
Зняття
Зніміть головку циліндрів, зубчастий ремінь, передню кришку, маховик, поршні та колінчастий вал.
Перевірка
Блок циліндрів
1. Видаліть з блоку циліндрів двигуна залишки прокладок, герметика, бруду, олії, мастила та інші сторонні матеріали. Візуально перевірте блок циліндрів на відсутність іржі, корозії, тріщин та інших дефектів.
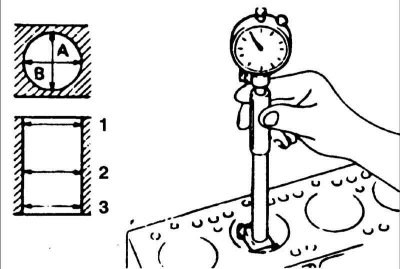
2. Виміряйте діаметри циліндрів у діаметрально протилежних напрямках (А і В), у трьох площинах по висоті циліндрів (1, 2 та 3).
3. Якщо діаметри циліндрів перевищують допустимі значення, мають овальність або конусність або поверхню циліндрів пошкоджено, або має вироблення, блок циліндрів необхідно розточити і відхонінгувати, а також встановити нові поршні та поршневі кільця ремонтного розміру.
- Номінальний діаметр циліндра: 83 0,03 мм
- Конусність циліндра: не більше 0,01 мм
4. Якщо у верхній частині циліндра є сходинка, зріжте її спеціальним інструментом.
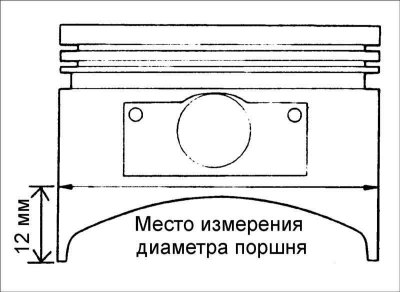
5. Як запасні частини поставляються поршні чотирьох збільшених розмірів: 0,25, 0,5, 0,75 і 1,00 мм. При розточуванні циліндрів до найближчого збільшеного розміру витримайте проміжок між поршнем і циліндром і переконайтеся, що поршні мають той самий збільшений розмір. Стандартне вимірювання зовнішнього діаметра поршня необхідно проводити на відстані 2 мм від спідниці та перпендикулярно до завзятих поверхонь. Зазор між поршнем та циліндром: 0,069–0,091 мм.
6. Перевірте блок циліндрів на відсутність пошкоджень та тріщин.
7. Очистіть поверхні, що сполучаються, головки блоку циліндрів і блоку циліндрів від залишків прокладки. Металевою лінійкою і щупом у шести напрямках перевірте площинність поверхні блоку циліндрів, що сполучається.
Відхилення від площинності:
- за шириною: 0,042 мм;
- за довжиною: 0,096 мм;
- по діагоналі: 0,012 мм.
Гранично допустиме відхилення від площинності: 0,1 мм.
Увага! Приволокна поверхня для прокладання блоку циліндрів після перешліфування повинна зменшити висоту блоку циліндрів не більше ніж –0,2 мм.
Розточування циліндрів
1. Поршні збільшеного розміру, які будуть використовуватись, повинні бути визначені на підставі найбільшого діаметра отвору циліндра.
Збільшення розміру | Маркування |
0,25 мм | 0,25 |
0,50 мм | 0,5 |
0,75 мм | 0,75 |
1,00 мм | 1 |
Увага! Маркування вибито на днище поршня.
2. Виміряйте зовнішній діаметр поршня.
3. На підставі виміряного розміру визначте розмір розточування. Розмір розточування = Діаметр поршня 0,02 мм (величина хонінгування).
4. Розточіть кожен із циліндрів до розрахункового розміру.
Увага! Для виключення зміни розміру температури в процесі хонінгування, обробляйте циліндри в наступній послідовності: №2, №4, №1 і №3.
5. Хонінгуйте циліндри до отримання необхідного розрахункового діаметра (зовнішній діаметр поршня зазор).
6. Перевірте зазор між поршнем та циліндром.
Увага! При розточуванні розточуйте всі циліндри до одного збільшеного розміру. Не розточуйте лише один циліндр до збільшеного розміру.
Складання
Встановіть деталі у наступній послідовності:
- 1. Колінчастий вал
- 2. Маховик
- 3. Поршень
- 4. Головка блоку циліндра
- 5. Зубчастий ремінь
- 6. Передня кришка