
Połóż głowicę cylindra na stole warsztatowym z dwoma kawałkami drewna pod spodem.
Oczyść wszystkie zawory z osadów węglowych.

Nałożyć gruboziarnistą pastę karborundową na skos gniazda zaworu.
Zaciskając zawór w instrumencie, dociśnij dysk zaworu do gniazda, od czasu do czasu podnosząc zawór, aby ponownie rozprowadzić pastę.
Zamontować zawór w tulei prowadzącej i docisnąć dysk zaworu do gniazda.
Zmierz od siodełka (dania) sprężyny zaworu do końca trzpienia zaworu. Jeśli zmierzona wartość przekracza wymaganą wartość, wymienić gniazdo zaworu. Dla tego:
Wywierć gniazdo zaworu, pozostawiając ścianki gniazda o grubości 0,5-1 mm.
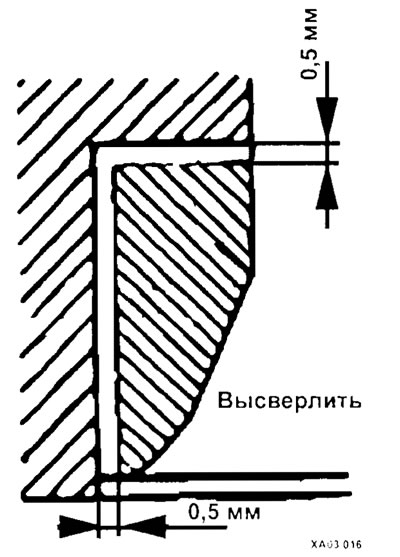
Wyciśnij gniazdo zaworu.
Wywierć gniazdo do montażu siodełka w rozmiarze naprawczym (D+0,3 mm), gdzie D jest średnicą otworu starego gniazda.
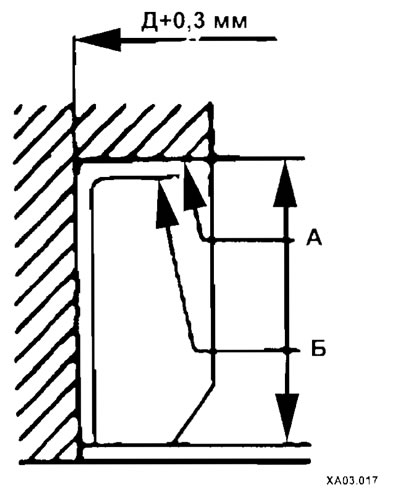
A - powierzchnia nowego otworu;
B - powierzchnia starego otworu.
Po podgrzaniu głowicy cylindrów do 250°C lub schłodzeniu siedzeń wcisnąć gniazda w głowicę cylindrów.
Wyreguluj gniazdo zaworu do wymaganych wymiarów.
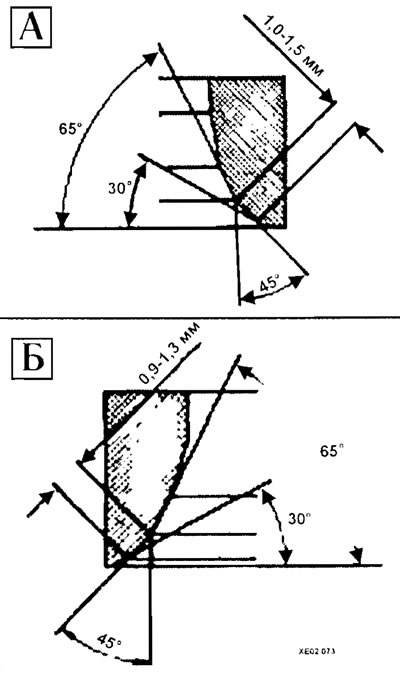
Rozmiary siodełek (A) - matura i (B) - zawory wlotowe
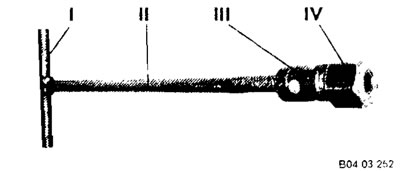
Narzędzie do docierania zaworów z tuleją zaciskową
Ogólny widok oprawy
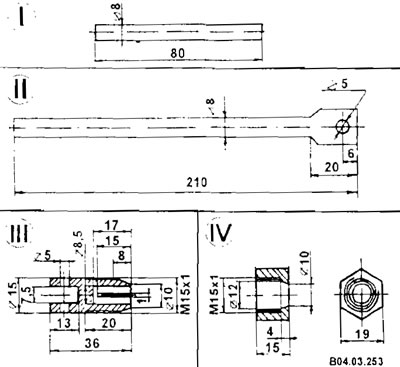
Szczegóły osprzętu
Narzędzie do docierania zaworów, które możesz wykonać samodzielnie

Ogólny widok oprawy
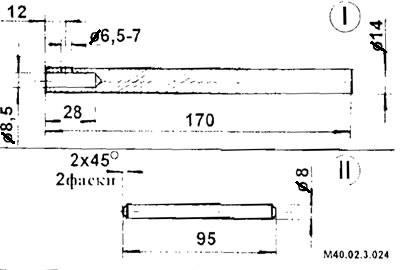
Szczegóły osprzętu
Gdy na zaworze i gnieździe pojawi się matowa linia, spłucz pozostałą pastę i powtórz tę samą procedurę z drobnoziarnistą pastą karborundową.
Gdy na zaworze i gnieździe pojawi się ciągły jasnoszary matowy pierścień o szerokości 1,1-1,4 mm, docieranie jest zakończone.

Do szlifowania faz roboczych zaworów można użyć szlifierki. W tym celu należy zamontować na szlifierce zawór i zamocować ruchomy wspornik tak, aby uzyskać wymagany kąt fazowania.
Ostrożnie usuń wszelkie ślady ścierniwa, zwracając szczególną uwagę, aby nie dostał się on do prowadnic zaworów. Przetrzyj zawory i gniazda zaworów szmatką nasączoną naftą, następnie czystą szmatką, a na końcu, jeśli to możliwe, przedmuchaj sprężonym powietrzem.
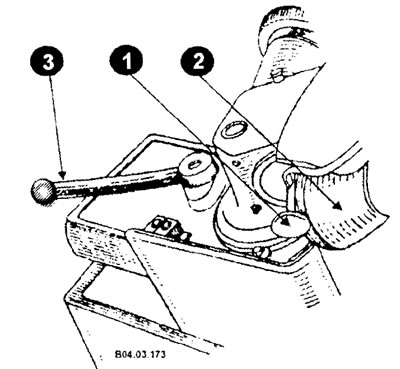
1 - zawór;
2 - ściernica;
3 - dźwignia.