
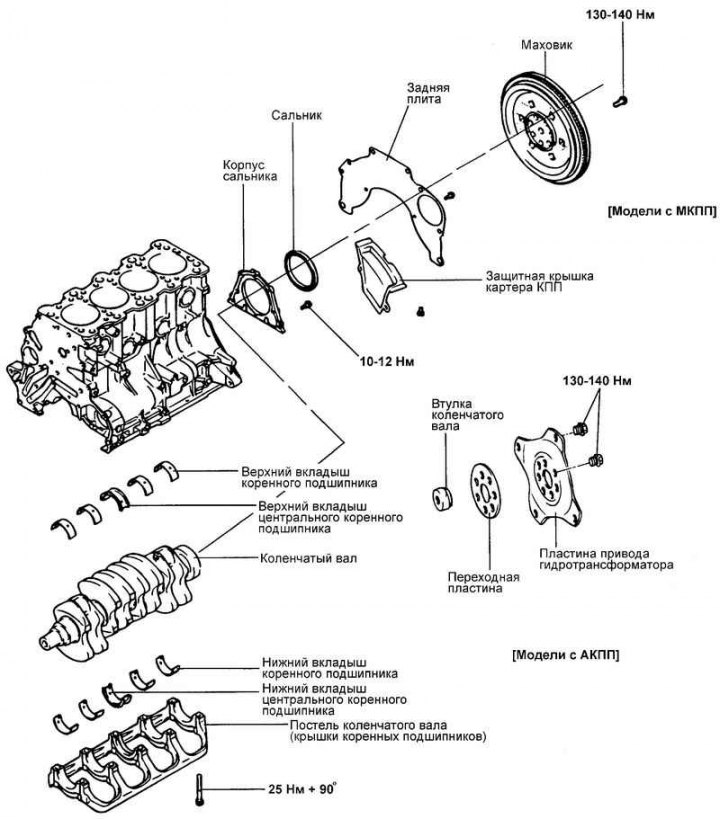
Ryža. 2.113. Kľukový hriadeľ a zotrvačník
Demontáž
Demontujte rozvodový remeň, predný kryt, zotrvačník, hlavu valca a olejovú vaňu.
Odstráňte zadnú dosku bloku valcov a zadné olejové tesnenie kľukového hriadeľa.
Odstráňte kryty ojníc a škrupiny ojničných ložísk.
Poznámka. Pre správnu následnú inštaláciu umiestnite odstránené časti (kryty ojníc, ojnice a hlavné ložiskové panvy) v poradí podľa príslušných čísel valcov a orientácie inštalácie.
Demontujte zostavu veka hlavného ložiska a kľukový hriadeľ. Umiestnite panvy hlavných ložísk v poradí podľa ich príslušných čísel valcov.
Kontrola kľukového hriadeľa
Skontrolujte poškodenie kľukového hriadeľa a čapu ojnice (háčiky a úchopy), nadmerné opotrebovanie a praskliny. Vyčistite olejové kanály hriadeľa. V prípade potreby opravte alebo vymeňte kľukový hriadeľ.
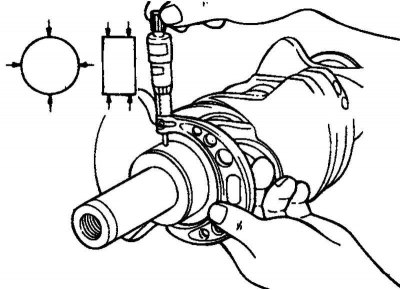
Ryža. 2.114. Schéma merania kužeľa a neguľatosti hlavných a ojničných čapov kľukového hriadeľa
Skontrolujte kužeľovitosť a neguľatosť hlavných a ojničných čapov kľukového hriadeľa (ryža. 2.114).
Menovitá hodnota nameraných priemerov je uvedená nižšie.
Priemer hlavného čapu: 56,982–57,000 mm.
Priemer kľukového čapu: 44,980–45,000 mm.
Kužeľ a neguľatosť hlavných čapov a kľukových čapov: 0,01 mm alebo menej.
Kontrola vložiek hlavných a ojničných ložísk
Vizuálne skontrolujte stav povrchu každej vložky (odlupovanie trecej vrstvy, nerovnomerný kontakt, riziká, ryhovanie a pod.). Vymeňte chybné slúchadlá.
Meranie vôle ložiska
Ryža. 2.115. Schéma merania vnútorných priemerov otvorov pre hlavné ložiská v lôžku kľukového hriadeľa pomocou strmeňa
Zmerajte priemer hlavného a ojničného čapu kľukového hriadeľa. Odmerajte vnútorné priemery otvorov hlavných ložísk v lôžku kľukového hriadeľa (v bloku valcov a viečku ložiska) a otvory pre ojničné ložiská (v spodnej hlave a uzávere ojnice). Zmerajte hrúbku ojnice a panvy hlavného ložiska. Z výsledkov meraní vypočítajte vôľu v ložiskách (od vnútorného priemeru ložiskového otvoru odpočítajte hodnotu priemeru čapu hriadeľa a dve hodnoty hrúbky ložiskového puzdra) (ryža. 2.115).
Vôľa hlavného ložiska:
- Krčky č.1,2,4,5 - 0,018–0,036 mm;
- Krk č.3 - 0,024–0,042 mm.
Vôľa ložiska ojnice: 0,015–0,048 mm.
Medzná vôľa: 0,1 mm.
Meranie vôle ložiska pomocou plastového meradla
Stanovenie vôle v hlavných ložiskách kľukového hriadeľa pomocou metódy plastového meradla je popísané nižšie.
Odstráňte olej, mastnotu alebo iné nečistoty z čapov hriadeľa. Ložiskové škrupiny umyte a osušte.
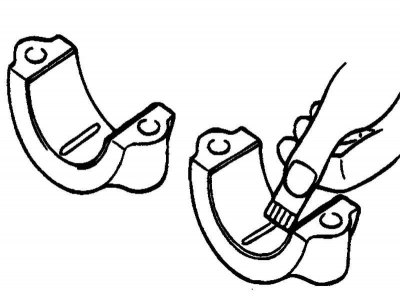
Ryža. 2.116. Stohovanie plastového kalibru
Plastové meradlo rozrežte na kusy, ktoré majú rovnakú šírku ako čapy hriadeľa. Položte meradlá na hrdlá pozdĺž osi hriadeľa (nedávajte meradlo na otvory na prívod oleja) (ryža. 2.116).
Namontujte ložiskové panvy, kľukový hriadeľ a zostavu krytu hlavného ložiska. Utiahnite skrutky krytu predpísaným uťahovacím momentom. Neotáčajte kľukovým hriadeľom. Odstráňte blok krytu. Odmerajte maximálnu šírku sploštenej časti meradla pomocou stupnice na obale meradla. Určite vôľu ložiska. Opravte alebo vymeňte kľukový hriadeľ alebo ložiskové panvy podľa potreby. Ak medzeru nemožno opraviť výmenou ložiska, prebrúste čapy hriadeľa na opravný rozmer so zodpovedajúcou výmenou ložísk.
Kontrola olejových tesnení kľukového hriadeľa
Skontrolujte predné a zadné olejové tesnenia kľukového hriadeľa, či nie sú poškodené alebo opotrebované na tesniacich perách. V prípade defektov vymeňte epiploon.
Kontrola ložiskových uzáverov
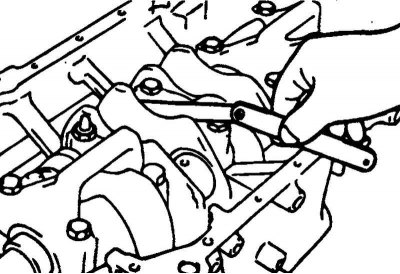
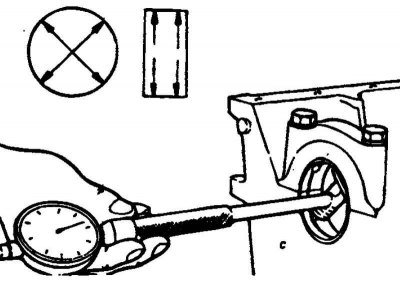
Ryža. 2.117. Meranie koncovej vôle kľukového hriadeľa
Po inštalácii zostavy veka hlavného ložiska skontrolujte, či sa kľukový hriadeľ hladko otáča a či je koncová vôľa kľukového hriadeľa správna. Ak axiálna vôľa prekročí maximálnu povolenú hodnotu, vymeňte prítlačné polkrúžky ložiska a/alebo ložiskových panví (ryža. 2.117).
Nominálna hodnota: 0,05 - 0,25 mm.
Kontrola hnacej dosky automatickej prevodovky
Vymeňte zdeformovaný alebo prasknutý plech.
Kontrola zotrvačníka
Skontrolujte rovinnosť zotrvačníka pre inštaláciu hnacej dosky spojky. Ak sú hlboké škrabance alebo silné opotrebovanie, vymeňte zotrvačník.
Skontrolujte hádzanie zotrvačníka.
Hraničné hádzanie: 0,13 mm.
Skontrolujte stav zubov zotrvačníka. V prípade potreby vymeňte korunku.
Zhromaždenie
Nainštalujte vrchné panvy hlavného ložiska do lôžka kľukového hriadeľa na bloku valcov. Horné ložiská majú drážku na rozvod oleja.
Nainštalujte spodné priechodky (bez drážok) v lôžku bloku krytu hlavného ložiska.

Ryža. 2.118. Stredové vložky do krku
Stredové vložky do krku (s axiálnym ložiskom) žiadne drážky na rozvod oleja (ryža. 2.118).
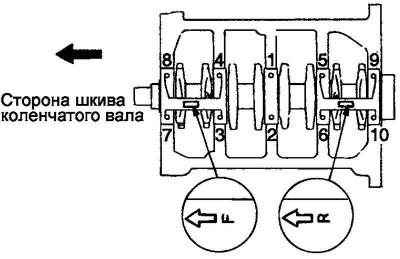
Ryža. 2.119. Schéma inštalácie kľukového hriadeľa
Na čapy kľukového hriadeľa naneste motorový olej. Nainštalujte kľukový hriadeľ (ryža. 2.119).
Nainštalujte spodné plášte a zostavu krytu hlavného ložiska tak, aby značka smerovala k prednej časti motora.
Utiahnite skrutky krytu na menovitý krútiaci moment.
Uťahovací moment skrutiek veka hlavného ložiska: 25 Nm + 90°.
Postupne uťahujte skrutky v štyroch alebo piatich krokoch a potom ich dotiahnite na špecifikovaný krútiaci moment. Utiahnite skrutky o 90 stupňov.
Skontrolujte voľnosť otáčania kľukového hriadeľa a zmerajte axiálnu vôľu.
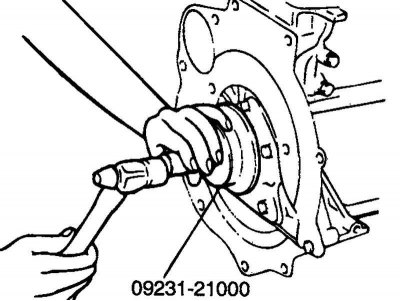
Ryža. 2,120. Inštalácia zadného epiploonu kľukového hriadeľa
So špeciálnym nástrojom (tŕň na montáž zadného olejového tesnenia kľukového hriadeľa 09231-2100) Vytvorte zadný epiploon kľukového hriadeľa v puzdre epiploonu, ako je znázornené na obrázku 2.120. Dávajte pozor na správne umiestnenie tŕňa, aby ste počas inštalácie nepoškodili alebo nedeformovali olejové tesnenie.
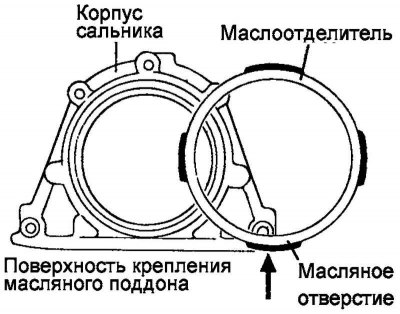
Ryža. 2.121. Schéma správnej inštalácie upchávky
Nainštalujte tesnenie tak, aby otvor (šípka na obrázku 2.121) odlučovač oleja smerujúci nadol (do olejovej vane).
Nainštalujte puzdro tesnenia na nové tesnenie. Utiahnite upevňovacie skrutky.
Moment vdýchnutia skrutiek upevnenia puzdra epiploonu: 10–12 Н·м.
Modely s manuálnou prevodovkou: nainštalujte zadnú dosku bloku valcov a utiahnite skrutky jej upevnenia, nainštalujte zotrvačník. Utiahnite upevňovacie skrutky predpísaným krútiacim momentom.
Uťahovací moment zotrvačníka: 130–140 Nm.
Modely s automatickou prevodovkou: namontujte objímku a adaptér na kľukový hriadeľ, nainštalujte hnaciu dosku automatickej prevodovky. Utiahnite upevňovacie skrutky predpísaným krútiacim momentom.
Uťahovací moment upevňovacích skrutiek platne automatickej prevodovky: 130–140 Nm.