
2. Razmak između čahura i rukavaca vratila može se provjeriti pomoću kalibrirane plastične žice. Da biste to učinili, očistite rukavce vratila i košuljice od ulja, masti i drugih onečišćenja. Stavite komade kalibrirane plastične žice duljine jednake širini umetka na vratove tako da žica ne blokira otvore za podmazivanje. Ugradite radilicu, čahure i poklopce ležaja. Zategnite vijke poklopca potrebnim momentom, pazeći da se osovina ne okreće. Uklonite poklopce ležajeva. Odredite razmake između ljuski ležaja i rukavaca vratila duž širine najspljoštenijeg dijela žice pomoću skale otisnute na pakiranju žice. Ako zazor prelazi najveću dopuštenu vrijednost, zamijenite ljuske ležaja. Ako nije moguće postići normalne zazore zamjenom košuljica, izbrusite rukavce radilice na veličinu za popravak i ugradite košuljice odgovarajuće veličine za popravak.
3. Odabir veličine za popravak grupe klipnjače i klipa treba izvršiti prema oznakama na dijelovima:
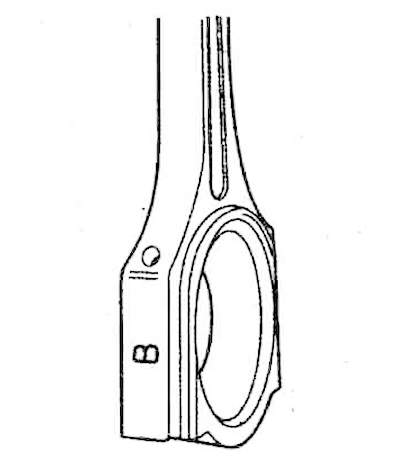
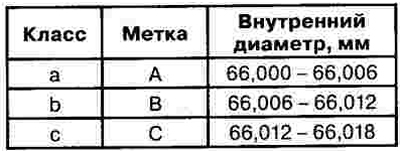
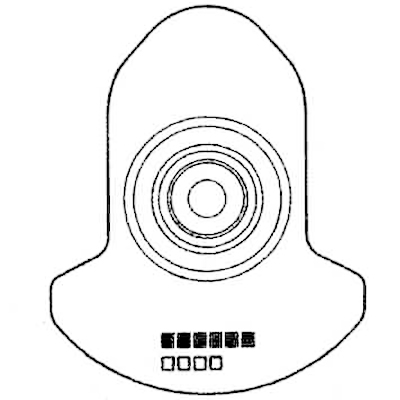
1) Položaj oznake klipnjače.
 |  |
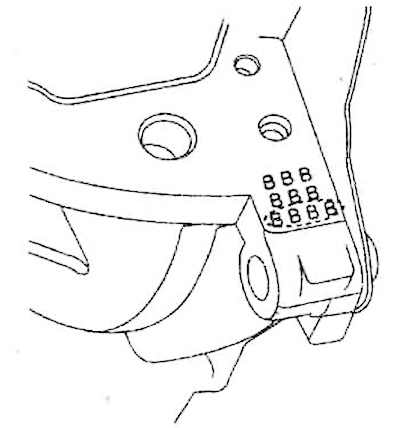
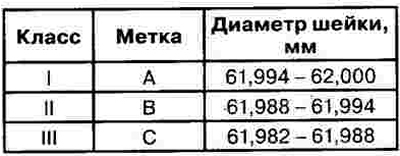
2) Položaj oznake radilice.
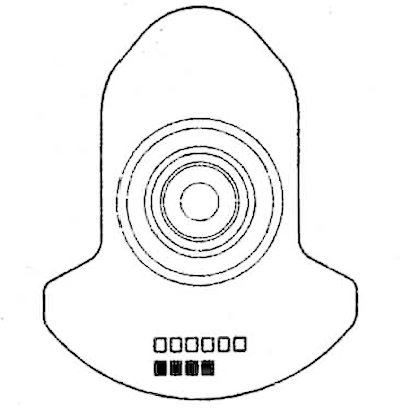 | 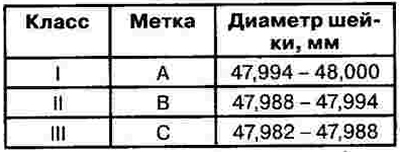 |
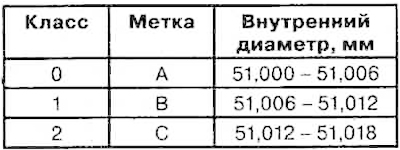
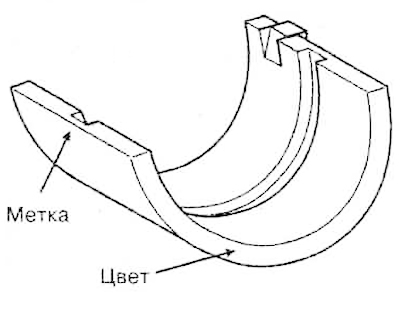
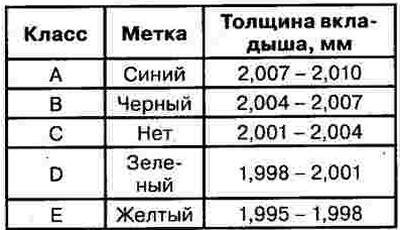
3) Položaj oznake na ležaju klipnjače.
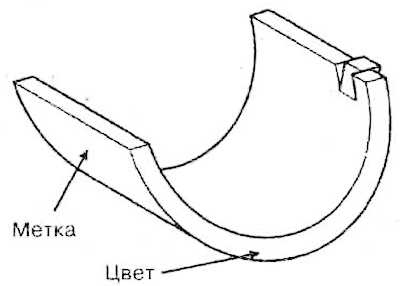 | 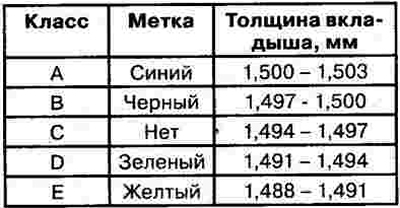 |
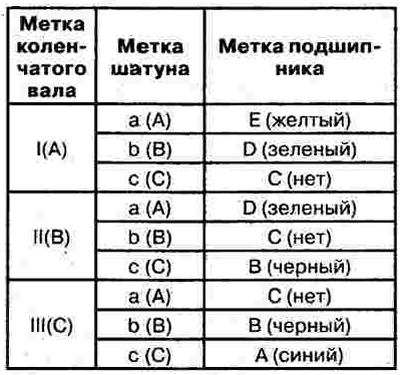
4) Odabir dijelova prema skupini veličina popravka vrši se prema tablici.

4. Slova utisnuta na kraju bloka cilindra su oznaka veličine za svaki od četiri glavna ležaja. Koristite ove oznake kao i oznake na koljenastom vratilu za odabir ležajeva klipnjače. Položaj oznaka za odabir ljuski glavnih ležajeva:
1) Položaj oznaka na bloku cilindra.
 |  |
2) Položaj oznaka na koljenastom vratilu.
 |  |
3) Položaj oznaka na ljusci glavnog ležaja.
 |  |
4) Odabir dijelova prema skupini veličina popravka vrši se prema tablici.
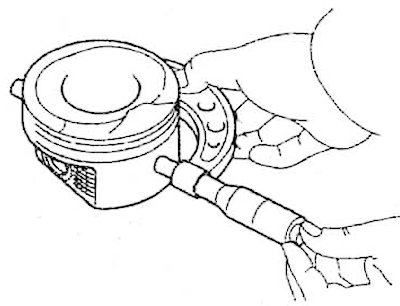
5. Ako se klipnjače ponovno postavljaju tijekom montaže, provjerite jesu li ugrađene u iste cilindre u kojima su bile prije rastavljanja. Ako su postavljene nove klipnjače, provjerite je li oznaka klipnjače na istoj strani kao i brava umetka. Zamijenite klipnjaču ako se pronađu bilo kakva vidljiva oštećenja ili ako je vidljivo prekomjerno istrošenje klipnjače.
6. Pomoću posebnog alata provjerite jesu li klipnjače savijene ili uvrnute. Dopušteno savijanje poluge: 0,05 mm na 100 mm duljine ili manje. Dopušteno uvijanje: 0,1 mm na 100 mm ili manje. Ako je količina savijanja ili uvijanja klipnjače blizu dopuštene vrijednosti, ali je ipak premašuje, dopušteno je izravnavanje klipnjače prešom. Ako postoji prekomjerno savijanje ili uvijanje, klipnjača se mora zamijeniti novom.
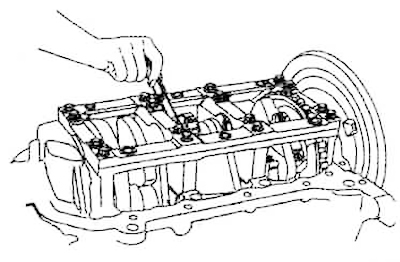
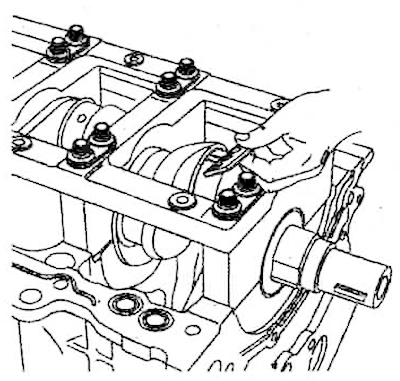
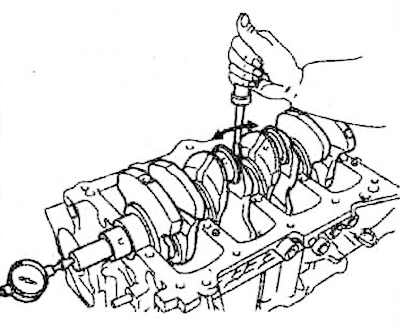
7. Pomoću indikatora s brojčanikom provjerite aksijalni zazor radilice pomičući ga odvijačem duž bloka cilindra. Nazivni aksijalni zazor: 0,07 - 0,25 mm. Najveći dopušteni aksijalni razmak: 0,30 mm. Ako aksijalni zazor premašuje ograničenje, zamijenite potisne ležajeve u kompletu. Debljina aksijalnog ležaja: 2,05 - 2,09 mm.
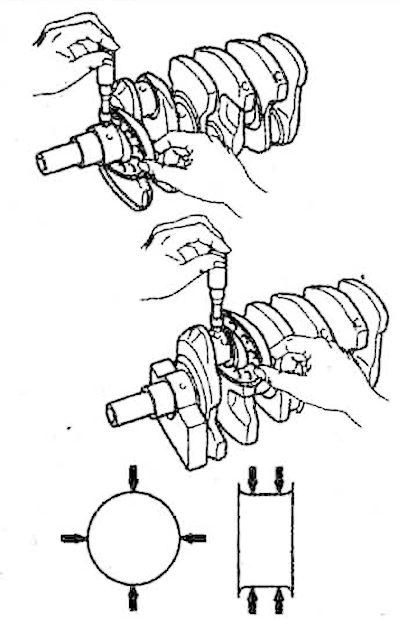
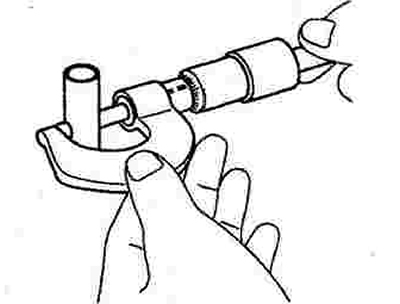
8. Mikrometrom izmjerite promjer svakog glavnog i klipnjačnog rukavca koljenastog vratila na mjestima označenim strelicama na slici. Nazivni promjer rukavca: 61.982 - 62.000 mm. Nazivni promjer klipnjača: 47,982 - 48,00 mm.
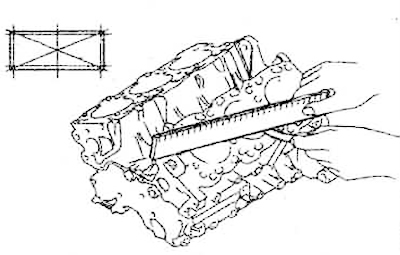
9. Strugačem uklonite ostatke brtve s površine bloka cilindra, a zatim četkom i otapalom temeljito očistite cijeli blok cilindra. Koristeći ravnalo i mjerač, provjerite ravnost kontaktne površine bloka cilindra na mjestima naznačenim na slici. Standardna vrijednost neravnine kontaktne površine: manje od 0,03 mm. Najveća dopuštena neravnina površine: 0,05 mm.
10. Vizualno provjerite ima li na ogledalu cilindra ogrebotina. Ako ima dubokih ogrebotina, košuljicu cilindra treba zamijeniti ili izbušiti.
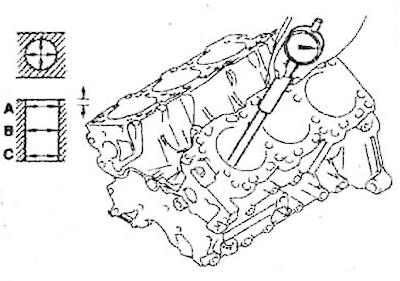
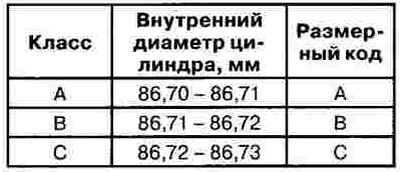
11. Izmjerite promjer valjka u točkama A, B i C u međusobno okomitim ravninama. Nazivni promjer cilindra: 86,70 -86,73 mm.
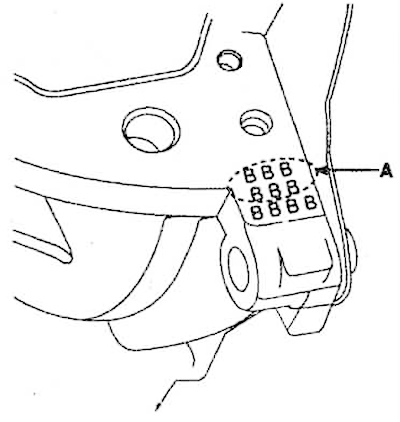
12. Provjerite oznake promjera cilindra (A) na površini bloka cilindra.
 |  |
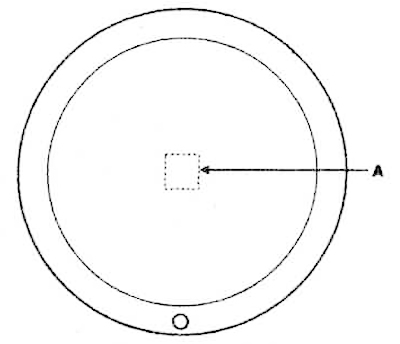
13. Provjerite kod veličine (A) klip na njegovoj gornjoj površini.
 |  |
14. Odaberite klip prema veličini za popravak košuljice cilindra. Pri tome vodite računa da je razmak između klipa i cilindra: 0,01 - 0,03 mm.
15. U slučaju jakog trošenja košuljice cilindra, treba odabrati veće klipove prema najvećem promjeru provrta košuljice cilindra. Reparaturne dimenzije klipova povećavaju se za 0,25 i 0,5 mm, odgovarajuće oznake se nanose na gornji dio klipa.
16. Izmjerite promjer klipa i izračunajte novi promjer cilindra:
Novi promjer cilindra = promjer klipa + (0,01 - 0,03 mm zazor između klipa i cilindra) - 0,01 mm (honing odobrenje).
17. Ponovno izbušite svaki cilindar na izračunati promjer i zatim izbrusite.
18. Provjerite zazor između klipa i ventila. Trebao bi biti u rasponu od 0,01-0,03 mm.
Bilješka. Kada bušite barem jedan cilindar, probušite sve ostale cilindre na istu veličinu za popravak.
19. Mikrometrom izmjerite glavni promjer klipa (39 mm od dna). Nazivni promjer klipa: 86,68 -86,71 mm. U slučaju jakog trošenja klipa, potrebno ga je zamijeniti novim.
20. Upotrijebite mjerač za mjerenje razmaka između novog klipnog prstena i utora klipa.
Bočni razmak trebao bi biti:
- Klipni prsten br. 1: 0,04 - 0,08 mm;
- Klipni prsten #2: 0,03 - 0,07 mm.
Maksimalni dopušteni zazor je 0,1 mm za oba klipna prstena.
Ako je bočni zazor veći od dopuštene vrijednosti, zamijenite klip.
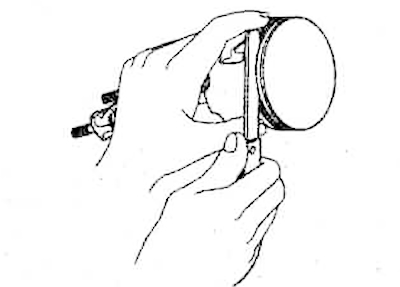
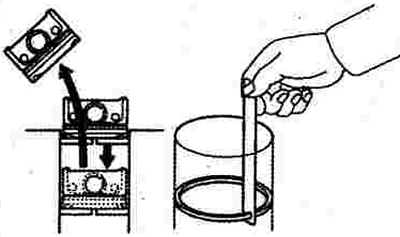
21. Za provjeru zazora prstena u bravi, umetnite prsten u cilindar. Postavite prsten pod pravim kutom na stijenku cilindra, lagano ga pritiskajući klipom. Provjerite razmak prstena pomoću mjerača.
Razmak brave:
- Klipni prsten br. 1: 0,20 - 0,35 mm;
- Klipni prsten br. 2: 0,37 - 0,52 mm;
- Prsten za struganje ulja: 0,20 - 0,70 mm.
Ako razmak premašuje maksimalno dopuštenu u radu, zamijenite prsten novim. Kod zamjene prstenova bez probušenih cilindara provjerite zazor u bravi tako da ga postavite u donji, manje istrošeni dio cilindra.
22. Mikrometrom izmjerite promjer osovinice klipa. Trebao bi biti 21.001-21.007 mm.
23. Izmjerite zazor između osovinice klipa i klipa. Trebao bi biti 0,007-0,022 mm.
24. Provjerite razliku između promjera klipa i otvora na vrhu klipnjače. Trebao bi biti u rasponu od 0,016-0,033 mm.