
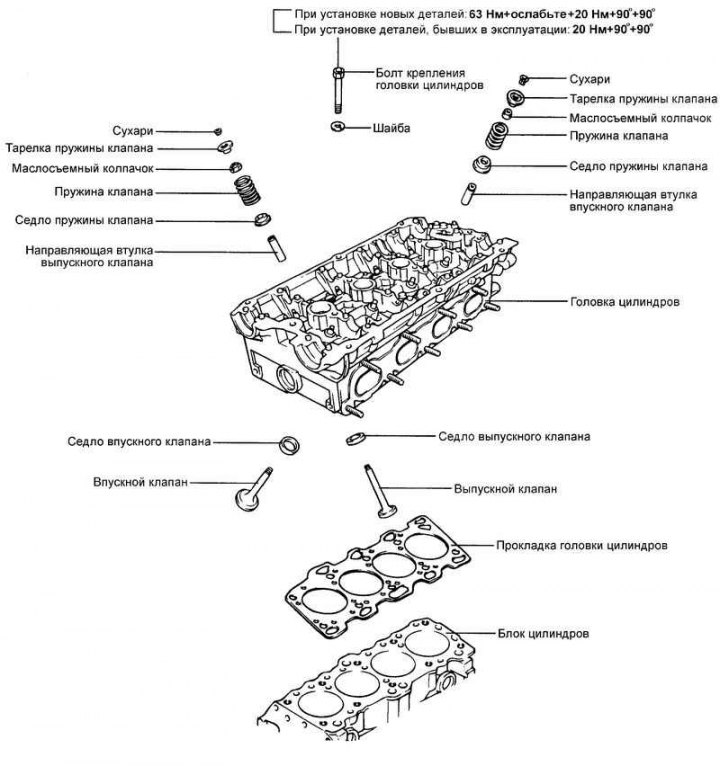
Ryż. 2.122. Głowica cylindra i zawory
Demontaż
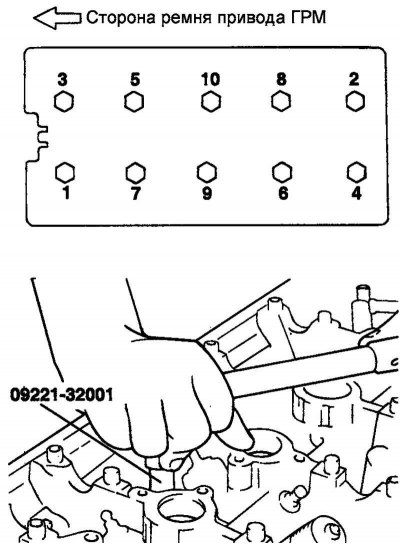
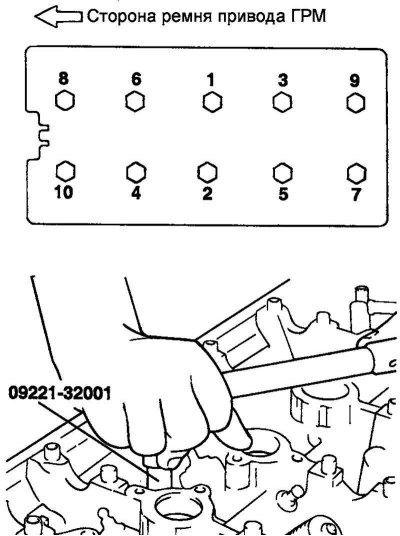
Ryż. 2.123. Kolejność odkręcania śrub głowicy cylindrów
Za pomocą specjalnego narzędzia (klucz 09221-32001) wykręcić śruby mocujące głowicę cylindrów w kolejności podanej na rysunku 2.123.
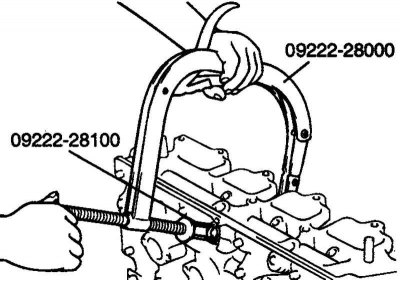
Ryż. 2.124. Ekstrakcja bułki tartej
Za pomocą specjalnego narzędzia (narzędzie do ściągania sprężyn zaworowych 09222-28000 i adapter 09222-28100) ściśnij sprężynę i usuń krakersy. Zdejmij kołpak sprężyny zaworu, sprężynę zaworu, gniazdo sprężyny zaworu i zawór (Ryż. 2.124).
Notatka. Części każdego zaworu należy przechowywać osobno jako zestaw, aby uniknąć pomyłki podczas instalacji.
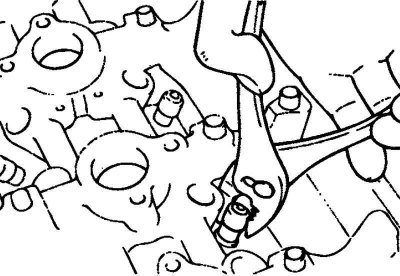
Ryż. 2.125. Demontaż uszczelek olejowych
Za pomocą specjalnego narzędzia (środek do usuwania uszczelek olejowych 09222-29000) usunąć uszczelki olejowe (Ryż. 2.125).
Notatka. Ponowna instalacja uszczelnień trzonków zaworów jest niedozwolona.
Kontrola głowicy cylindrów
Sprawdź głowicę cylindrów pod kątem pęknięć, uszkodzeń i oznak wycieku płynu chłodzącego. W przypadku stwierdzenia pęknięć wymienić głowicę cylindrów.
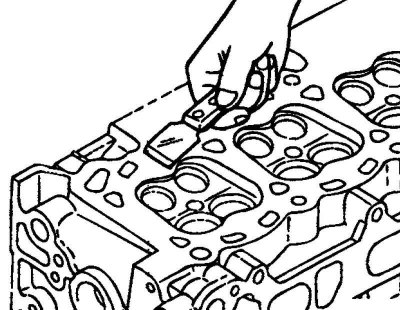
Ryż. 2.126. Czyszczenie powierzchni głowicy cylindrów
Całkowicie oczyść głowicę cylindrów z kamienia, osadów węglowych i resztek starego uszczelniacza i uszczelki. Oczyścić kanały olejowe, przedmuchać sprężonym powietrzem (Ryż. 2.126).
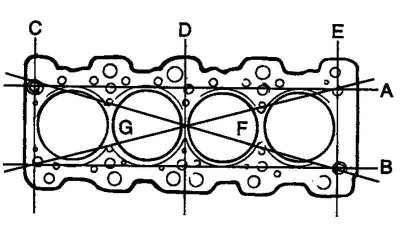
Ryż. 2.127. Schemat sprawdzania płaskości powierzchni współpracującej głowicy cylindrów
Sprawdź płaskość powierzchni współpracującej głowicy cylindrów w kierunkach pokazanych na rysunku. Jeśli płaskość przekracza limit w dowolnym kierunku, wymień głowicę cylindrów lub przeszlifuj powierzchnię współpracującą głowicy cylindrów (Ryż. 2.127).
Wartości niepłaskości powierzchni współpracującej głowicy cylindrów podano poniżej.
Wartość nominalna: mniej niż 0,03 mm.
Wartość graniczna: 0,2 mm.
Sprawdzanie zaworów
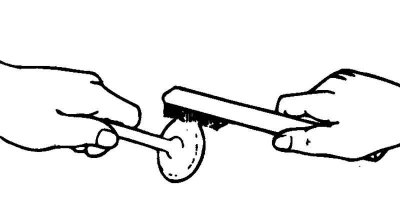
Ryż. 2.128. Czyszczenie zaworów
Za pomocą szczotki drucianej dokładnie wyczyść zawór (Ryż. 2.128).
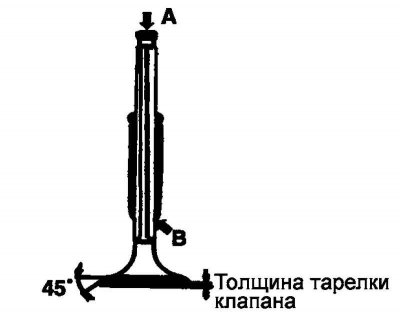
Ryż. 2.129. Schemat testu zaworu
Sprawdź każdy zawór pod kątem zużycia, uszkodzeń i deformacji grzybka i okolicy «B» trzpień zaworu. W razie potrzeby wymienić zawór. Jeśli na koniec «A» Jeśli trzpień zaworu jest wgnieciony lub występuje znaczne zużycie, w razie potrzeby wypoleruj koniec trzpienia zaworu. Grubość warstwy usuwanej podczas obróbki mechanicznej końcówki trzpienia zaworu powinna być minimalna. Należy również sfazować gniazdo zaworu (Ryż. 2.129).
Wymień zawór, jeśli grubość jego płyty jest mniejsza niż maksymalna dopuszczalna wartość.
Nominalna grubość dysku zaworu:
- zawór wlotowy - 1,0 mm;
- zawór wydechowy - 1,5 mm.
Maksymalna dopuszczalna wartość:
- zawór wlotowy - 0,7 mm;
- zawór wydechowy - 1,0 mm.
Sprawdzenie sprężyn zaworowych
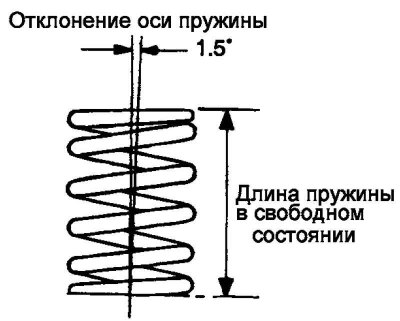
Ryż. 2.130. Schemat testu sprężyny zaworu
Sprawdź swobodną długość sprężyny zaworu. Jeśli długość sprężyny jest mniejsza niż limit, wymień sprężynę zaworu (Ryż. 2.130).
Za pomocą kwadratu sprawdź odchylenie osi sprężyny od prostopadłej do powierzchni nośnej (nieprostopadłość). Jeśli niewspółosiowość jest większa niż limit, wymień sprężynę zaworu.
Wartości znamionowe sprężyn zaworowych przedstawiono poniżej.
Długość bez sprężyny: 45,82 mm.
Długość sprężyny pod obciążeniem 25,3 kg: 40,00 mm.
Odchylenie osi sprężyny (nieprostopadłość): 1,5°lub mniej.
Granice pomiaru sprężyny zaworowej przedstawiono poniżej.
Długość bez sprężyny: 44,82 mm.
Odchylenie osi sprężyny (nieprostopadłość): 4°.
Sprawdzenie prowadnic zaworów

Ryż. 2.131. Schemat testowy prowadnicy zaworu
Sprawdź luz między prowadnicą zaworu a trzpieniem zaworu (w kilku miejscach na całej długości). Jeśli luz jest większy niż limit, wymień prowadnicę zaworu (Ryż. 2.131).
Wartości luzu między prowadnicą zaworu a trzpieniem zaworu pokazano poniżej.
Wartość znamionowa:
- zawór wlotowy - 0,020–0,047 mm;
- zawór wydechowy - 0,050–0,085 mm.
Maksymalna dopuszczalna wartość:
- zawór wlotowy - 0,10 mm;
- zawór wydechowy - 0,15 mm.
Regeneracja gniazda zaworu
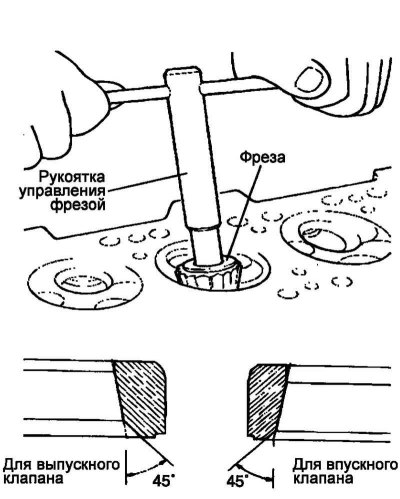
Ryż. 2.132. Regeneracja gniazda zaworu
Sprawdź gniazdo zaworu pod kątem oznak przegrzania i nierównego kontaktu z skosem elementu zamykającego dysku zaworu. W razie potrzeby napraw lub wymień gniazdo zaworu. Przed wymianą gniazda zaworu sprawdź prowadnicę zaworu pod kątem zużycia. Jeśli tuleja prowadząca jest zużyta, najpierw ją wymień, a następnie zregeneruj gniazdo zaworu. Przywrócenie gniazda zaworu odbywa się za pomocą specjalnego narzędzia (frezy lub na obrabiarkach). Szerokość skosu zamykającego gniazda zaworu musi odpowiadać wartościom nominalnym, a powierzchnia styku musi znajdować się równomiernie w środku skosu roboczego grzybka zaworu. Po przywróceniu gniazda, zawór i gniazdo muszą zostać dotarte pastą do docierania (Ryż. 2.132).
Wymiana gniazda zaworu
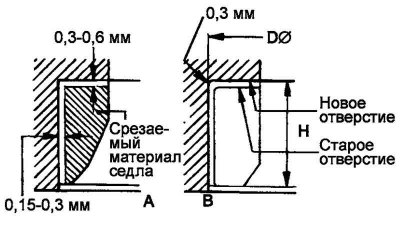
Ryż. 2.133. Resztkowa ilość metalu podczas obróbki wymiennego gniazda zaworu
Wytnij gniazdo zaworu do wymiany, pozostała ilość metalu jest pokazana na rysunku 2.133.
Wywierć otwór w głowicy cylindrów, aby zainstalować gniazdo zaworu o odpowiednim rozmiarze naprawczym (zwiększona średnica).
Podgrzej głowicę cylindrów do około 250°C i wciśnij nadwymiarowe gniazdo w głowicę cylindrów.
Dotrzyj zawór do nowego gniazda za pomocą pasty docierającej.
Szerokość obturatora gniazda zaworu: 0,9–1,3 mm.
Wymiana prowadnicy zaworu
Ryż. 2.134. Wyciskanie starej prowadnicy zaworu
Za pomocą specjalnego narzędzia (trzpień do montażu tulei prowadzącej 09221-22000A) wycisnąć starą prowadnicę zaworu z głowicy cylindrów w kierunku powierzchni uszczelki (Ryż. 2.134).
Wywierć otwór w głowicy cylindrów, aby zainstalować odpowiednią nadwymiarową prowadnicę zaworu (zwiększona średnica).
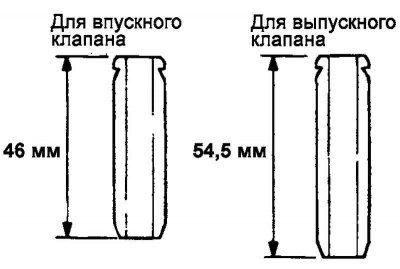
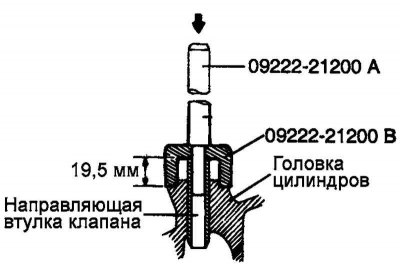
Ryż. 2.135. Różnica długości tulei prowadzących dla zaworów dolotowych i wydechowych
Za pomocą specjalnego narzędzia (trzpień do montażu tulei prowadzącej 09221–22000B) Wciśnij nową prowadnicę zaworu od strony łoża wałka rozrządu. Zwróć uwagę na różnicę długości tulei prowadzących zaworów dolotowych i wydechowych (Ryż. 2.135).
Po zamontowaniu prowadnicy zaworu włóż nowy zawór i sprawdź, czy szczelina między prowadnicą zaworu a trzpieniem zaworu jest prawidłowa.
Po wymianie prowadnicy zaworu sprawdź, czy zawór jest prawidłowo osadzony w gnieździe. W razie potrzeby przerób gniazdo zaworu.
Montaż
Zamontować gniazda sprężyn zaworowych.
Notatka. Dokładnie wyczyść wszystkie części przed montażem. Nałożyć olej silnikowy na wszystkie ocierające się i obracające się części.
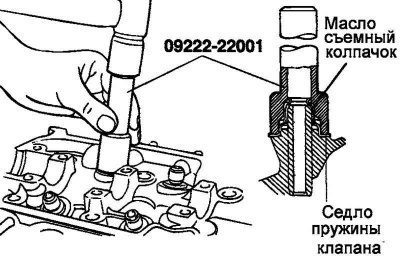
Ryż. 2.136. Montaż uszczelnienia trzonka zaworu
Za pomocą specjalnego narzędzia (trzpień do montażu uszczelnienia trzonka zaworu 09222-22001) lekkim uderzeniem załóż na miejsce nasadkę zgarniacza oleju (Ryż. 2.136).
Notatka. Ponowne użycie uszczelnień trzonków zaworów jest niedozwolone.
Notatka. Nieprawidłowy montaż uszczelnienia trzonka zaworu może spowodować wycieki oleju przez prowadnicę zaworu.
Nasmaruj trzpień zaworu olejem silnikowym. Włóż zawór do prowadnicy zaworu. Nie stosować siły podczas przeprowadzania trzpienia zaworu przez uszczelnienie trzpienia zaworu. Po zainstalowaniu zaworu sprawdź płynność jego ruchu.
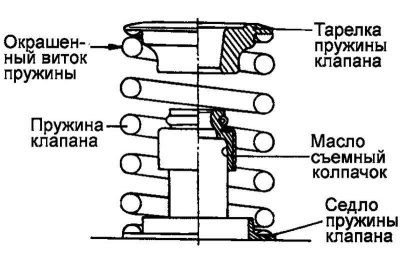
Ryż. 2.137. Schemat instalacji sprężyny zaworu
Zamontować sprężynę zaworu tak, aby malowana cewka sprężyny znajdowała się w pobliżu gniazda sprężyny (w górę), a następnie załóż nasadkę sprężyny zaworu (Ryż. 2.137).
Za pomocą specjalnego narzędzia (narzędzie do ściągania sprężyn zaworowych 09222-28000 i adapter 09222-28100) ściśnij sprężynę zaworu i zainstaluj krakersy. Przed wyjęciem narzędzia specjalnego po zamontowaniu zaworu należy sprawdzić, czy nakrętki są dobrze zamocowane.
Notatka. Podczas ściskania sprężyny zaworu należy uważać, aby płytka sprężyny nie dotykała uszczelnienia trzpienia zaworu.
Oczyść powierzchnie współpracujące uszczelki na głowicy cylindrów i bloku cylindrów.
Sprawdź, czy znaki identyfikacyjne uszczelki głowicy cylindrów są zgodne ze specyfikacjami.
Zamontować uszczelkę głowicy cylindrów na bloku cylindrów znakiem identyfikacyjnym skierowanym do góry (do głowicy cylindrów).
Przed zamontowaniem śrub głowicy cylindrów należy zmierzyć ich długość.
Maksymalna długość śruby: 99,4 mm.
Ryż. 2.138. Kolejność dokręcania śrub głowicy cylindrów
Dokręcić śruby mocowania głowicy cylindrów nominalnym momentem w kolejności pokazanej na rysunku 2.138.
Moment dokręcania przy wymianie części głowicy, bloku lub śrub głowicy): 63 Nm + poluzowanie wszystkich śrub + 20 Nm + 90°+90°Bez wymiany części: 20 Nm + 90°+90°.