
2. Зазор између чахура и рукаваца вратила може се проверити помоћу калибрисане пластичне жице. Да бисте то урадили, очистите носаче вратила и облоге од уља, масти и других загађивача. Ставите комаде калибриране пластичне жице дужине једнаке ширини уметка на вратове тако да жица не блокира рупе за подмазивање. Уградите радилицу, чауре и поклопце лежајева. Затегните завртње поклопца на потребан обртни момент, пазећи да се осовина не окреће. Уклоните поклопце лежаја. Одредите размаке између шкољки лежаја и рукаваца вратила дуж ширине најспљоштенијег дела жице користећи скалу одштампану на амбалажи жице. Ако зазор прелази максималну дозвољену вредност, замените шкољке лежаја. Ако није могуће постићи нормалне зазоре заменом облога, избрусити рукавце радилице до величине за поправку и уградити облоге одговарајуће величине за поправку.
3. Избор величине поправке клипњаче и клипне групе треба извршити према ознакама на деловима:
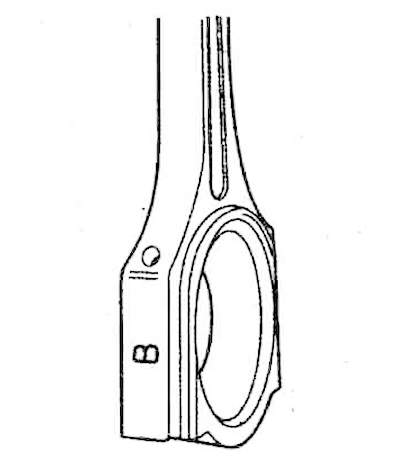
1) Положај ознаке клипњаче.
 |  |
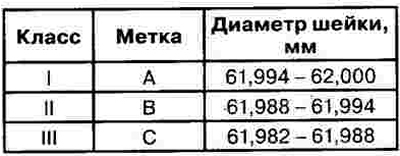
2) Положај ознаке радилице.
 |  |
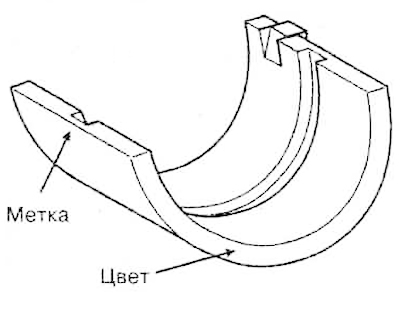
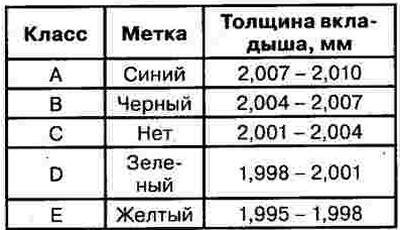
3) Положај ознаке на лежају клипњаче.
 | 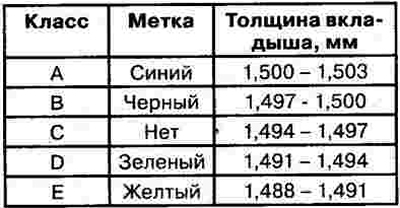 |
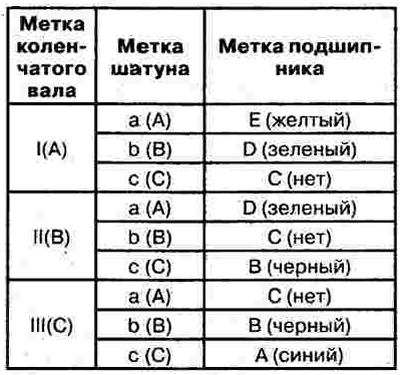
4) Избор делова према групи ремонтних величина врши се према табели.

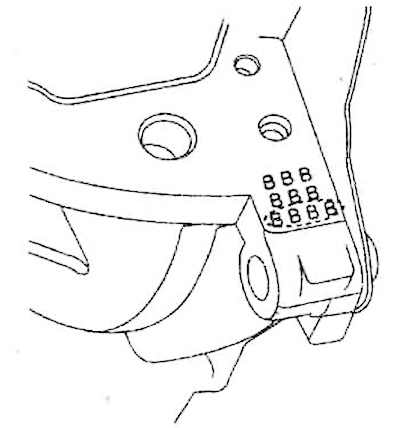
4. Слова утиснута на крају блока цилиндра су ознака величине за сваки од четири главна лежаја. Користите ове ознаке као и ознаке на радилици да бисте изабрали лежајеве клипњаче. Положај ознака за избор шкољки главних лежајева:
1) Положај ознака на блоку цилиндра.
 |  |
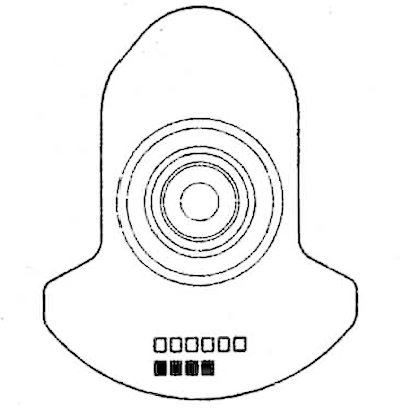
2) Положај ознака на радилици.
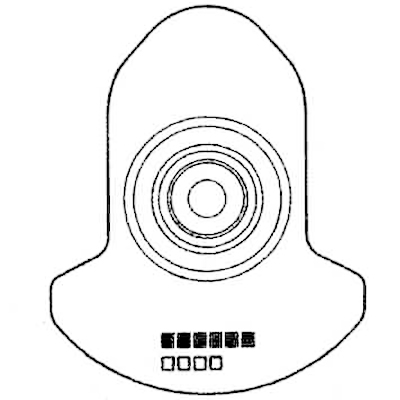 |  |
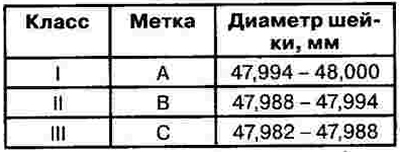
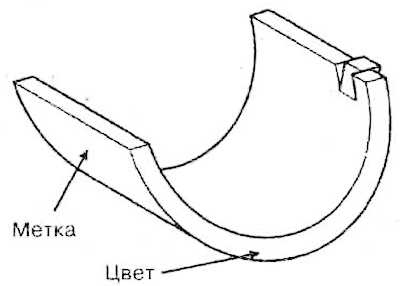
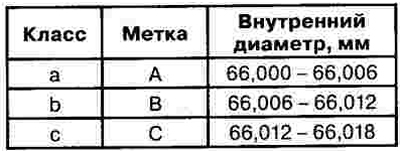
3) Положај ознака на шкољки главног лежаја.
 |  |
4) Избор делова према групи ремонтних величина врши се према табели.
5. Ако се клипњаче поново постављају током монтаже, проверите да ли су уграђене у исте цилиндре у којима су биле пре демонтаже. Ако су постављене нове клипњаче, уверите се да је ознака клипњаче на истој страни као и брава уметка. Замените клипњачу ако се нађе било какво видљиво оштећење или ако је видљиво прекомерно хабање клипњаче.
6. Помоћу специјалног алата проверите да ли се клипњаче савијају или увијају. Дозвољено савијање ручице: 0,05 мм на 100 мм дужине или мање. Дозвољено увијање: 0,1 мм на 100 мм или мање. Ако је количина савијања или увртања клипњаче близу дозвољене вредности, али је ипак премашује, дозвољено је исправљање клипњаче пресом. Ако дође до прекомерног савијања или увртања, клипњача мора бити замењена новом.
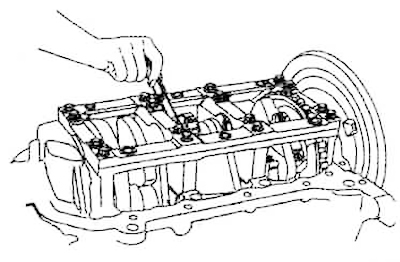
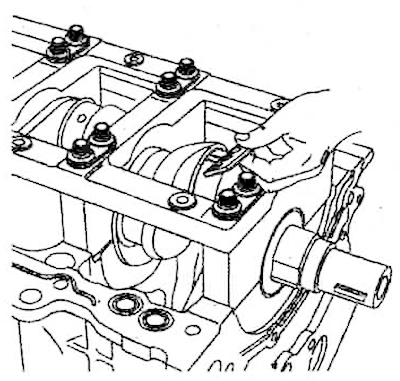
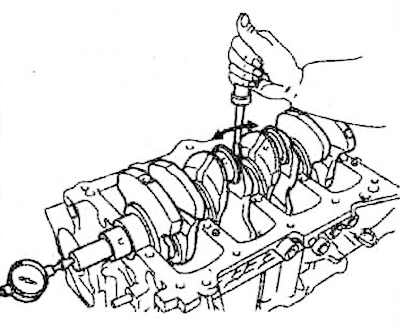
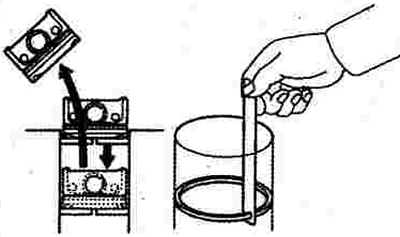
7. Користећи индикатор точкића, проверите аксијални зазор радилице тако што ћете га померати одвијачем дуж блока цилиндра. Номинални аксијални зазор: 0,07 - 0,25 мм. Максимални дозвољени аксијални зазор: 0,30 мм. Ако аксијални зазор премашује границу, замените потисне лежајеве у комплету. Дебљина потисног лежаја: 2,05 - 2,09 мм.
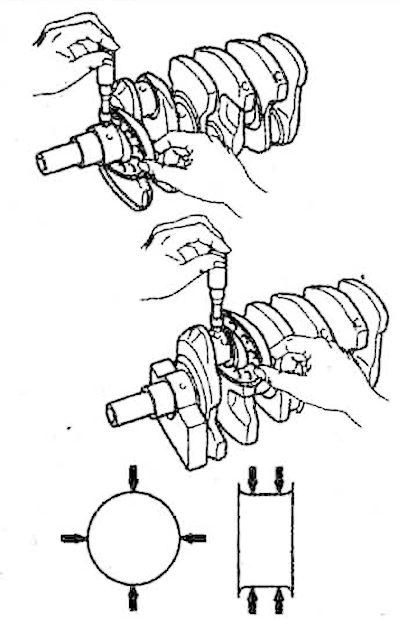
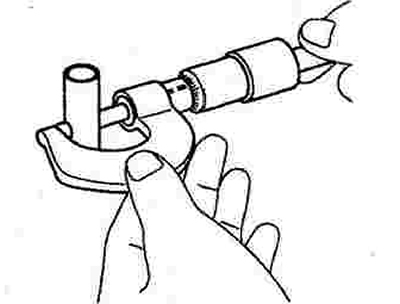
8. Помоћу микрометра измерите пречник сваке главне и клипњаче радилице на местима означеним стрелицама на слици. Номинални пречник рукавца: 61.982 - 62.000 мм. Називни пречник клипњача: 47.982 - 48.00 мм.
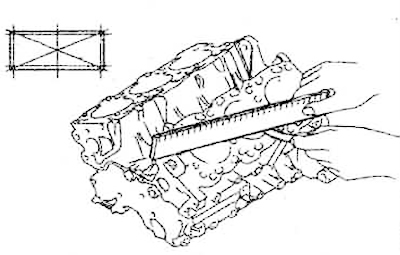
9. Користите стругач да уклоните остатке заптивке са површине блока цилиндра, а затим темељно очистите цео блок цилиндра четком и растварачем. Користећи лењир и пипач, проверите равност контактне површине блока цилиндра на местима наведеним на слици. Стандардна вредност неравноте контактне површине: мање од 0,03 мм. Максимална дозвољена неравност површине: 0,05 мм.
10. Визуелно проверите да ли огледало цилиндра има огреботина. Ако постоје дубоке огреботине, облога цилиндра се мора заменити или избушити.
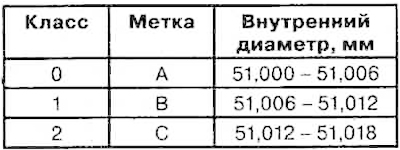
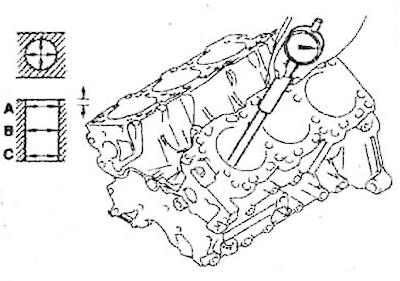
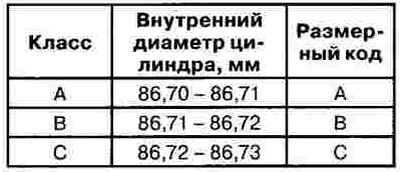
11. Користећи мерач проврта, измерите пречник цилиндра у тачкама А, Б и Ц у међусобно окомитим равнима. Називни пречник цилиндра: 86,70 -86,73 мм.
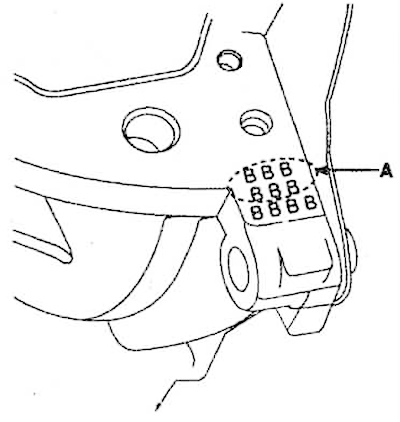
12. Проверите ознаке пречника цилиндра (А) на површини блока цилиндра.
 |  |
13. Проверите код величине (А) клип на својој горњој површини.
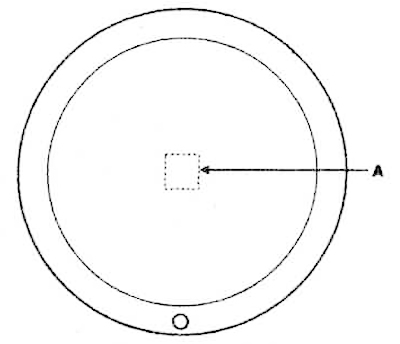 |  |
14. Изаберите клип у складу са величином за поправку кошуљице цилиндра. Када то радите, водите рачуна да је размак између клипа и цилиндра: 0,01 - 0,03 мм.
15. У случају јаког хабања кошуљице цилиндра, предимензиониране клипове треба изабрати према највећем пречнику отвора кошуљице цилиндра. Димензије клипова за поправку се повећавају за 0,25 и 0,5 мм, одговарајуће ознаке се примењују на горњи део клипа.
16. Измерите пречник клипа и израчунајте нови пречник цилиндра:
Нови пречник цилиндра = пречник клипа + (0,01 - 0,03 мм зазор између клипа и цилиндра) - 0,01 мм (хонинг одобрење).
17. Избушите сваки цилиндар до израчунатог пречника и затим избушите.
18. Проверите зазор између клипа и вентила. Требало би да буде у распону од 0,01-0,03 мм.
Белешка. Када бушите бар један цилиндар, избушите све остале цилиндре на исту величину за поправку.
19. Микрометром измерити главни пречник клипа (39 мм од дна). Називни пречник клипа: 86,68 -86,71 мм. У случају јаког хабања клипа, потребно га је заменити новим.
20. Користите мерач за мерење да измерите размак између новог клипног прстена и жлеба клипа.
Бочни размак треба да буде:
- Клипни прстен бр. 1: 0,04 - 0,08 мм;
- Клипни прстен #2: 0,03 - 0,07 мм.
Максимални дозвољени зазор је 0,1 мм за оба клипна прстена.
Ако је бочни зазор већи од дозвољене вредности, замените клип.
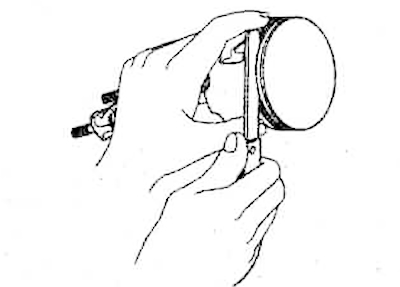
21. Да бисте проверили зазор прстена у брави, уметните прстен у цилиндар. Поставите прстен под правим углом на зид цилиндра, лагано га притискајући клипом. Проверите зазор у прстену помоћу мерача.
Размак за закључавање:
- Клипни прстен бр. 1: 0,20 - 0,35 мм;
- Клипни прстен бр. 2: 0,37 - 0,52 мм;
- Прстен за стругање уља: 0,20 - 0,70 мм.
Ако размак прелази максимално дозвољени у раду, замените прстен новим. Приликом замене прстенова без бушења цилиндара, проверите зазор у брави тако што ћете га поставити у доњи, мање истрошени део цилиндра.
22. Микрометром измерити пречник клипа. Требало би да буде 21,001-21,007 мм.
23. Измерите зазор између клипног клипа и клипа. Требало би да буде 0,007-0,022 мм.
24. Проверите разлику између пречника клипа и рупе на врху клипњаче. Требало би да буде у распону од 0,016-0,033 мм.