
2. Vyčistite blok valca mäkkou kefou a rozpúšťadlom.
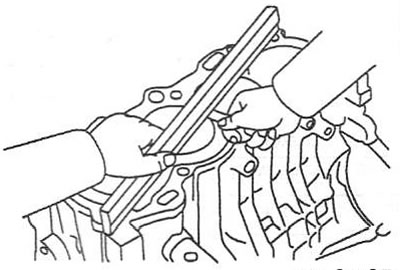
3. Pomocou kovového pravítka a sady plochých sond zmerajte odchýlku od roviny povrchu bloku valcov. Menovitá hodnota: menej ako 0,05 mm.
4. Skontrolujte absenciu zvislých škrabancov na zrkadle valca. Ak sú hlboké škrabance, vymeňte blok valcov.
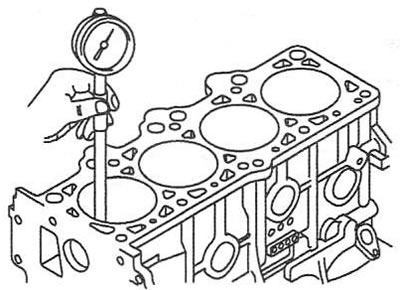
5. Pomocou dieromeru zmerajte priemer valca v troch úrovniach v pozdĺžnom a priečnom smere.
Menovitá hodnota:
- 76,50-76,53 mm (1,6 l);
- 75,50-75,53 mm (1,4 l).
6. Skontrolujte, či sa označenie veľkosti valca zhoduje s nameranou hodnotou.
Skupinové označenie priemeru valca
| Označenie veľkostnej skupiny | Priemer valca, mm | Hrúbka vložky, mm |
| 1,4 l | 1,6 l | |
| A | 75,50-75,51 | 76,50-76,51 |
| IN | 75,51-75,52 | 76,51-76,52 |
| S | 75,52-75,53 | 76,52-76,53 |
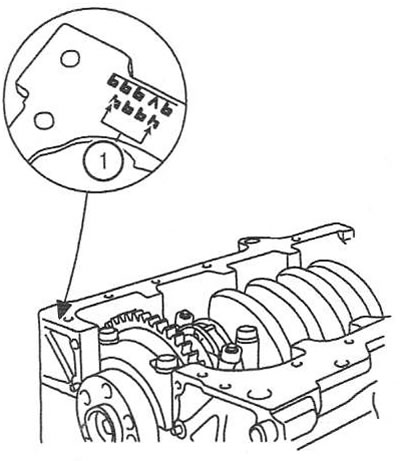
1. Písmenové označenie veľkostných skupín priemerov valcov
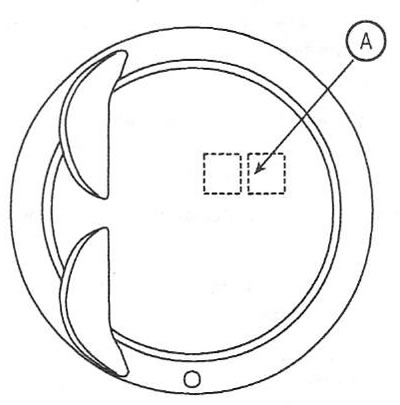
7. Skontrolujte označenie priemeru piesta (A) na spodnej časti piestu.
Označenie priemeru piestu
| Označenie veľkostnej skupiny | Vonkajší priemer piesta, mm | Hrúbka vložky, mm |
| 1,4 l | 1,6 l | |
| A | 75,47-75,48 | 76,47-76,48 |
| IN | 75,48-75,49 | 76,48-76,49 |
| S | 75,49-75,50 | 76,49-76,50 |
8. Vyberte piesty tak, aby vôľa medzi piestom a valcom zodpovedala menovitej hodnote. Nominálna hodnota: 0,02-0,04 mm.
Vŕtanie bloku valcov
9. Skontrolujte blok valcov, či na ňom nie sú praskliny, stopy korózie a iné chyby. V opačnom prípade vymeňte blok valcov.
10. V prípade oválnosti, neprijateľného skosenia alebo opotrebovania musia byť valce vyvŕtané a následne zrkadlovo honované. Vŕtanie bloku musí byť vykonané podľa priemeru opravných piestov a pre všetky valce.
Poznámka: Piesty sú dodávané v dvoch opravných veľkostiach: 0,25 mm a 0,5 mm.
11. Pred vyvŕtaním bloku zabezpečte požadovanú vôľu medzi piestom a valcom a uistite sa, že všetky piesty majú rovnakú veľkosť na opravu. Nominálna hodnota medzery: 0,02-0,04 mm.