
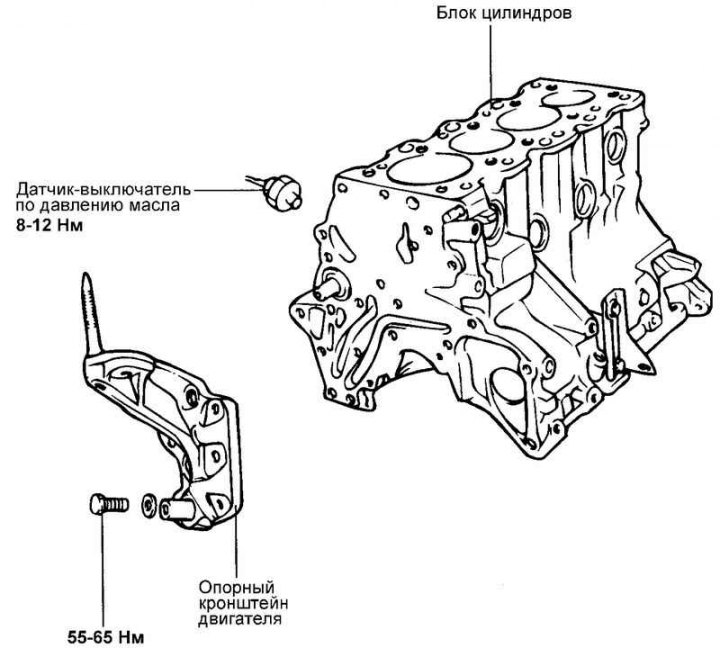
Riža. 2.109. Komponente bloka cilindra
Rastavljanje
Uklonite glavu cilindra, razvodni remen, prednji poklopac, zamašnjak, klipove i radilicu.
Provjera bloka cilindara
Provjerite ima li na bloku cilindra strugotina, korozije, naslaga kamenca i hrđe. Također provjerite ima li pukotina ili drugih oštećenja. Zamijenite blok cilindara ako otkrijete značajne nedostatke.
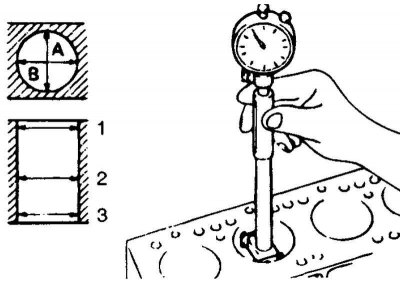
Riža. 2.110. Mjerenje promjera cilindra
Izmjerite promjer cilindara s indikatorskom čeljusti u tri zone po visini u smjerovima «A» i «U» (riža. 2.110).
Razina 1: TDC klipa.
Razina 2: Sredina.
Razina 3: BDC klipa.
Ako je izvan-okruglost (ovalnost) ili je konus cilindra veći od najveće dopuštene vrijednosti, ili postoje ogrebotine ili znakovi začepljenja na zrcalu cilindra (zločesti), tada blok cilindre treba izbušiti na odgovarajuću veličinu za popravak i izbrusiti. Nakon popravka bloka cilindara postavite klipove i klipne prstenove odgovarajuće veličine za popravak.
Nazivni promjer cilindra: 86,5–86,53 mm (2.4L), 85,0–85,03 mm (2.0L).
Najveća dopuštena konusnost cilindra: ne više od 0,01 mm.
Ako postoji prstenasti habajući utor u zoni zaustavljanja prvog kompresijskog prstena u TDC-u, uklonite utor utora pomoću razvrtala ili strugala.
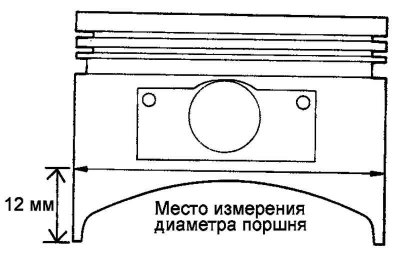
Riža. 2.111. Dijagram mjerenja promjera klipa
Prilikom popravka (bušenje i brušenje) cilindre na veličinu za popravak, izračunajte promjer provrta cilindra tako da se kao rezultat popravka osigura nazivni zazor između klipa i cilindra. Svi ugrađeni klipovi moraju biti iste veličine za popravak. Mjerenja promjera klipa vrše se na udaljenosti od 2 mm od ruba ruba u ravnini okomitoj na os osovinice klipa (riža. 2.111).
Zazor između klipa i cilindra: 0,02–0,04 mm.
Provjerite ima li oštećenja ili pukotina.
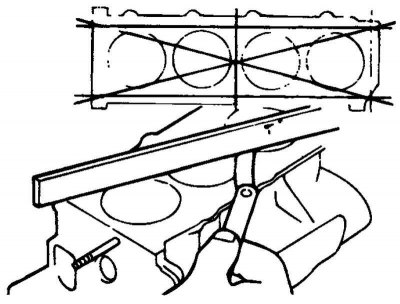
Riža. 2.112. Provjera površine bloka za savijanje
Koristeći ravnalo i plosnati mjerač, provjerite savijanje spojne ravnine bloka ispod glave. Prije provjere uklonite ostatke stare brtve i stranih čestica iz ravnine za spajanje (riža. 2.112).
Nazivna vrijednost: 0,05 mm ili manje.
Najveća dopuštena vrijednost: ne više od 0,1 mm.
Bilješka. Kod restauracije površine strojnom obradom, količina skidanja metala ne smije biti veća od 0,2 mm.
Provrt cilindra
Prilikom popravka uzima se u obzir najveći promjer cilindra.

Bilješka. Broj veće veličine klipa utisnut je na kruni klipa.
Izmjerite promjer klipa ugrađenog u ovaj cilindar.
Na temelju izmjerene vrijednosti vanjskog promjera klipa izračunati promjer provrta cilindra.
Formula za izračunavanje vrijednosti provrta cilindra
Promjer provrta cilindra = vanjski promjer klipa + zazor između klipa i cilindra (0,02–0,04 mm) – dodatak za brušenje (0,02 mm)
Probušite sve cilindre na izračunati promjer.
Bilješka. Kod bušenja, kako bi se spriječila pojava toplinskih deformacija stijenki cilindra, bušite prema redoslijedu rada cilindara.
Honanje stijenki cilindra dok se ne postigne zadani zazor između klipa i cilindra.
Nakon honanja ponovno provjerite zazor.
Bilješka. Ugradite klipove iste veličine za popravak u motor.
Skupština
Ugradite sljedeće dijelove u blok:
- koljenasto vratilo;
- zamašnjak;
- klipovi;
- glava cilindra;
- razvodni remen;
- Naslovnica.