
Клипњаче
1. Проверите аксијални зазор између клипа и шипке. Помоћу мерача, измерите крајњи зазор померањем клипњаче напред/назад. Ако аксијални зазор клипњаче прелази стандардну вредност, потребно је заменити га новим. Ако, након уградње нове клипњаче, аксијални зазор премашује стандардну вредност, потребно је заменити склоп радилице.
Напомена: Стандардни зазор: 0,05 - 0,31 мм.
2. Измерите зазор у лежајевима клипњаче.
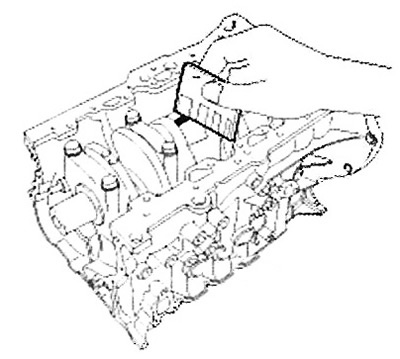
Ставите ознаке за поравнање на клипњачу и поклопац клипњаче ради правилне монтаже.
Отпустите два вијка поклопца клипњаче.
Скините поклопац клипњаче заједно са доњом шкољком лежаја.
Очистите и оперите лежај и клипњачу радилице.
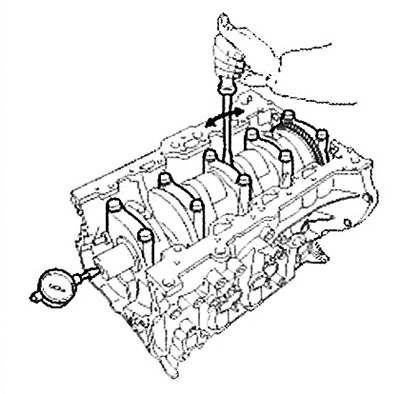
Поставите посебан пластични мерач на осовину радилице дуж осе радилице.
Поставите поклопац клипњаче и затегните монтажне завртње моментом од 27,5 - 31,4 Нм.
Пажња. Не окрећите радилицу.
Уклоните два монтажна вијка и уклоните поклопац клипњаче.
Измерите дебљину пластичног мерача (вага причвршћена за комплет).
Напомена: Стандардни зазор у: лежајевима: 0,024 -0,052 мм.
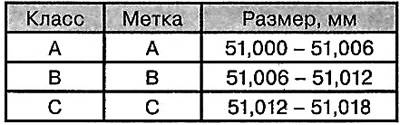
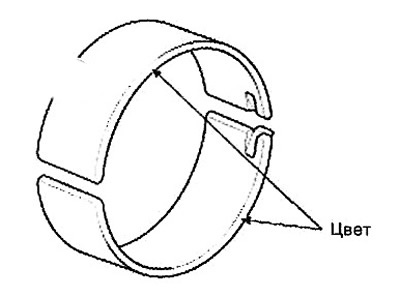
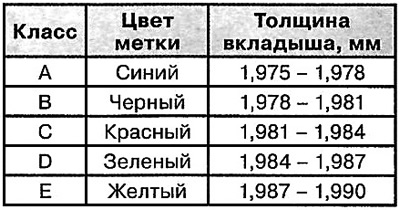
Ако је пластични мерач преширок или претанак након уклањања, уклоните горњу чахуру и поставите нову. Затим поновите мерење зазора лежаја. Неопходно је одабрати уметак према боји ознаке (види табелу испод).
Пажња. Немојте уметати подлошку или гребати површину чауре за подешавање зазора.
Ако је зазор лежаја и даље превелик или премали, уградите следећу чахуру и поновите мерење.
Напомена: Ако није могуће подесити зазор у лежајевима избором кошуљица, потребно је заменити склоп радилице и поновити подешавање.
Пажња. Ако идентификациона ознака није видљива на уметку због чађи, мора се опрати у растварачу. Немојте чистити уметак стругачем или жичаном четком.
3. Локација идентификационе ознаке клипњаче је приказана испод.
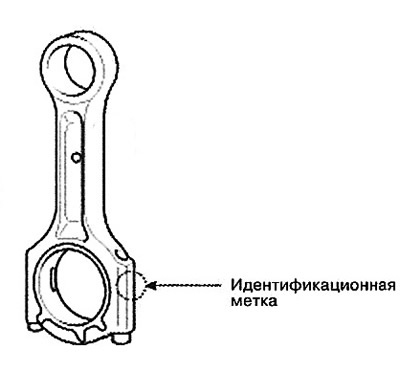
Димензије клипњаче
4. Локација идентификационе ознаке радилице.
Димензије радилице
5. Положај идентификационих ознака на шкољки лежаја клипњаче
Убаците димензије

Уметни избор

6. Проверите техничко стање клипњача:
Приликом поновног постављања уверите се да се бројеви цилиндара који су означени на клипњачи и поклопцу током демонтаже поклапају. Када постављате нову клипњачу, уверите се да су жлебови за држање лежаја на истој страни.
Ако су површине лежаја клипњаче на било ком крају оштећене, замените клипњачу. Поред тога, потребна је замена клипњаче у случају хабања степеница или велике храпавости површине унутрашњег пречника мале главе.
Помоћу специјалног алата проверите да ли се клипњача угиба и увија. Ако је измерена вредност близу границе поправке, вратите клипњачу у исправно стање помоћу пресе. Свака јако савијена или деформисана клипњача мора бити замењена.
Белешка:
- Дозвољена деформација клипњаче: не више од 0,05 мм / 100 мм.
- Дозвољено увртање клипњаче: не више од 0,1 мм / 100 мм.
Цранксхафт
1. Измерите зазор у лежајевима радилице. За ово:
Одврните завртње за причвршћивање и скините поклопце радикалног ослонца заједно са лабавим листовима лежајева.
Очистите све главне лежајеве и шкољке лежаја.
Поставите посебан пластични мерач на сваки главни рукавац радилице.
Уградите све поклопце главних лежајева и затегните монтажне завртње на 49,0 Нм.
Пажња. Не окрећите радилицу.
Поново скините поклопац и лежај, измерите дебљину пластичног мерача (вага причвршћена за комплет).
Напомена: Стандардна вредност: 0,026 - 0,044 мм.
Ако је мерна вредност превелика или мала, уклоните горњу и доњу шкољку лежаја, уградите нове, изаберите лежај према боји ознаке, поново проверите зазор.
Пажња. Немојте брусити или гребати лежајеве или поклопце да бисте подесили зазор.
Ако мерач показује да зазор још увек није стандардан, уградите већи или мањи лежај и поново проверите зазор.
Напомена: Ако није могуће подесити зазор у лежајевима избором кошуљица, потребно је заменити склоп радилице и поновити подешавање.
Пажња. Ако идентификациона ознака није видљива на уметку због чађи, мора се опрати у растварачу. Немојте чистити уметак стругачем или жичаном четком.
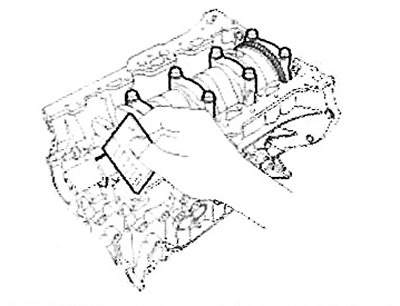
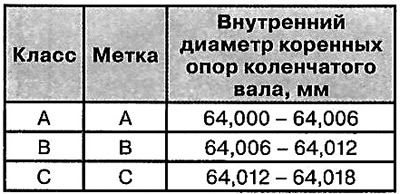
2. Локација ознака које карактеришу унутрашњи пречник главних лежајева радилице.
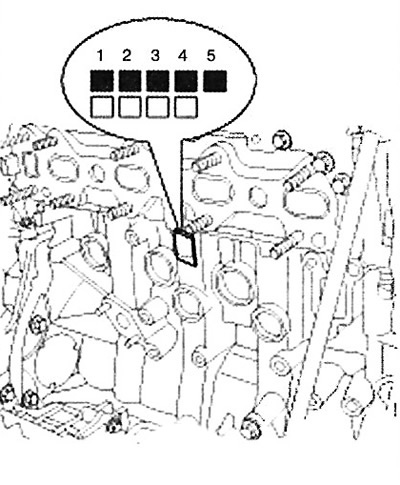
Цилиндар блок
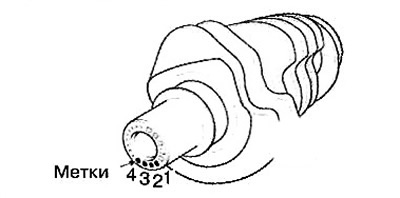
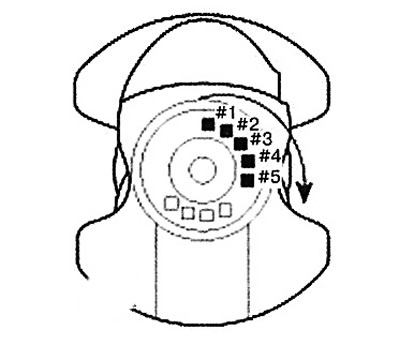
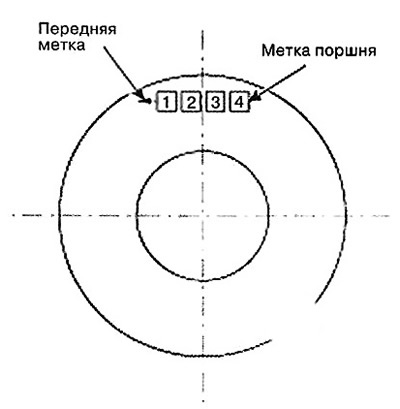
3. Локација ознака на радилици.
Напомена: Прочитајте редослед ознака према стрелици на доњој слици.
Димензије радилице (аутохтони вратови)
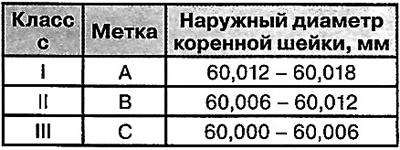
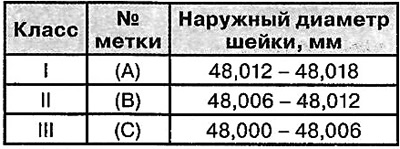
4. Положај идентификационих ознака на чаури главног лежаја.
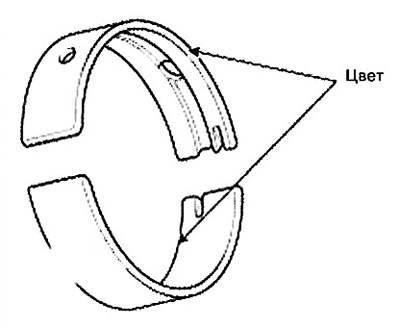
Димензије главних лежајева
Избор кошуљица главних лежајева

5. Проверите аксијални зазор радилице:
Користећи мерач, измерите зазор на крају радилице тако што ћете га померати напред/назад помоћу одвијача.
Белешка:
- Стандардни аксијални зазор: 0,07 - 0,25 мм.
- Максимална дозвољена вредност: 0,30 мм.
Ако аксијални зазор прелази дозвољену границу, потисни лежајеви морају бити замењени.
Напомена: Дебљина потисног лежаја: 1.925 - 1.965 мм.
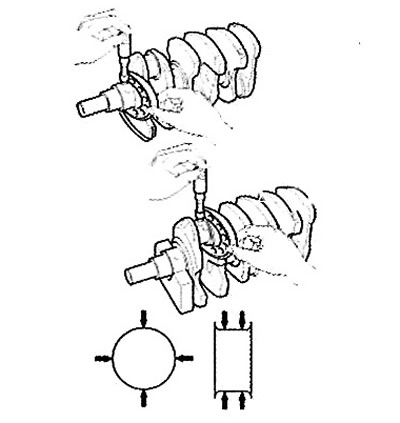
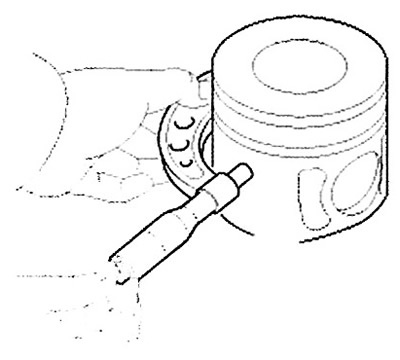
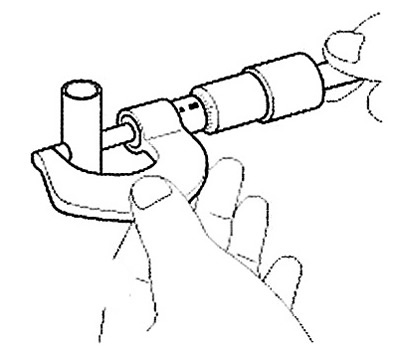
Помоћу микрометра измерите спољашњи пречник главног и клипњача радилице. Мерите у две међусобно управне равни, као што је приказано на слици.
Белешка:
- Пречник главних рукаваца радилице: 60.000 -60.018 мм.
- Пречник клипњаче радилице: 48.000 - 48.018 мм.
Цилиндар блок
1. Уклоните сав преостали заптивач са површине конектора главе мотора помоћу стругача.
2. Помоћу меке четке и растварача очистите блок цилиндра.
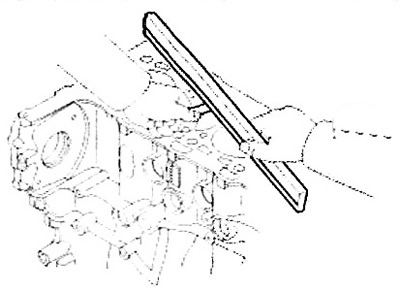
3. Користећи посебан лењир и сет сонди, измерите равност контактне површине блока цилиндра са главом.
Напомена: Стандардна вредност неравнине: мање од 0,05 мм.
4. Визуелно проверите огледало цилиндра да ли има дубоких огреботина и неравнина. Ако се пронађу кварови, замените склоп блока цилиндра.
5. Користећи мерач проврта, измерите унутрашњи пречник цилиндара у две управне равни на три локације.
Белешка:
- Место мерења (са врха блока цилиндра): 10 мм (А); 80мм (ИН); 150 мм (ВИТХ).
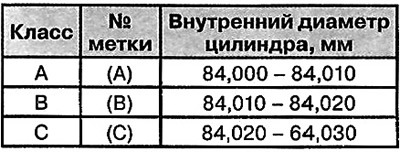
- Стандардни унутрашњи пречник: 84.000 - 84.030 мм.
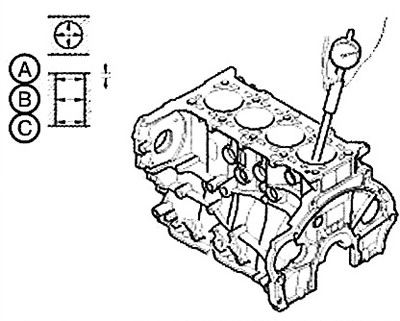
6. Проверите код величине цилиндра на дну блока цилиндра.
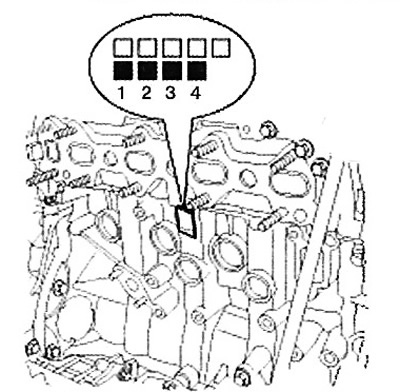 |  |
7. Проверите шифру величине клипа на дну (назначено на слици).
 | 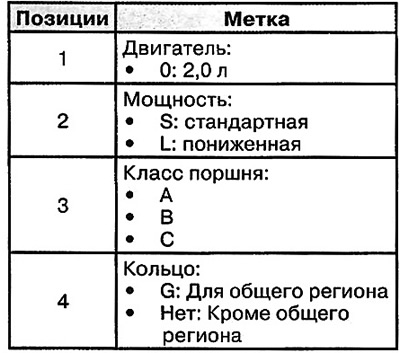 |
8. Подигните клип у односу на унутрашњи пречник блока цилиндара. Размак између клипа и цилиндра треба да буде 0,075 -0,095 мм.
Клипови и клипни прстенови
1. Очистите клипне прстенове.
Помоћу специјалног стругача уклоните наслаге угљеника са површине прстенова.
Помоћу специјалног алата или сломљеног прстена очистите жлебове за прстенове у клипу.
Користећи растварач и четку, исперите и очистите клип.
Напомена: Немојте користити четку са металним влакнима приликом чишћења.
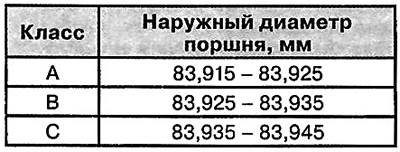
2. Помоћу микрометра измерити спољашњи пречник клипа у равни попречне осе клипног клипа и на растојању од 10 мм од његове горње површине, као што је приказано на слици.
Напомена: Стандардни пречник клипа: 83.915-83.945 мм.
3. Разлика између спољашњег пречника клипа и унутрашњег пречника цилиндра је зазор.
Напомена: Стандардна вредност: 0,075 - 0,095 мм.
4. Измерите зазор клипних прстенова:
Помоћу мерача, измерите размак између нових клипних прстенова и изреза клипа. Ако зазор клипног прстена премашује дозвољену вредност, клип се мора заменити.
Напомена: Стандардни бочни зазор: 0,102 - 0,146 мм (компресија №1), 0,070-0,110 мм (компресија №2) и 0,030 -0,070 мм (стругач за уље).
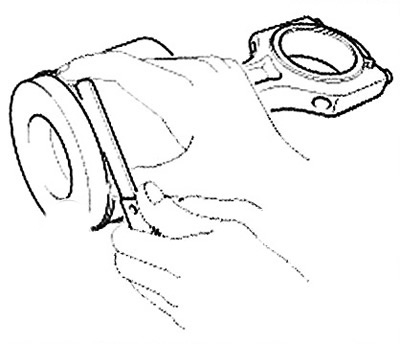
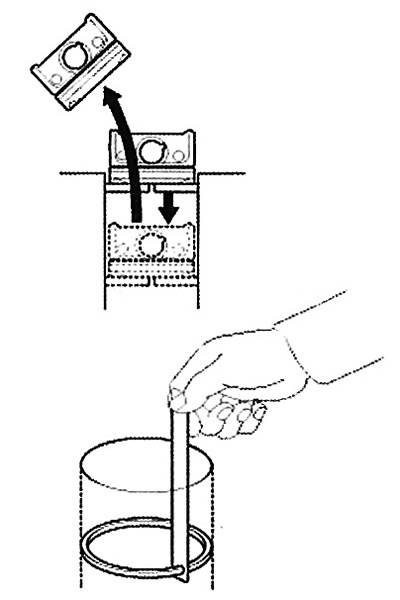
5. Проверите зазор у бравама клипних прстенова. За ово:
Уградите клипни прстен у цилиндар. Затим померите прстен унутар цилиндра помоћу клипа као што је приказано. Измерите размак у брави помоћу сета мерача. Ако размак у брави прелази дозвољену границу, потребно је заменити прстен новим. Ако је јаз у брави превелик, потребно је измерити унутрашњи пречник цилиндра. Ако пречник цилиндра прелази дозвољене границе, потребно је заменити склоп блока цилиндра.
Напомена: Стандардна вредност зазора у брави прстена: 0,18 - 0,33 мм (компресија №1), 0,35 - 0,50 мм (компресија №2), 0,25 - 0,50 мм (стругач за уље).
Клипне клинове
1. Помоћу микрометра измерите спољашњи пречник клипне осовине.
Напомена: Стандардна вредност: 33.991-33.997 мм.
2. Измерите зазор између клипа и отвора на клипу.
Напомена: Стандардни зазор: 0,007 - 0,019 мм.
3. Измерите разлику између спољашњег пречника клипног клипа и унутрашњег пречника чауре клипњаче.
Напомена: Стандардна вредност: 0,023 - 0,041 мм.