09222-28100) стисніть пружину клапана та встановіть сухарі. Перед зняттям спеціального інструменту після встановлення клапана перевірте надійність установки сухарів (Мал. 2.262).
Примітка. При стисканні пружини клапана слідкуйте за тим, щоб тарілка пружини не торкалася олійного ковпачка.
Очистіть площини привалки під прокладку на головці циліндрів і блоці циліндрів.
Перевірте відповідність ідентифікаційних міток прокладки головки циліндрів технічним даним.
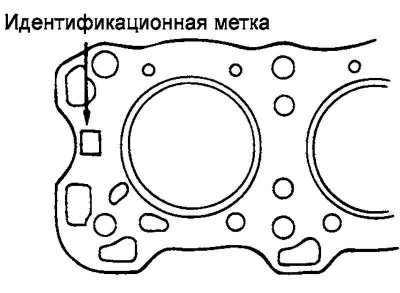
Мал. 2.263. Ідентифікаційна мітка прокладки головки блоку циліндрів
Встановіть прокладку головки циліндрів на блок циліндрів ідентифікаційною міткою вгору (до голівки циліндрів) (Мал. 2.263).
Примітка. Герметик на прокладку не наносити.
Затягніть болти кріплення головки циліндрів номінальним моментом у порядку, показаному на малюнку 2.264.
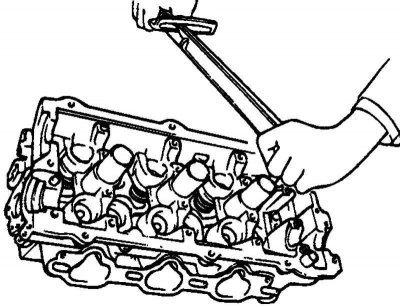
Мал. 2.264. Затягування болтів кріплення головки блоку циліндрів
При затягуванні болтів (інструментальна головка 12 мм) використовується комбінований спосіб затягування (момент + кутовий доворот) (Мал. 2.264).
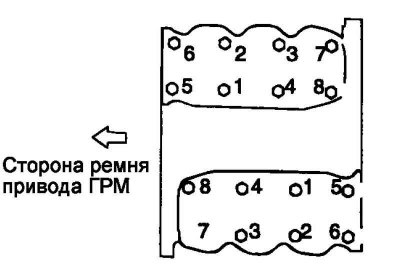
Мал. 2.265. Порядок затягування болтів кріплення головки блоку циліндрів
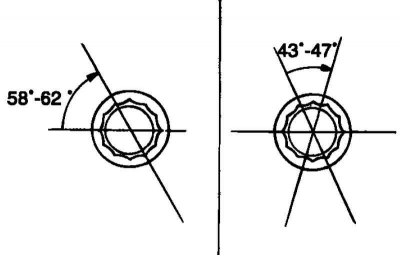
Мал. 2.266. Схема довороту болтів кріплення головки блоку циліндрів
Момент затягування болтів кріплення головки циліндра: 25 Н·м + (58–62°) + (43–47°) (Мал. 2.266).