
Ravna igla
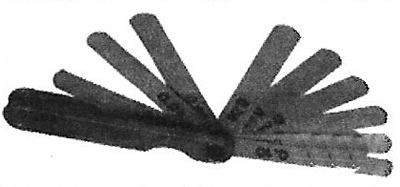
ravna igla (vidi sliku) su skup ploča određene debljine s odgovarajućom oznakom, koji se koristi za mjerenje različitih praznina. Također, plosnati pipci se mogu koristiti, na primjer, za mjerenje zazora gdje se koristi mjerač s brojčanikom (Pogledaj ispod) teško.

Komplet ravne igle mora se zaštititi od prekomjerne sile i udaraca kako se oštrice igle ne bi savijale ili oštetile. Površina ravnih sondi mora biti čista i prekrivena najtanjim slojem ulja kako bi se spriječili korozijski procesi.
Prilikom mjerenja razmaka potrebno je odabrati plosnati mjerni metar koji će s malim otporom ulaziti između dva dijela. Preporuča se imati dva seta ravnih sondi kako bi se osigurala točna mjerenja.
Mikrometri
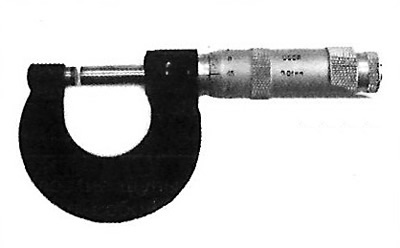
Mikrometar - uređaj dizajniran za mjerenje linearnih dimenzija metodom apsolutnog kontakta u području malih dimenzija s visokom točnošću (od 0,01 do 0,001 mm), čiji je mehanizam za pretvaranje mikropar vijak-matica.
Mikrometar se mora održavati čistim. Pazite da ne ispustite mikrometar jer se njegov držač može deformirati, što može dovesti do netočnih mjerenja.
Djelovanje mikrometra temelji se na kretanju vijka duž osi kada se okreće u fiksnoj matici. Kretanje je proporcionalno kutu zakreta vijka oko osi. Puni okretaji se broje na skali otisnutoj na dršci mikrometra, a djelići okretaja broje se na kružnoj skali otisnutoj na bubnju. Optimalno je pomaknuti vijak u matici samo na duljinu ne veću od 25 mm zbog poteškoća u izradi vijka s točnim korakom na većoj duljini. Stoga se mikrometar izrađuje u više veličina za mjerenje duljina od 0 do 25 mm, od 25 do 50 mm itd. Za mikrometre s granicama mjerenja od 0 do 25 mm sa zatvorenim mjernim ravninama pete i mikrometarskog vijka, nulti hod skale bubnja mora točno odgovarati uzdužnom hodu na dršci, a skošeni rub bubnja mora se podudarati s nulom. potez ljuske stabljike. Za mjerenja duljina većih od 25 mm koristi se mikrometar s izmjenjivim petama; podešavanje takvih mikrometara na nulu provodi se pomoću mjere za podešavanje primijenjene na mikrometar ili krajnjih mjera. Mjereni proizvod se steže između mjernih ravnina mikrometra. Obično je korak vijka 0,5 ili 1 mm i, sukladno tome, ljestvica na dršci ima vrijednost podjele od 0,5 ili 1 mm, a 50 ili 100 podjela se nanosi na bubanj da bi se dobilo očitanje od 0,01 mm. Ovo očitanje je najčešće, ali postoje mikrometri s očitanjima od 0,005, 0,002 i 0,001 mm. Konstantnu aksijalnu silu na kontaktu vijka s dijelom osigurava tarni uređaj - čegrtaljka. Kada su mjerne površine mikrometra u bliskom dodiru s površinom mjerenog dijela, čegrtaljka se počinje okretati uz lagano pucketanje, dok se rotacija mikrovijka treba zaustaviti nakon tri klika.
Čeljusti
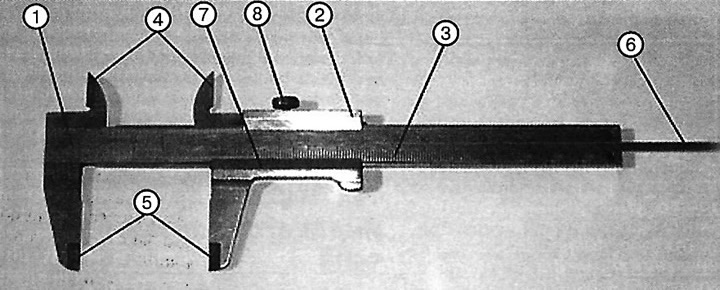
1. Šipka.
2. Pomični okvir.
3. Skala utega.
4. Spužve za unutarnje mjere.
5. Spužve za vanjske mjere.
6. Ravnalo za mjerenje dubine.
7. Nonije.
8. Vijak za stezanje okvira
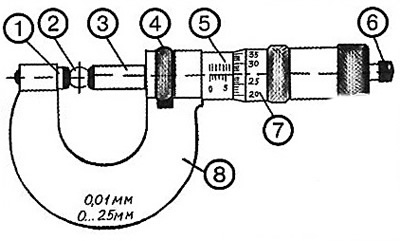
1. Peta. 2. Predmet mjerenja. 3. Vreteno. 4. Kotač. 5. Mjerna ljestvica (u mm). 6. Čegrtaljka.
7. Nonius bubanj. 8. Klamerica.
Prilikom mjerenja predmet (2) stegnut između pete i mikrometarskog vijka (3). Na površini stabljike nalaze se dvije isprekidane ljuske, pomaknute jedna u odnosu na drugu za 0,5 mm i imaju vrijednost podjele od 1 mm. Bubanj (7) okreće se oko kružne skale, koja se također nalazi na kosini bubnja. Mikrometarski vijak može se učvrstiti u bilo kojem položaju. Vijak je opremljen zapornim mehanizmom koji osigurava konstantan mjerni tlak.
1. Predmet se postavlja između pete i mikrometarskog vijka, okrećući bubanj, namjestiti vreteno na približnu veličinu predmeta.
2. Vreteno se pažljivo približava dok ne dodirne predmet koji se mjeri.
3. Veličina u mm određuje se pomoću nonijusa bubnja, koji odgovara horizontalnom hodu indeksa ljestvice.
4. Određuje se ukupna veličina mjerenog objekta.
Bilješka. Kada je u kontaktu s mjerenim objektom, ne pritiskajte vreteno okretanjem rukavca bubnja rukom, to može dovesti do loma mikrometra. Za točnije dimenzioniranje morate osigurati da je predmet dobro fiksiran.
Kaliper je svestrani alat dizajniran za visoko precizna mjerenja vanjskih i unutarnjih dimenzija. Osim toga, čeljust može odrediti dubinu rupa i izbočina.
Mjerne čeljusti čeljusti također se mogu koristiti za mjerenje paralelnosti stranica obratka. izdavačka kuća «Monolit»
Čeljusti imaju granice mjerenja od 0-125 mm (ShTs-1) , 0-160 mm (ShTs-2) i 0-400 mm (ShTs-3).
Najčešće korištena čeljust ShTs-1.
Za mjerenje vanjskih dimenzija i kontrolu paralelnosti koriste se glavne mjerne čeljusti alata, za mjerenje unutarnjih dimenzija i oznaka koriste se pomoćne šiljaste čeljusti.
Pomoću dubinomjera odredite dubinu rupa i izbočina.
Uređaj za čeljust temelji se na ravnalu s podjelama (uteg) i pomoćnu vagu-nonius, koja se pomiče duž glavnog ravnala-štapa. Uz pomoć ove pomoćne ljestvice možete brojati ulomke podjele glavne ljestvice.
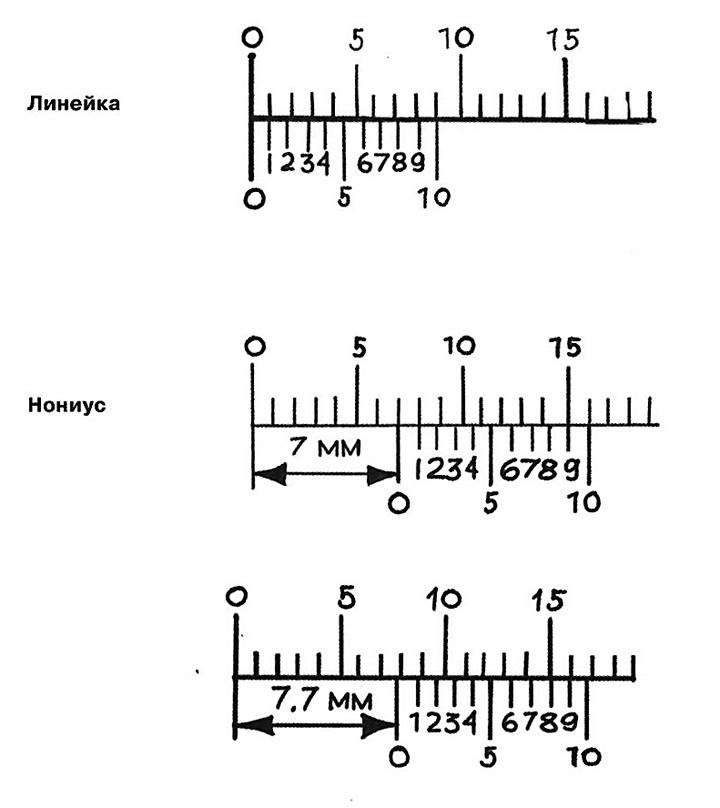
Princip rada noniusa temelji se na razlici podjele glavne ljestvice i noniusa. Ta je razlika jednaka cijeni podjeljka nonijusa, a broj podjeljaka ovisi o cijeni podjeljka.
Ako je podjela ljestvice 1 mm, a podjela noniusa 0,9 mm, tada je vrijednost podjeljka noniusa 0,1 mm.
Dakle, ako spojimo nulti podjeljak nonijusa s nultim podjeljkom glavne ljestvice pomičnog mjerila, tada prvi podeljak nonijusa «pasti iza» od prvog podjeljka glavne ljestvice za razliku između razmaka ljestvica, tj. za 0,1 mm, drugog podjeljka za 0,2 mm itd.
Deseti podjeljak nonijusa, pomaknuvši se za 1 mm, podudara se s devetim podjekom glavne ljestvice šipke, odnosno ako se vrijednost podjeljka od 1 mm podijeli s brojem podjeljka nonijusa (na 10), dobivamo 0,1 mm (vidi sl.)
Primjer:
Ako se nulti hod nonijusa poklapa s bilo kojim hodom na ravnalu, tada ovaj/podjela označava veličinu u cijelim milimetrima.
Ako se nulti hod nonijusa nije podudarao s hodom na glavnoj ljestvici, tada podjela na ravnalu najbliže lijevo pokazuje cijeli broj milimetara, a desetinke se broje prema nonijusu.
Cijelom broju milimetara dodaje se onoliko desetinki milimetra koliko se broji poteza nonijusa dok se bilo koji potez nonijusa ne poklopi s jednim od poteza ravnala. Na slici je prikazan primjer očitavanja 7 mm i 7,7 mm.
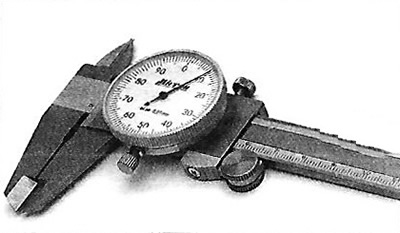
Neke čeljusti su opremljene indikatorom na brojčaniku. Indikatorska ljestvica omogućuje vam podešavanje nulte postavke, kontrolu tolerancija.
Tijekom rada i na kraju, čeljust je potrebno obrisati krpom namočenom u vodeno-alkalnu otopinu, a zatim osušiti čistom krpom. Na kraju rada pokrijte površinu čeljusti tankim slojem bilo kojeg tehničkog ulja i stavite je u kutiju. Izbjegavajte grube udarce ili padove tijekom rada kako biste izbjegli savijanje šipke i druga oštećenja, ogrebotine na mjernim površinama, trenje mjernih površina o kontrolirani dio.
Indikator brojčanika
Brojčanik je namijenjen za mjerenje linearnih dimenzija apsolutnim i relativnim metodama, za određivanje veličine odstupanja od zadanog geometrijskog oblika i relativnog položaja površina. Indikatori s rasponom mjerenja od 0-2 mm dostupni su u dvije verzije:
- ICH - s kretanjem mjerne šipke paralelno s ljestvicom;
- IT - s kretanjem mjerne letve okomito na ljestvicu.
Indikatori se montiraju ili spojnom čahurom promjera 8h7, ili ušicom debljine 5 mm sa spojnom rupom promjera 5 mm.
Primjena brojčanika je vrlo raznolika, pa nije ovdje opisana. Specifični slučajevi korištenja uređaja opisani su u priručniku za popravak (na primjer, mjerenje zazora koljenastog vratila motora, mjerenje odstupanja kočionog diska itd.).
Nutrometar

Mjerač provrta dizajniran je za mjerenje unutarnjih dimenzija dijelova (na primjer, promjer provrta cilindra, širina utora itd.).
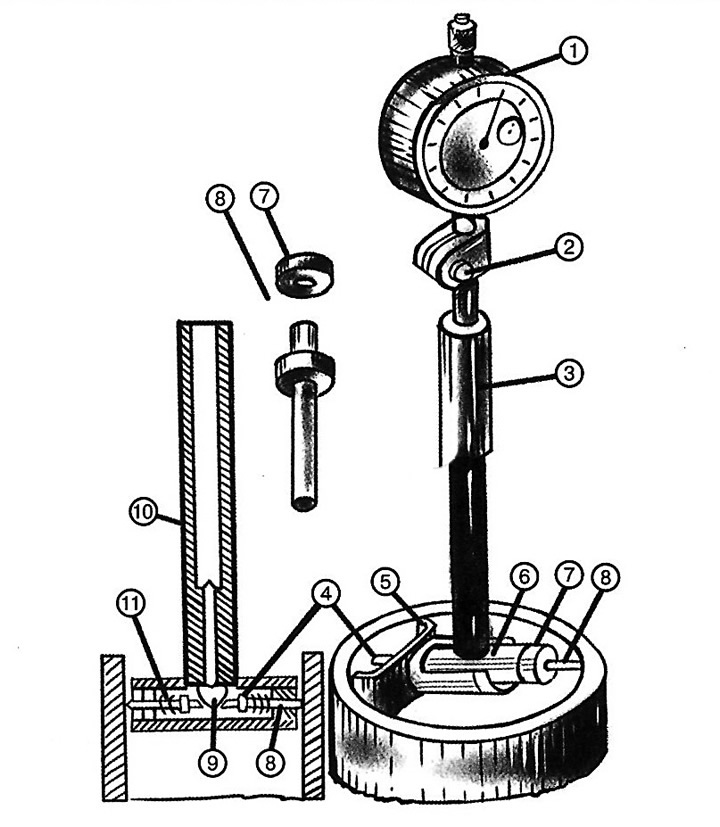
1. Indikator brojčanika.
2. Vijak.
3. Ručka.
4. Motor.
5. Most za centriranje.
6. Majica.
7. Matica.
8. Mjerna šipka.
9. Gljivice.
10. Šipka.
11. Zavojna opruga.
Uređaj ima vodilicu (5), u čijem je gornjem dijelu ugrađen indikator na brojčanik (1), vijak fiksiran (2). Unutar rukavca nalazi se duga šipka koja je u kontaktu s kratkom šipkom (10), počivajući na gljivici (9) tee (6) glave čeljusti. Motor se nalazi u tee (4) i izmjenjivu mjernu šipku (8), fiksiran u T-ku s maticom (7). Na bočnoj strani pomičnog zatika na T-komadi postavljen je most za centriranje 5, koji služi za ugradnju indikatorske glave duž promjera rupe. Prilikom mjerenja rupa, klizač (4) sa spiralnom oprugom (11) drobi gljivice (9) i kroz šipku (10) prenosi kretanje na dugačku šipku do indikatora.
Odstupanje veličine određeno je kretanjem strelice indikatora. Prije mjerenja, unutarnji mjerač postavlja se na nominalnu veličinu duž prstena ili bloka pločica.
Indikatorska čeljust proizvodi se s granicama mjerenja: 6-10; 10-18; 18-35; 35-50; 50-100; 100-160; 160-250; 250-450 mm. Za mjerenje, izmjenjive podloške i šipke pričvršćene su na unutarnji mjerač, međusobno se razlikuju za 1 ili 5 mm (ovisno o granici mjerenja). Podloške su ugrađene u rupu na glavi T-račve.