
Положите главу цилиндра на радни сто са два комада дрвета испод.
Очистите све вентиле од наслага угљеника.

Нанесите грубу карборундску пасту на ивицу седишта вентила.
Стегните вентил у инструменту, притисните диск вентила на седиште, повремено подижући вентил да бисте прерасподелили пасту.
Уградите вентил у водећу чауру и притисните диск вентила на седиште.
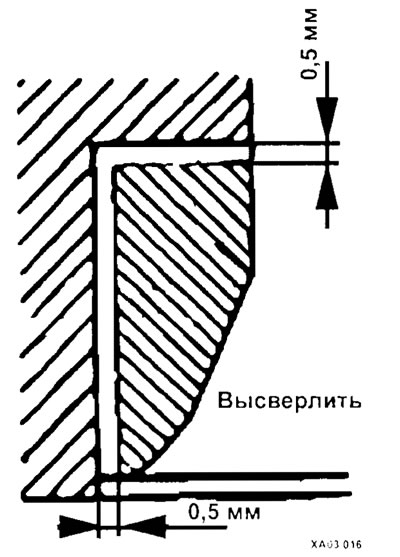
Измерите величину са површине седла (посуђе) опруге вентила до краја стабла вентила. Ако измерена вредност прелази потребну вредност, замените седиште вентила. За ово:
Избушите седиште вентила, остављајући зидове седишта дебљине 0,5-1 мм.
Притисните седиште вентила.
Избушите утичницу за уградњу седла за поправку (Д+0,3 мм), где је Д пречник отвора старог седишта.
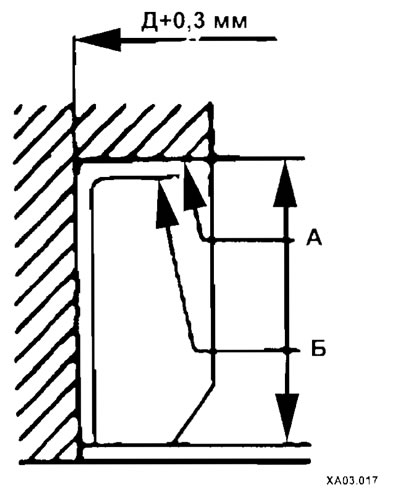
А - површина нове рупе;
Б - површина старе рупе.
Након загревања главе цилиндра на 250°Ц или након хлађења седишта, притисните седишта у главу цилиндра.
Подесите седиште вентила на потребне димензије.
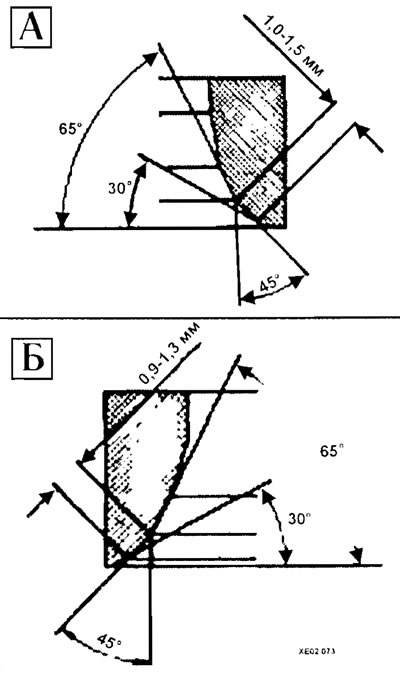
Величине седла (А) - дипломирање и (Б) - улазни вентили
Алат за лепљење вентила са стезницом
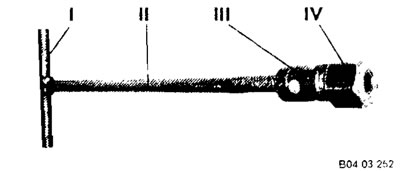
Општи поглед на уређај
Детаљ учвршћења
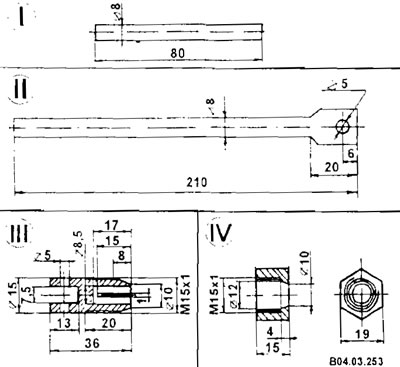
Алат за преклапање вентила, који можете сами направити

Општи поглед на уређај
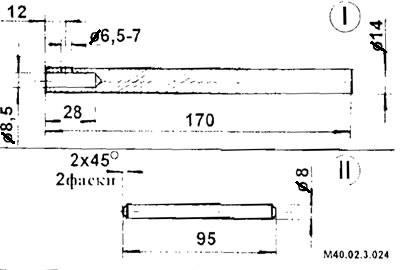
Детаљ учвршћења
Када се на вентилу и сједишту појави мат линија, исперите преосталу пасту и поновите исти поступак са фином карбоундум пастом.
Када се на вентилу и седишту појави непрекидни светлосиви мат прстен ширине 1,1-1,4 мм, преклапање је завршено.

Машина за брушење се може користити за брушење радних ивица вентила. Да бисте то урадили, потребно је уградити вентил на машину за млевење и причврстити покретни носач тако да се добије потребан угао скошења.
Пажљиво очистите све трагове абразива, посебно водећи рачуна да не уђе у вођице вентила. Вентиле и седишта вентила обришите крпом натопљеном керозином, затим чистом крпом и на крају, ако је могуће, дувајте компримованим ваздухом.
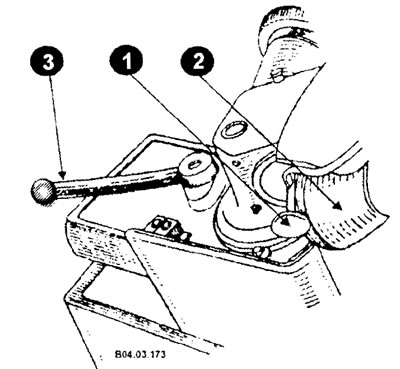
1 - вентил;
2 - брусни точак;
3 - полуга.