
Položte hlavu valca na pracovný stôl s dvoma kusmi dreva pod ním.
Vyčistite všetky ventily od usadenín uhlíka.

Naneste hrubú karborundovú pastu na skosenie sedla ventilu.
Upevnením ventilu do prístroja pritlačte kotúč ventilu k sedlu a občas ventil nadvihnite, aby sa pasta prerozdelila.
Nainštalujte ventil do vodiaceho puzdra a pritlačte kotúč ventilu k sedlu.
Meranie zo sedadla sedla (riad) ventilové pružiny na koniec drieku ventilu. Ak nameraná hodnota presiahne požadovanú hodnotu, vymeňte sedlo ventilu. Pre to:
Vyvŕtajte sedlo ventilu, pričom steny sedla nechajte hrubé 0,5-1 mm.
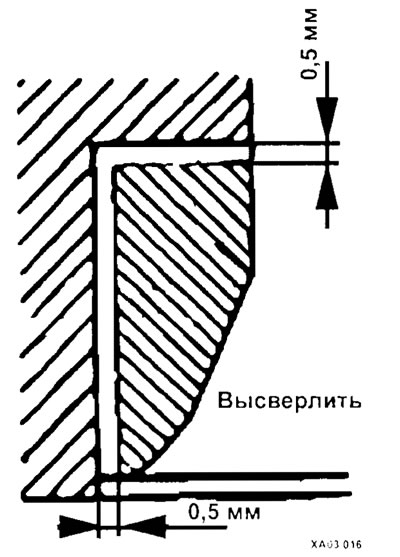
Vytlačte sedlo ventilu.
Vyvŕtajte objímku na inštaláciu sedla opravnej veľkosti (D + 0,3 mm), kde D je priemer otvoru starého sedadla.
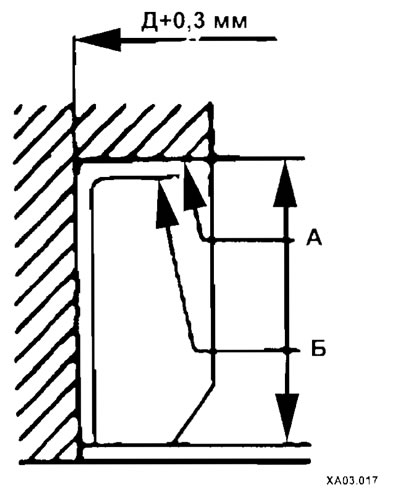
A - povrch nového otvoru;
B - povrch starého otvoru.
Po zahriatí hlavy valcov na 250°C alebo po ochladení sedadiel vtlačte sedlá do hlavy valcov.
Nastavte sedlo ventilu na požadované rozmery.
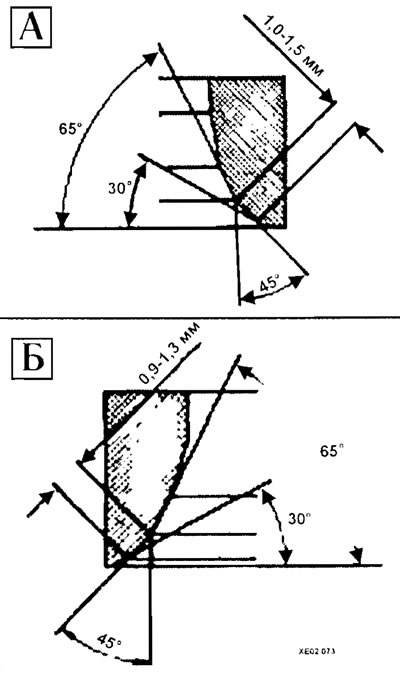
Veľkosti sedla (A) - promócie a (B) - vstupné ventily
Nástroj na lapovanie ventilov s klieštinou
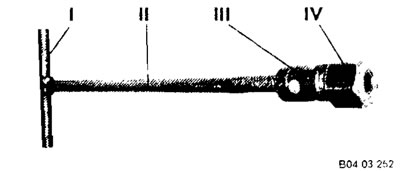
Celkový pohľad na zariadenie
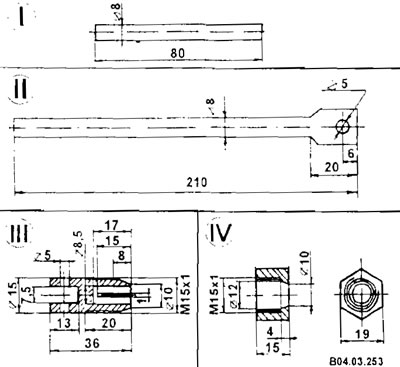
Detail prípravku
Nástroj na lapovanie ventilov, ktorý si môžete vyrobiť sami

Celkový pohľad na zariadenie
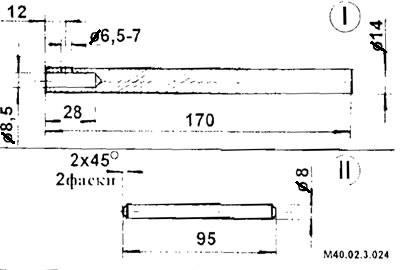
Detail prípravku
Keď sa na ventile a sedle objaví matná čiara, zmyte zvyšnú pastu a zopakujte rovnaký postup s jemnou karborundovou pastou.
Keď sa na ventile a sedle objaví súvislý svetlosivý matný krúžok široký 1,1-1,4 mm, lapovanie je dokončené.

Na brúsenie pracovných skosení ventilov je možné použiť brúsku. Na tento účel je potrebné na brúsku nainštalovať ventil a upevniť pohyblivú podperu tak, aby sa dosiahol požadovaný uhol skosenia.
Opatrne odstráňte všetky stopy abrazíva, pričom dávajte obzvlášť pozor, aby sa nedostal do vodidiel ventilu. Utrite ventily a sedlá ventilov handrou namočenou v petroleji, potom čistou handrou a nakoniec, ak je to možné, prefúknite stlačeným vzduchom.
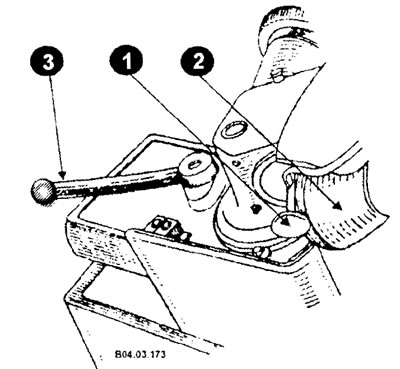
1 - ventil;
2 - brúsny kotúč;
3 - páka.